



此例加工可分为3刀:中间1刀粗车,两侧各精车1刀。为了在加工时方便控制槽宽,编程时对同一把切槽刀用2个假想刀尖点和2个刀补号。图3-30所示为编程用图。
下面是分别用于发那科系统和西门子系统的加工程序。
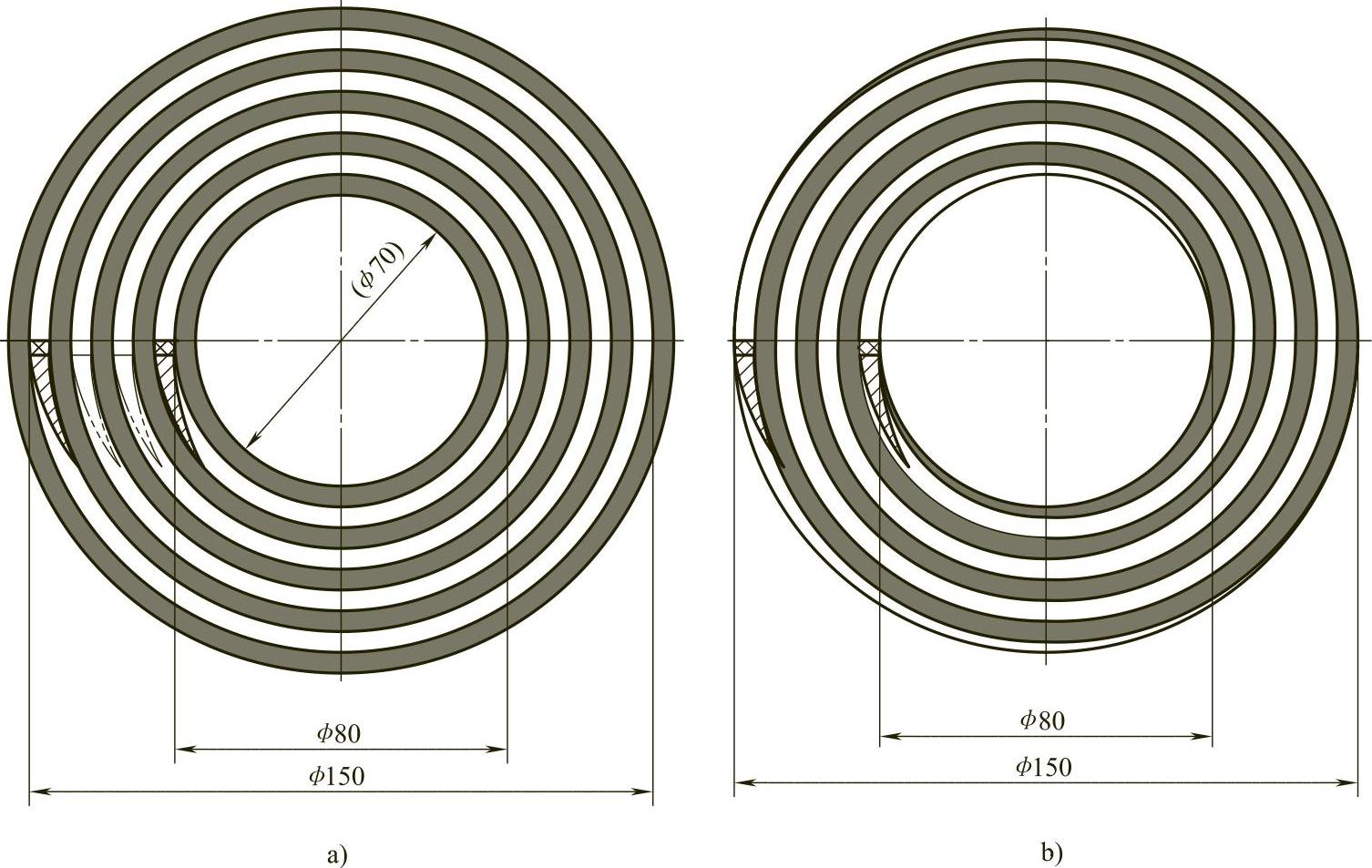
图3-29 端面切槽刀用于车圆形槽和螺旋槽的区别
a)用首切直径范围为ϕ80~ϕ150mm的端面切槽刀切削非螺旋槽 b)用首切直径范围为ϕ80~ϕ150mm的端面切槽刀切削螺旋槽
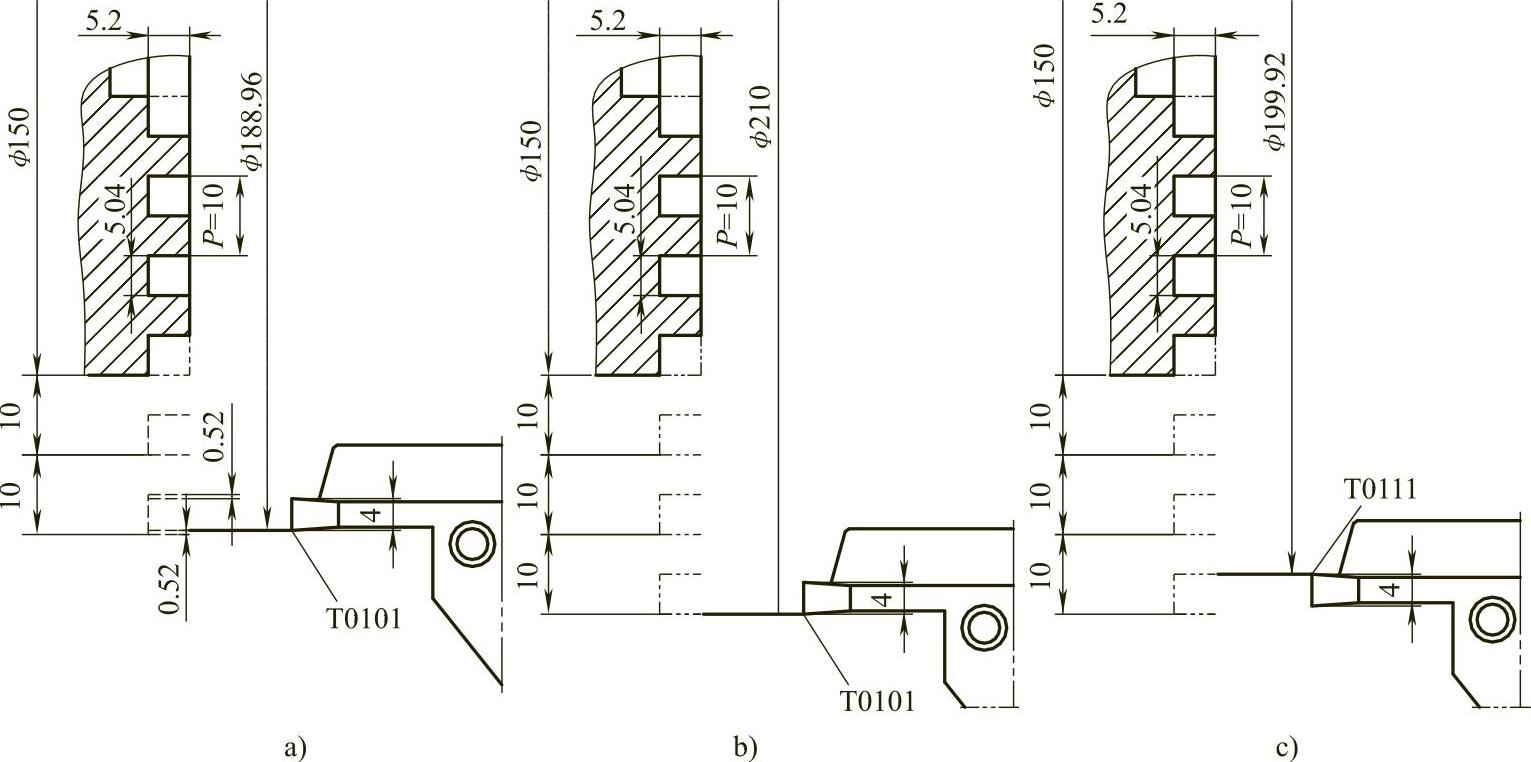
图3-30 切削端面螺旋槽的编程用图
a)粗切端面螺旋槽 b)精切槽外侧 c)精切槽内侧
O323; PP323.MPF
N01 G54 S150 M03; N01 G54 G90 S150 M03
N02 T0101; N02 T1 D1
/N03 G00 X188.96Z50;/N03 G00 X188.96 Z50
/N04 M98 P520324;/N04 L324 P52
/N05 S200 M03;/N05 S200 M03
/N06 G00 X210 Z50;/N06 G00 X210 Z50
/N07 M98 P1040325;/N07 L325 P104
/N08 M00;/N08 M00
N09 T0111;N09 D11
N10 G00 X199.92 Z50;N10 G00 X199.92 Z50
N11 M98 P1040326;N11 L326 P104
N12 G00 X300 Z200 M05;N12 G00 X300 Z200 M05(https://www.xing528.com)
N13 M30;N13 M02
O324; L324
N1 G00 W-50.1;N1 G00 Z=IC(-50.1)
N2 G32 X60 F10;N2 G32 K10
N3 G00 W50;N3 G00 Z=IC(50)
N4 X188.96;N4 X188.96
N5 M99;N5 M02
O325;L325
N1 G00 W-50.05;N1 G00 Z=IC(-50.05)
N2 G32 X60 F10;N2 G33 K10
N3 G00 W50;N3 G00 Z=IC(50)
N4 X210;N4 X210
N5 M99;N5 M02
O326 L326
N1 G00 W-50.05;N1 G00 Z=IC(-50.05)
N2 G32 X60 F10;N2 G33 K10
N3 G00 W50;N3 G00 Z=IC(50)
N4 X199.92;N4 X199.92
N5 M99; N5 M02
粗车、槽外侧精车和槽内侧精车各用一个子程序。粗车时主轴转速为150r/min,每转切削深度为0.1mm,用1号刀补,槽外侧面的升速段可取2倍螺距长。精车时主轴转速为200r/min,每转切削深度为0.05mm,外侧和内侧精车分别用1号刀补和11号刀补,精车槽外侧面时升速段δ1取3倍螺距长度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。