



(1)碳/碳复合材料的表面改性 传统的工艺是通过提高钎焊温度来提高钎料对被焊材料的润湿性和接头强度,这些工艺的钎焊温度一般在1100~1500℃,超过了钛合金的相变温度,导致钛合金性能下降。通过在焊前对碳/碳复合材料进行表面改性,即在碳/碳复合材料表面扩散、渗入、沉积一层厚度约3μm的金属镍层,再在上面沉积一层2μm的TC4钛合金层。在2×10-3Pa的真空下,用银基或镍基钎料充填钎缝,在800~850℃×15min的条件下进行钎焊,就可以得到抗剪强度为48MPa的钎焊接头。
如果在钎料中加入短碳纤维,可以有效地提高钎焊接头的抗剪强度。如在钎料中加入体积分数为12%短碳纤维,在900℃×30min的条件下进行钎焊,得到的接头抗剪强度可达84MPa。由于短碳纤维的线胀系数较低,钎料中加入短碳纤维,还可以有效地降低钎焊接头的残余应力;当然,钎料中加入短碳纤维,还可以降低钎料中钛含量,降低钎料的润湿性。
(2)采用银基活性钎料钎焊碳/碳复合材料与钛
1)钎焊参数。银基钎料比镍基和钛基钎料的钎焊温度低。采用Ag-26.7Cu-4.6Ti的0.05mm的箔片作为钎料,各种材料经过打磨和超声波清洗,在(860~1000℃)×(3~30)min(加热速度30℃/min),真空度低于10-4Pa的钎焊条件就能够得到良好的钎焊接头。
2)接头力学性能。图2-34给出了钎焊温度和保温时间对碳/碳复合材料/Ag-26.7Cu-4.6Ti/TC4接头抗剪强度的影响:图2-34a和b分别为钎焊温度(保温时间10min)以及保温时间(钎焊温度910°C)对接头抗剪强度的影响。从图中可以看出,钎焊温度910℃、保温时间10min为最佳焊接参数。
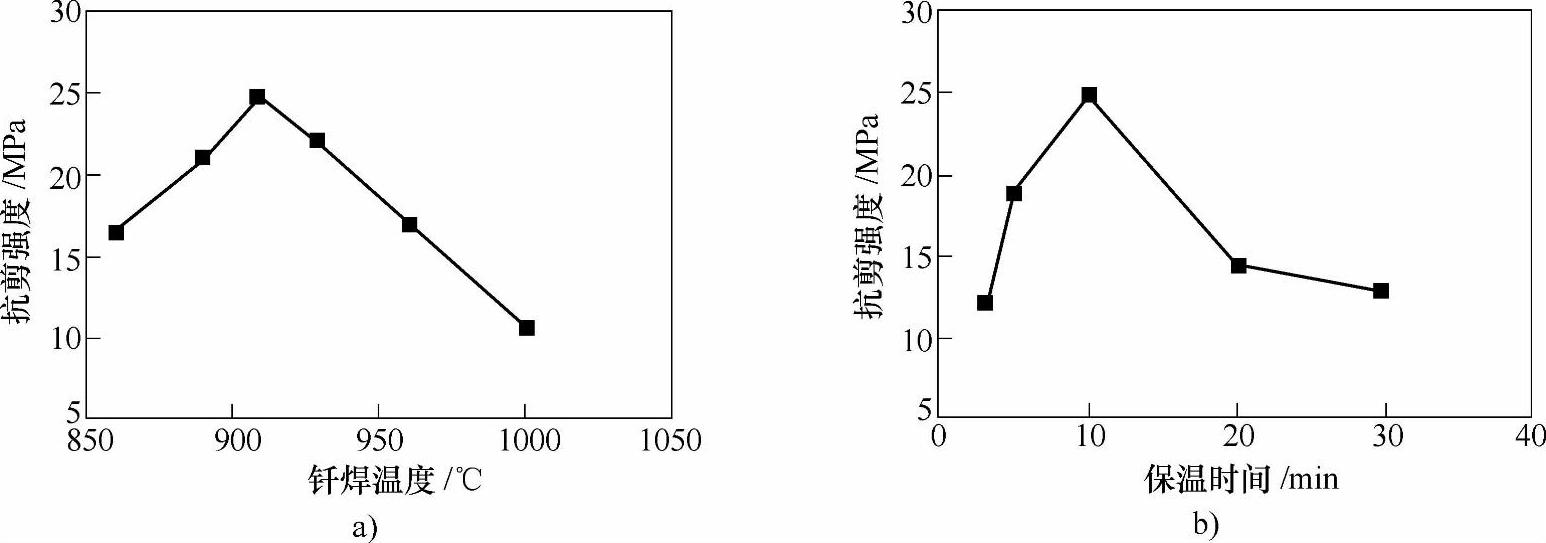
图2-34 钎焊温度和保温时间对碳/碳复合材料/Ag-26.7Cu-4.6Ti/TC4接头抗剪强度的影响
3)接头的组织特征。图2-35为保温时间10min,钎焊温度860℃和910℃下的接头区显微组织形貌,可以看到接头分为三个区:靠近碳/碳复合材料为Ⅰ区,在这里发生了钎料与碳/碳复合材料的反应,只有几个微米的厚度;Ⅱ区为经过熔化又结晶的钎料区,其特征是在白色基体上分布有灰色块状物,灰色块状物中有黑色组织存在;Ⅲ区是靠近TC4钛合金的地区,发生了钎料与TC4之间的反应,反应区较厚。随着温度的提高,Ⅰ区和Ⅲ区加厚。
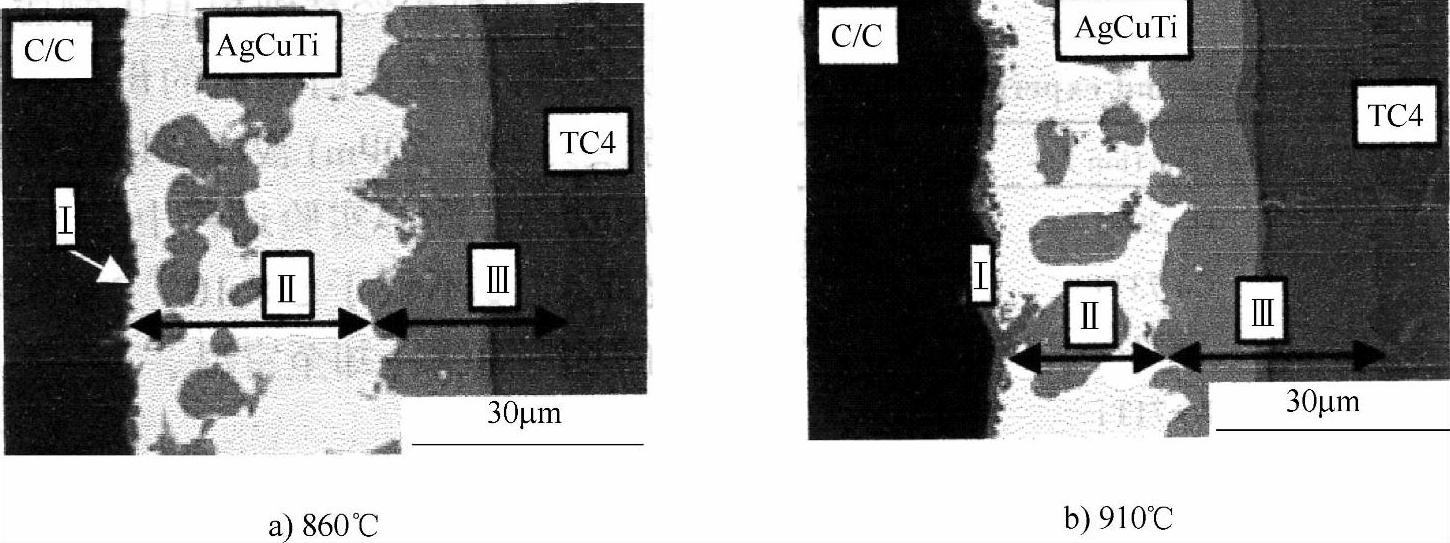
图2-35 保温时间10min,钎焊温度860℃和910℃下的接头区显微组织形貌(https://www.xing528.com)
图2-36分别给出了钎焊温度910℃、保温10min时两个反应区的显微组织形貌。Ⅰ区又存在两个反应区:A区紧靠碳/碳复合材料,仅有1μm;B区靠近A区,也只有几个微米;Ⅲ区分为C、D、E、F四个区。分析表明,各区的化学成分和组织状态有所不同:A区的化学成分主要是Ti和C,组织为TiC+C;B区的化学成分主要是Ti、Cu和C,组织为TiC+TiCu;C、D、E、F四个区的化学成分主要是Ti和Cu,而且Ti含量依次递增,Cu含量依次递减,其Ti∶Cu依次大约为3∶4、1∶1、2∶1、5∶1,其组织也分别为Ti3Cu4、TiCu、Ti2Cu、Ti2Cu+Ti固溶体。
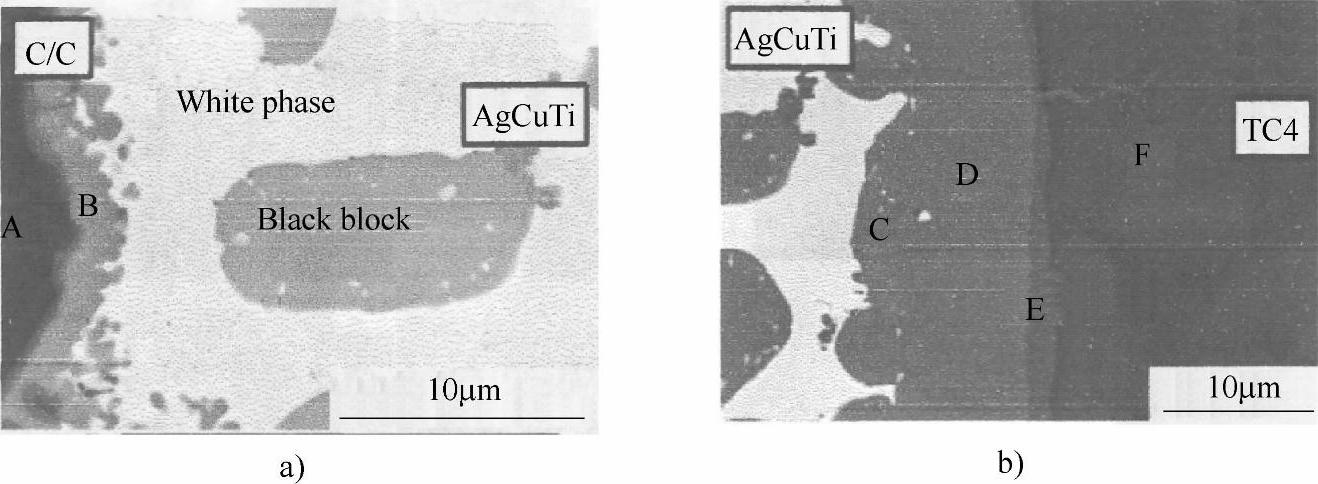
图2-36 钎焊温度910℃保温10min时两个反应区的显微组织形貌
图2-37给出了保温时间相同(10min),钎焊温度分别为860℃、910℃以及Ⅰ区、Ⅱ区和Ⅲ区的断口形貌图。
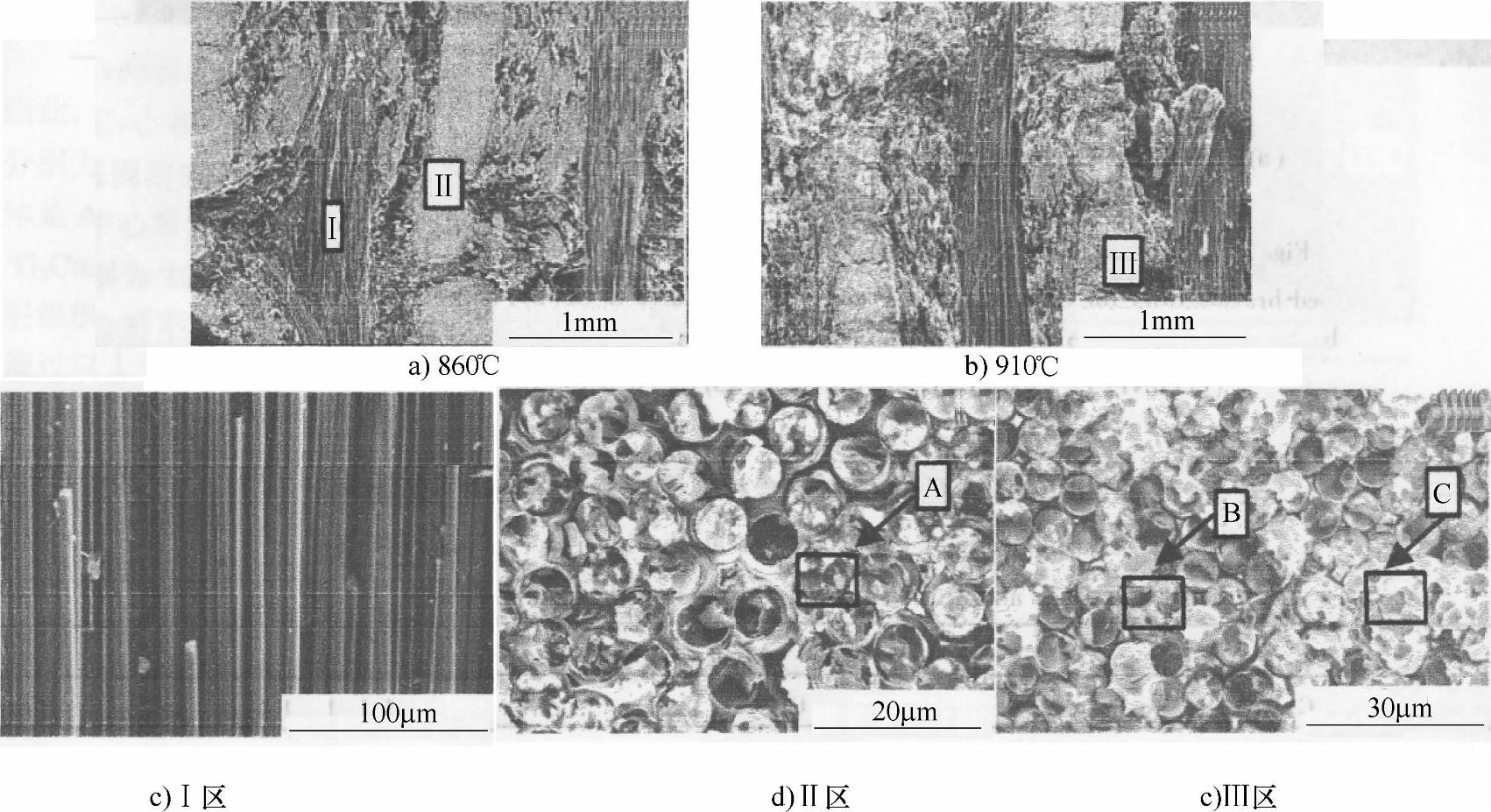
图2-37 保温时间相同(10min)、钎焊温度分别为860℃和910℃以及不同区域的断口形貌图
(3)采用无银活性钎料钎焊碳/碳复合材料与钛 采用无银活性钎料Ti-Cu-Ni系和Ti-Cu-Si系钎焊碳/碳复合材料与钛管,其拉伸强度比采用Ag-26.7Cu-4.6Ti钎料的强度低。这可能是由于在界面上形成了TiC,使得钎料没有渗入到复合材料中去,碳束方向垂直于钛管时的负载能力大于平行钛管时的负载能力。
(4)采用Ag-Mn系钎料来钎焊碳/碳复合材料与钛 采用Ag-Mn系钎料来钎焊碳/碳复合材料与钛时,由于Ag-Mn系钎料不含强碳化物形成元素,因此为了改善钎料在碳/碳复合材料表面的润湿性,需要焊前在碳/碳复合材料上涂覆一层钛粉,再将Ag-Mn系钎料放置在涂过钛粉的碳/碳复合材料基体上。虽然钎料不能润湿碳/碳复合材料,但是,由于焊前在碳/碳复合材料表面放置了钛粉,当Ag-Mn系钎料熔化时,钛粉迅速溶入钎料,并且与碳/碳复合材料中的碳和硅形成TiC和TiSi。而且由于钛粉溶入钎料,在钎料中出现了Ti3 Mn4。这样就形成了碳/碳复合材料与钛的牢固连接,也成功地实现了碳/碳复合材料与钛合金TC4的良好连接。
同样也采用Ag-Ti系、Ti-Zr-Ni系等含有活性元素Ti、Zr的合金作为钎料来钎焊碳/碳复合材料与钛。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。