



1.焊前准备
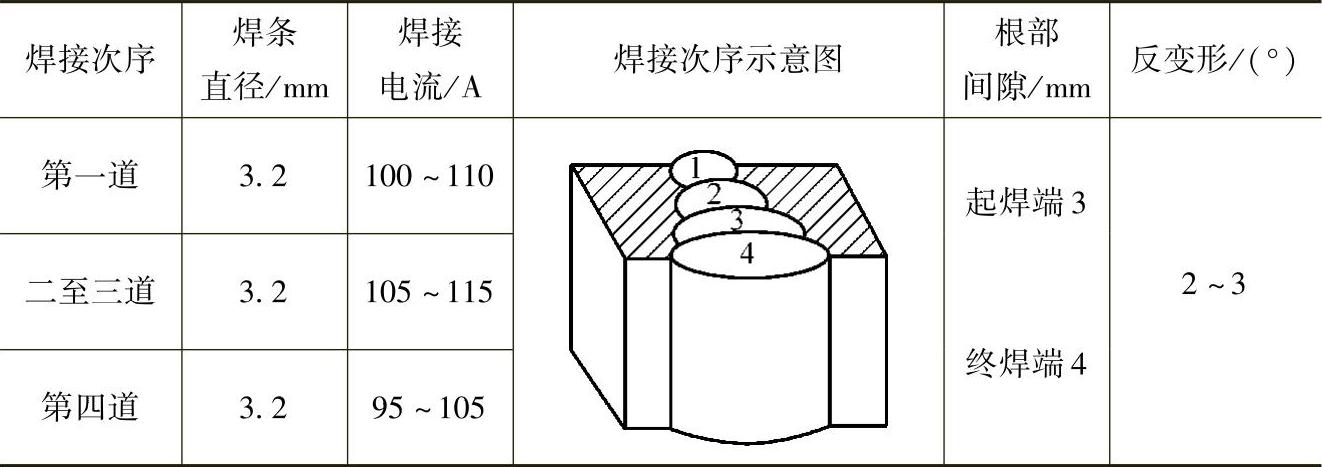
试板的材质、尺寸以及焊机、焊条的要求与平板相同,试板根部间隙、反变形量、焊接次序以及焊接参数见表4-18。
2.焊接操作
将试板垂直放置,坡口间隙较小的一端在下方,由下端开始焊接。与平焊相同建立熔池座后,转入焊接,同样采用断弧法焊接。每个焊点的焊接从坡口的一侧引燃电弧,移到坡口的另一侧之后,沿焊口间隙的上方熄灭电弧。电弧运行轨迹及焊条角度如图4-66所示。每当电弧从坡口的一侧向另一侧运动时,都必须听到电弧穿透坡口发出的“噗噗”声。灭弧动作要利落,灭弧时间与平焊相同,应控制在当熔池中心的金属尚有1/3未凝固时就重新引燃电弧。电弧在坡口的左右两侧交替引燃和熄灭。
表4-18 板件立焊焊接参数
每当电弧移到坡口左(右)侧的瞬间,在右(左)侧则可看到熔孔,熔孔的深度比平焊时稍大一些,约0.8mm,如图4-67所示。与平焊相同,要求保持熔孔大小均匀、孔距一致,这样才可以保证坡口根部熔透均匀,背面焊道饱满,宽窄高低均匀。立焊节奏比平焊稍慢,灭弧频率为30~40次/min。每点焊接时,电弧燃烧时间稍长,所以立焊焊肉比平焊的厚。但是还应注意观察和控制熔池形状及焊肉的厚度,若熔池的下部边缘由平缓变得下凸,即由图4-68a变成图4-68b时,说明熔池温度过高,熔池金属过厚。这时应缩短电弧燃烧时间,延长灭弧时间,降低熔池温度,以防止液态金属下坠出现焊瘤。焊接接头时的操作要求与平焊基本相同,但换焊条后重新引弧位置应在离末尾熔池5~6mm的焊道上。立焊熔透焊道在坡口背面的高度为1~2mm,在正面的高度为2~3mm。其他各层采用连弧法焊接,焊接参数见表4-18。
 (https://www.xing528.com)
(https://www.xing528.com)
图4-66 立焊电弧运行轨迹及焊条角度
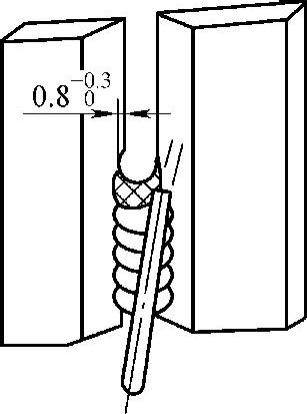
图4-67 立焊熔孔位置及大小
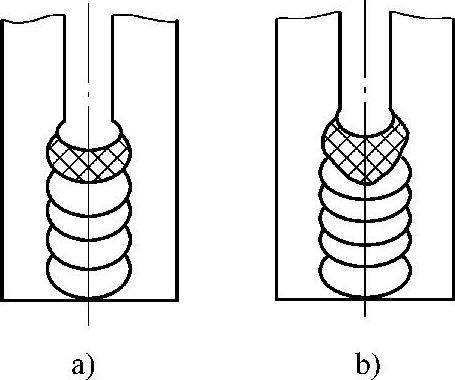
图4-68 立焊熔池边缘形状
a)温度合适呈椭圆形 b)温度过高边缘下凸
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。