



铣内螺纹的入刀方式主要有3种:90°螺旋切向入刀、180°螺旋切向入刀和径向入刀。
1.90°螺旋切向入刀
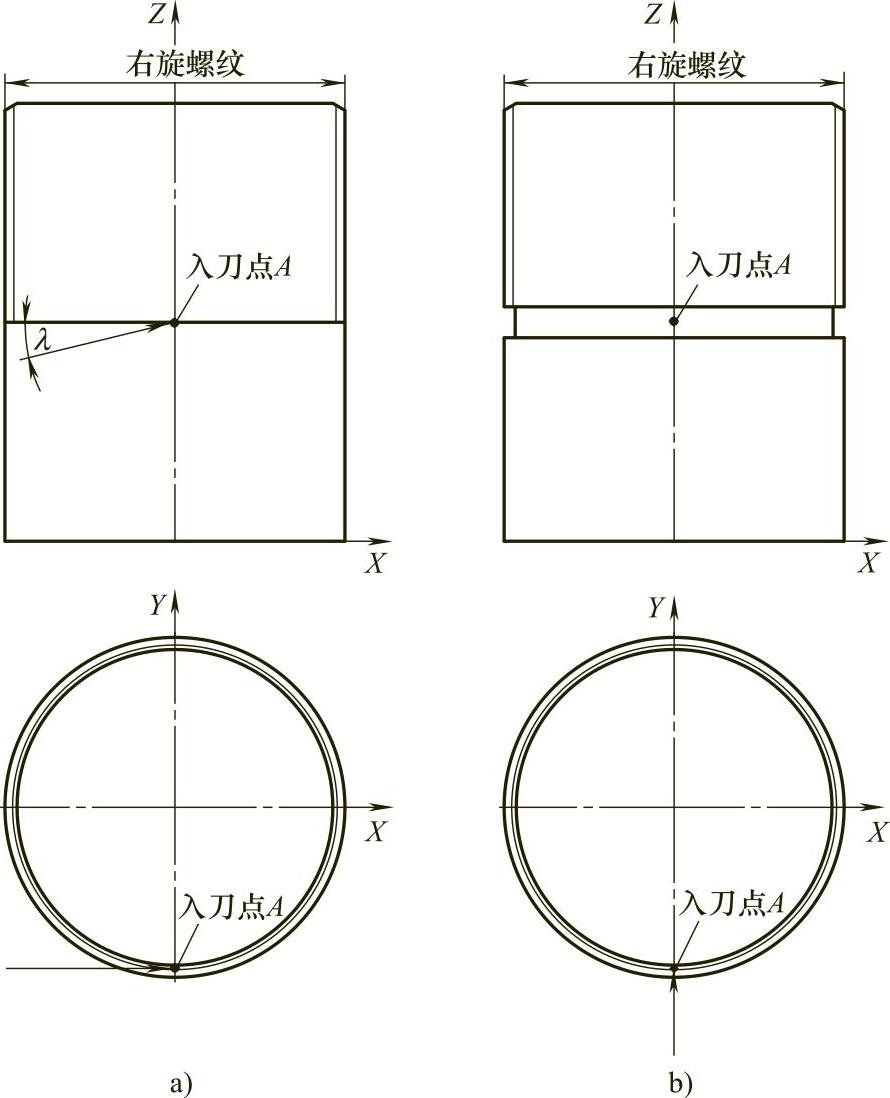
图4-29 从下向上铣外螺纹的入刀方式
a)铣外螺纹的切向入刀(通用) b)铣外螺纹的法向入刀(限制使用)
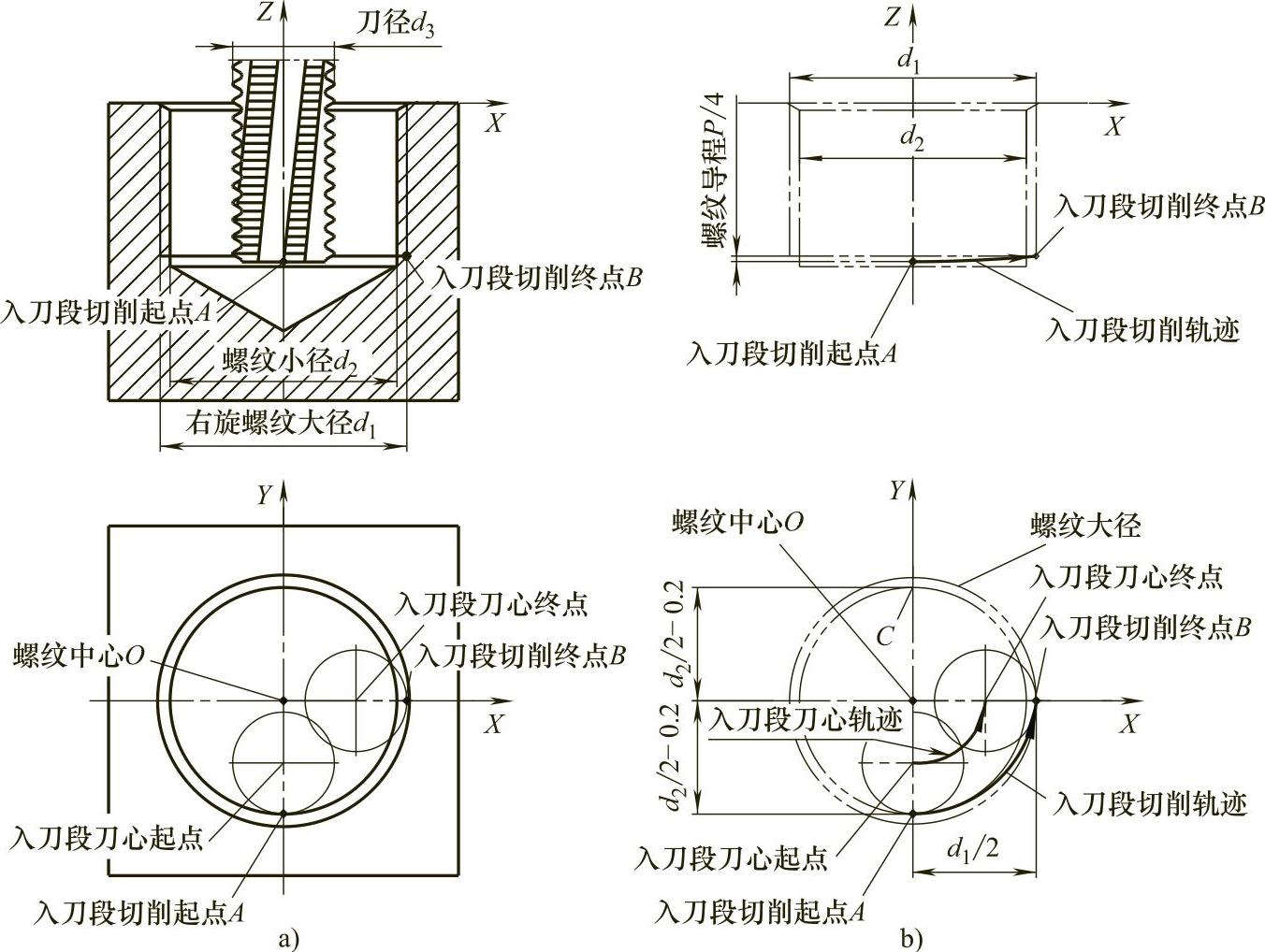
图4-30 从下向上铣削内螺纹的90°螺旋切向入刀方式
a)工件和铣刀视图 b)螺纹和入刀段轨迹视图
90°螺旋切向入刀方式较为常用。它适用于各种螺纹铣刀且其刃口回转直径d3小于螺纹半小径的场合。图4-30所示为采用这种入刀方式从下向上铣削右旋内螺纹。其中,图4-30b中入刀段切削轨迹在XY平面内的投影圆弧是图上A、B、C三点决定圆弧的一半。这段圆弧实际上略大于90°,其半径可以在图上测出(其值略大于螺纹小径)。这是严格的切线方向入刀。此半径也可近似地取 ,即大致为切线方向入刀。这在实际应用中是可以的。(https://www.xing528.com)
,即大致为切线方向入刀。这在实际应用中是可以的。(https://www.xing528.com)
2.180°螺旋切向入刀
180°螺旋切向入刀方式也较为常用。它适用于各种螺纹铣刀且其刃口回转直径d3不小于螺纹半小径的场合。图4-31所示为采用这种入刀方式从下向上铣右旋内螺纹。其中,图4-31b中入刀段切削轨迹在XY平面内的投影圆弧正好是半圆,其直径为(d1+d2)/4-0.1,其圆心点在螺纹中心点之右,这两点的距离等于(d1-d2)/4+0.1,这是严格的切线方向入刀。
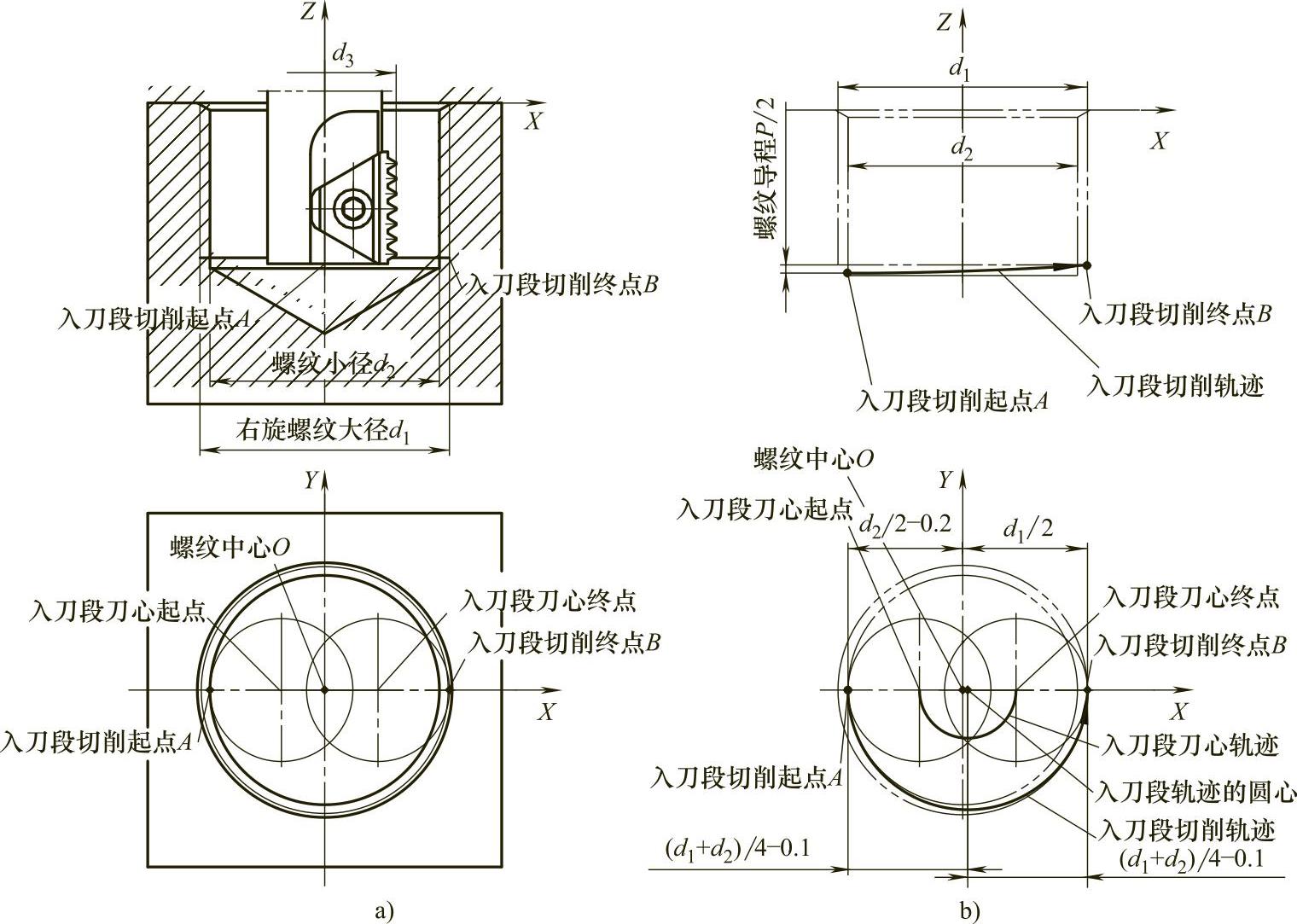
图4-31 从下向上铣内螺纹的180°螺旋切向入刀方式
a)工件和铣刀视图 b)螺纹和入刀段轨迹视图
用刃口回转直径小于螺纹半小径的铣刀铣内螺纹时也可用此方式入刀,而且用这种180°入刀比用90°入刀切削渐进更平稳。
3.径向入刀
径向入刀方式是从螺纹中心沿半径方向入刀。此方式仅适用于只有横向刃齿的铣刀且切削起点在工件上端面之上或底面之下的场合。
铣内螺纹时入刀方式的选择至关重要。尤其是用螺纹梳刀或整体硬质合金螺纹铣刀铣内螺纹时,如果采用径向入刀方式,那么在从铣刀接触工件内面开始的很短时间内切削力会猛增。作者曾见过这样一种场景:用刃径ϕ7.5mm带内冷(却液)孔的整体硬质合金螺纹铣刀铣M12×1.5内螺纹时,开始用径向入刀,结果在入刀过程中铣刀就断了。更换铣刀,改用180°螺旋切向方式入刀后,铣削顺利进行。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。