



塑料模塑制品壁面上局部凸起凹缺部分称为凸凹,凹凸分为内凸、外凸、环形凹模和侧向凸凹等。图2-8所示为塑料模塑制品成型凸凹的形式。
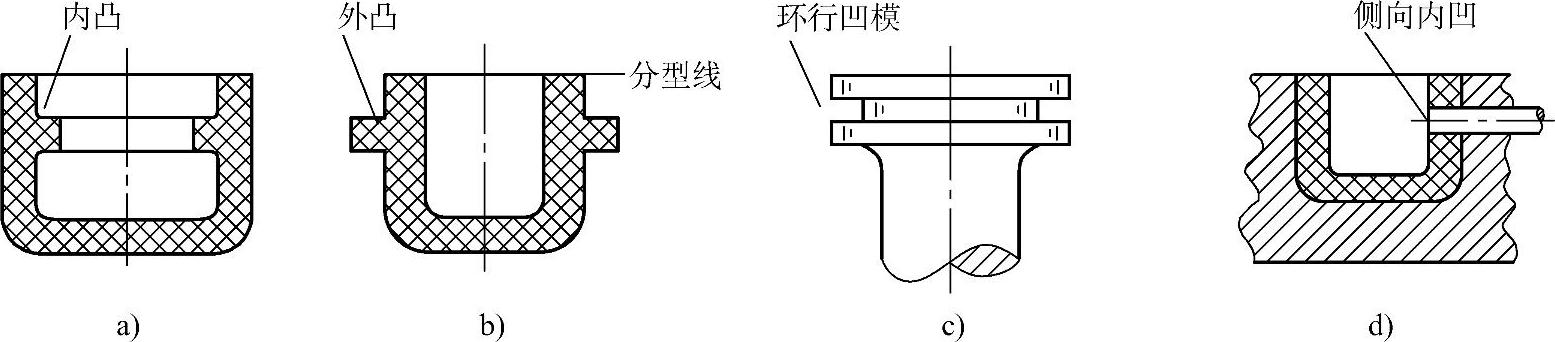
图2-8 塑料模塑制品成型凸凹的形式
带凸凹的模塑制品的成型常常受到模具结构的制约,其制品设计是否合理,直接关系到模具的复杂程度和制造成本。因为带凸凹的制品的模具结构,通常采用对开式凹模、伸缩式凸模、侧向抽芯及侧向滑块等,因此在无特殊需要的情况下,设计制品应尽量避免凸凹,特别是侧向凸凹。
图2-8a所示为制品上环形内凸。环形内凸采用伸缩式凸模成型,模具结构复杂,操作麻烦。一般无特殊使用功能,应尽量避免。
图2-8b所示为制品上环形外凸。采用对开或凹模成型,模塑后分离凹模以取出制品。对开式凹模成型,增加了模具的分型线,由于分型线缝溢料,使制品产生飞边,制品的外观会因为分型线印迹受到影响。
图2-8c所示为模塑制品上环形凹模。环形凹模成型类似环形外凸。
图2-8d所示为模塑制品侧向内凹。侧向内凹相当于侧面非圆形孔,其成型方法类似于垂直孔的成型,使用模具侧向抽芯机构或滑块。(https://www.xing528.com)
如图2-9所示为几种模塑制品上特殊形式凸凹的设计及模具结构。
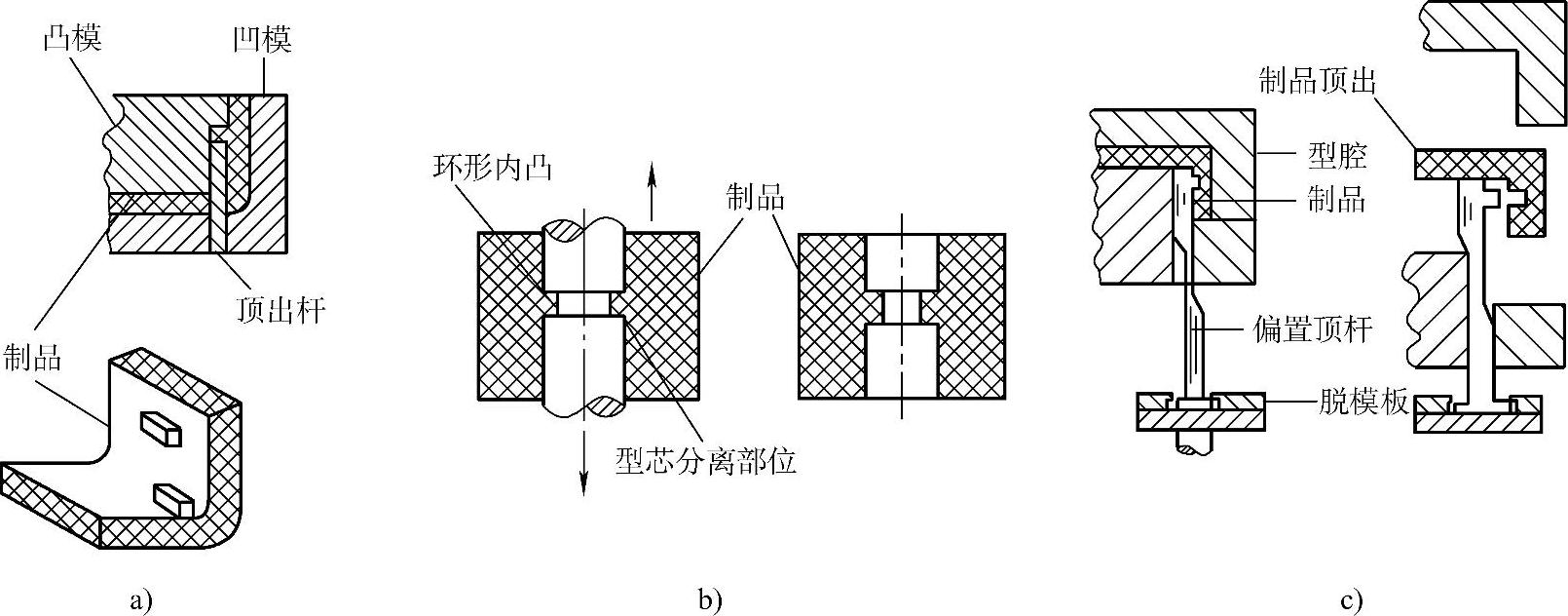
图2-9 几种模塑制品上特殊形式凸凹的设计及模具结构
图2-9a所示为模塑制品侧壁上内凸,模具结构采用移动滑杆,滑杆沿模具启闭方向移动,滑杆是内凸型块又是制品脱模顶杆,凸模上开设滑槽,与滑杆相配。此结构设计简单巧妙,只是制品底面上要多一个与内凸相同尺寸的孔。
图2-9b所示为模塑制品上平行通孔中心的环形内凸,成型通孔型芯采用分离式,通过在凹模和凸模上各支撑固定的一根型芯,闭模时使两型芯拼合为一,开模时各自分离。这种成型方法的特点是结构简单、操作方便。但在两根型芯的拼合缝隙处,由于熔体溢出而产生飞边,所产生的飞边去除是较困难的。
图2-9c所示为塑模制品侧面内凹,采用偏置顶杆成型,顶杆上部为内凸型块,顶杆下部与脱模板相连,顶杆上、下部轴线偏置一定距离,凸模上开有顶杆滑槽。分模时,凸模移动,制品留在凸模上,顶杆随凸模移动触碰顶出机构,顶杆上移并偏移,顶出制品脱离凸模并使内凸型块分离。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。