



起始角又叫相移角。假如一段螺纹能一刀车成,那么用G01直线插补指令就可以了。但如果要分两刀车成,那用G01指令就不行了,因为第2刀入不了第1刀车出的槽(通常称之为“乱扣”)。而用螺纹车削指令分多少刀车成都可以,第2刀,第3刀,第4刀,…,第n刀会准确地进入第1刀车出的槽,即不会乱扣。
数控车床的主轴上装有旋转(角度)编码器。旋转编码器旋转一周为360°,其精度为0.001°。它与主轴同步,主轴转一周,旋转编码器也转一周。执行直线插补指令G01和圆弧插补指令G02/G03时,每转进给指令F是靠它来实现的,执行螺纹车削指令时导程F或E也是靠它来实现的。
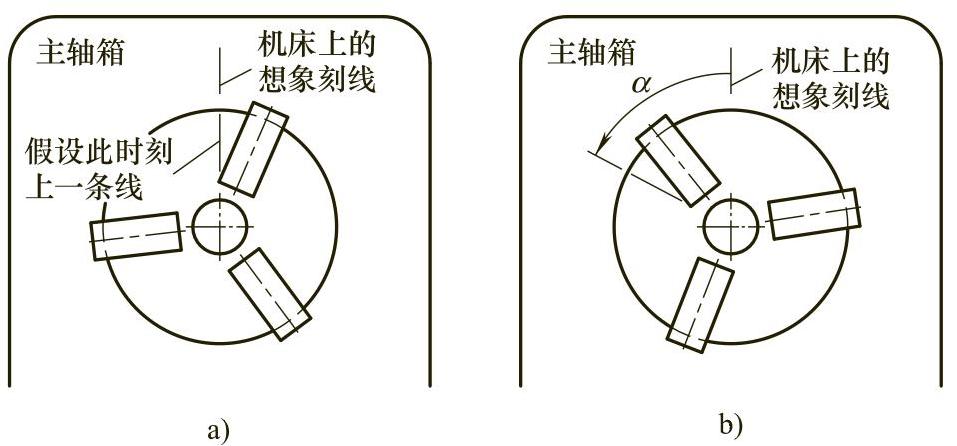
图2-20 车削螺纹时起始角
a)旋转位置编码器0°时卡盘的角度位 b)旋转位置编码器转到α时卡盘的角度位(https://www.xing528.com)
想象在主轴箱主轴端有一条通过主轴中心的向上铅垂刻线,假设旋转编码器0°时在卡盘(或主轴端面)上刻一条通过主轴中心的向上铅垂刻线(见图2-20a)。机床在某瞬时开始执行直线插补或圆弧插补指令时,刀架立即开始移动。由于主轴在此瞬时前已经在转动,所以此瞬时上述两条线间的夹角α的大小是随机的(见图2-20b)。如果用G01指令车螺纹,车第1刀的开始时α有一个值,车第2刀时α又有另一个值,这就乱扣了。用螺纹车削指令则不同。
螺纹车削指令(段)中包含一个起始角程序字,该程序字用来指令这一刀开始时的α角度值。当指令的α角度值为0时,该程序字可省略。换句话说,如果在螺纹车削指令程序段中没有起始角程序字,那么执行时默认起始角为零度。机床在某瞬时开始执行螺纹车削指令时,刀架不“立即”移动,而是等待主轴带着卡盘转到卡盘上的(上述)刻度线与机床上的(上述)刻度线间的夹角α与指令起始角值相等时才开始移动。这就是执行螺纹车削指令时不管用多少刀车都不会乱扣的原因。
对普通数控车床,卡盘(或主轴端)并没有零度刻线,机床主轴箱上也没有零度刻线。但是,对于某台具体的数控车床,当旋转编码器处在零度位置时,卡盘(主轴)与机床主轴孔的角度位是固定的,或者说旋转编码器所处位置的角度值与卡盘(主轴)的角度位是一一对应的。一般的数控车床不配置准停功能,所以主轴停止时的角度是随机的。用户想要配置准停功能,必须在采购机床时提出要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。