



排气槽是为了使模具型腔内的气体排出模具外而在模具上开设的气流通槽或孔。排气槽位置和大小的选定,主要依靠经验。通常将排气槽先开设在可能出现问题的部位,经过试模后再修改或增加。其基本的设计要点可归纳如下:
1)排气要保证迅速、有序、完全,排气速度要与充模速度相适应。
2)排气槽尽量设在塑件较厚的成型部位。
3)排气槽应尽量设在分型面的凹模一侧,便于加工和修正。如果排气槽溢料产生飞边,比较容易脱模和去除。
4)排气槽应尽量设在料流的终点,如流道、冷料穴的终端。
5)排气槽的排气方向不应朝向操作面,防止注塑时漏料烫伤人。
6)排气槽应设置在便于清模的位置,防止积存冷料。
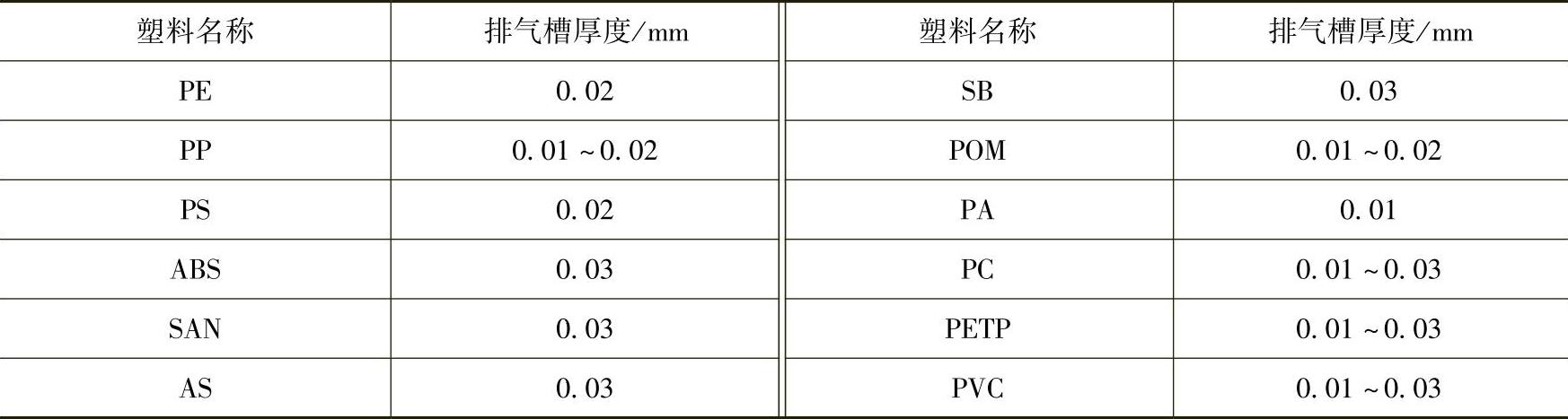
7)排气槽的深度与塑料品种的流动性以及注塑压力、注塑温度有关。常用塑料的排气槽深度见表6-4,排气槽的宽度根据具体情况而定。
表6-4 常用塑料的排气槽深度
塑料熔体充模过程时间很短,可以认为模内气体的物理性质符合绝热条件。因此所需排气槽的截面面积可用如下公式计算:

式中 F——排气槽截面面积(mm2);
m1——模具内气体质量(kg);(https://www.xing528.com)
p0——模具内气体的初始压力,p0=0.1MPa;
T1——模具内被压缩气体的最终温度(℃);
t——充模时间(s)。
模具内气体质量m1,按照常温下20℃氮气的密度ρ0=1.1kg/m3计算,则有
m1=ρ0V0 (6-6)
式中 V0——模具型腔体积(m3)。
应用气体状态方程,可求得上式中被压缩气体的最终温度为

式中 T0——模具内气体的初始温度(℃);
P1——被压缩气体最终排气压力(MPa)。
实际排气槽宽度应大于计算值,因为使用了一定期限的旧模具,由于挥发性气体的积垢会使排气有效截面减小。若排气槽总宽度较大时,可采用多个,甚至连续的排气槽排气。
以上阐述的是热塑性注塑模的排气系统。热固性塑料注塑模的排气系统更为重要,排出的气体质量m1中需计入化学反应所产生的气体质量。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。