



熔料在流经料筒、喷嘴和模具的浇注系统后,注塑压力逐渐损失,最后余下的就是模腔压力。因此,在实际注塑时,为了避免模具被模腔压力形成的胀模力顶开,必须对模具施加足够大的夹紧力(即合模力)。合模力是保证制品质量的重要参数,直接影响注塑机的尺寸和重量,并在一定程度上反映注塑机加工制品的能力。因此,合模力经常用来作为表示注塑机规格大小的主要参数。
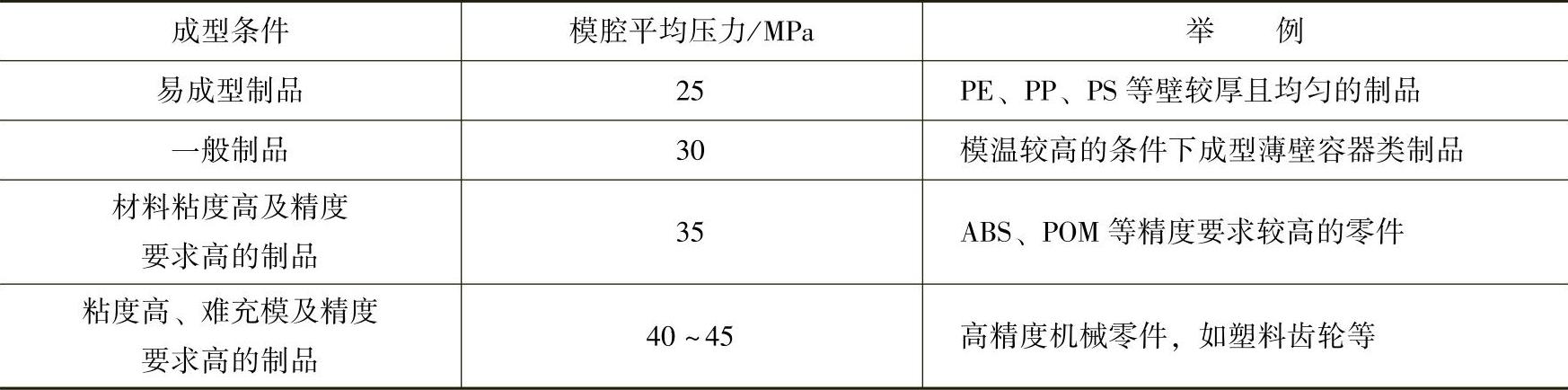
表3-6所列是成型不同制品时所选用的模腔的平均压力。注塑时在模腔内形成的熔料压力过大,可能会将模具顶开。为保证制品成型完全符合精度要求,合模机构必须有足够的锁模力来夹紧模具。
表3-6 不同成型条件所选用的平均模腔压力
合模装置的主要作用是实现模具的启闭动作,保证成型模具的可靠闭合,以及脱出制品。它主要由合模机构、顶出机构、调模尾板、固定模板、活动模板、液压缸、拉杆和安全保护机构组成。
合模装置的基本尺寸直接关系到所能加工制品的范围和模具的安装、定位等。主要包括模板尺寸与拉杆间距、模板间最大开距、动模板行程及模具厚度等。
(1)模板尺寸与拉杆间距 模板尺寸、拉杆间距均为表示模具安装面积的主要参数,它应能安装在制品质量不超过注塑机实际注塑量的一般制品的模具上。模板面积是注塑机最大成型面积的4~10倍,可以说模板尺寸限制了注塑机的最大成型面积,拉杆间距限制了模具的尺寸。(https://www.xing528.com)
(2)模板间最大开距 它是用来表示注塑机所能加工制品最大高度的特征参数。它是指前固定模板与动模板之间,包括调模行程在内所能达到的最大距离。
为使成型后的制品能方便地取出,模板间最大开距一般为成型制品最大高度的3~4倍。
为了成型不同高度的制品,模板间距应能调节,调节的范围应是最大模具厚度的30%~50%。
(3)动模板行程 它是指动模板移动距离的最大值,对于肘杆式合模装置,动模板行程smax是固定的;对于液压式合模装置,动模板行程随安装模具厚度的变化而变化。一般动模板行程要大于制品高度2倍。
(4)模具厚度 模具最大厚度Hmax与最小厚度Hmin是指动模板闭合后,达到规定锁模力时动模板与前固定板间的最大(小)距离。如果成型制品的模具厚度小于模具最小厚度,应加垫板,否则不能形成锁模力,使机器不能正常生产;反之,同样也不能形成锁模力,也不能正常生产。Hmax和Hmin之差ΔH为调模装置的最大可调行程。
在实际生产中,要尽量使用最短移动模板的行程,这样可以减少机械磨损和动力消耗。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。