



对于一种焊条,通常可以用型号及牌号来反映其主要性能特点及类别。焊条型号是以焊条国家标准为依据,反映焊条主要特性的一种表示方法,如E5015。
1.碳钢及低合金钢焊条型号
根据GB/T 5117—1995《碳钢焊条》和GB/T 5118—1995《低合金钢焊条》的规定,焊条型号的主体结构由字母“E”和四位数字组成。碳钢焊条型号的结构和含义如下:
EX1X2X3X4
X1X2——表示焊接熔敷金属抗拉强度最小值(见表5-3);
X3——表示焊条的焊接位置(见表5-4);
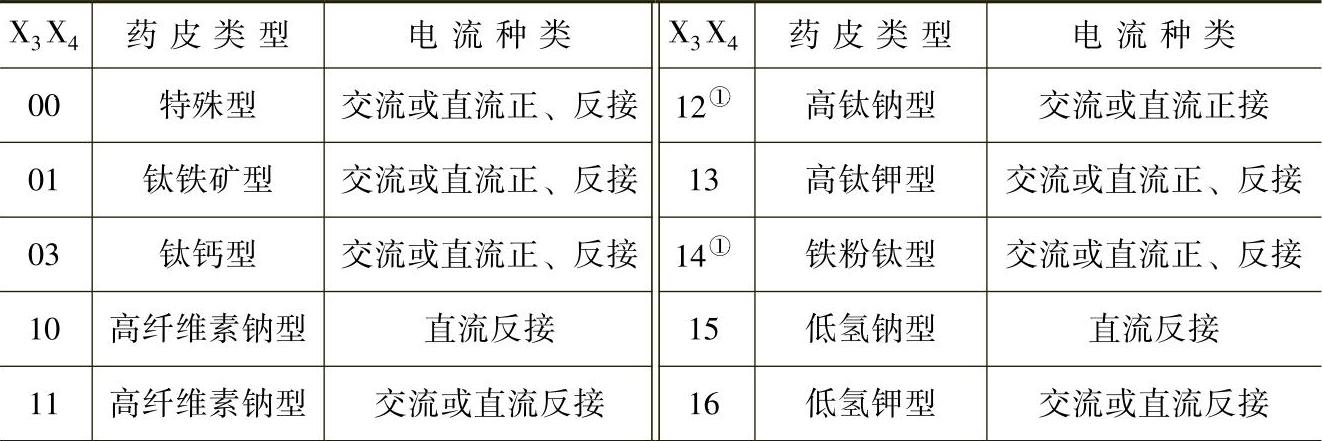
X3X4的组合——表示焊条药皮类型及焊接电流种类(见表5-5);
E——表示焊条。
焊条型号举例如下:E5015(结507)
15——表示焊条药皮为低氢钠型,采用直流反接施焊。
1——表示焊条适用于全位置焊接。
50——表示熔敷金属抗拉强度最小值(500MPa)。
E——表示焊条。
表5-3 焊条熔敷金属抗拉强度(X1X2)系列
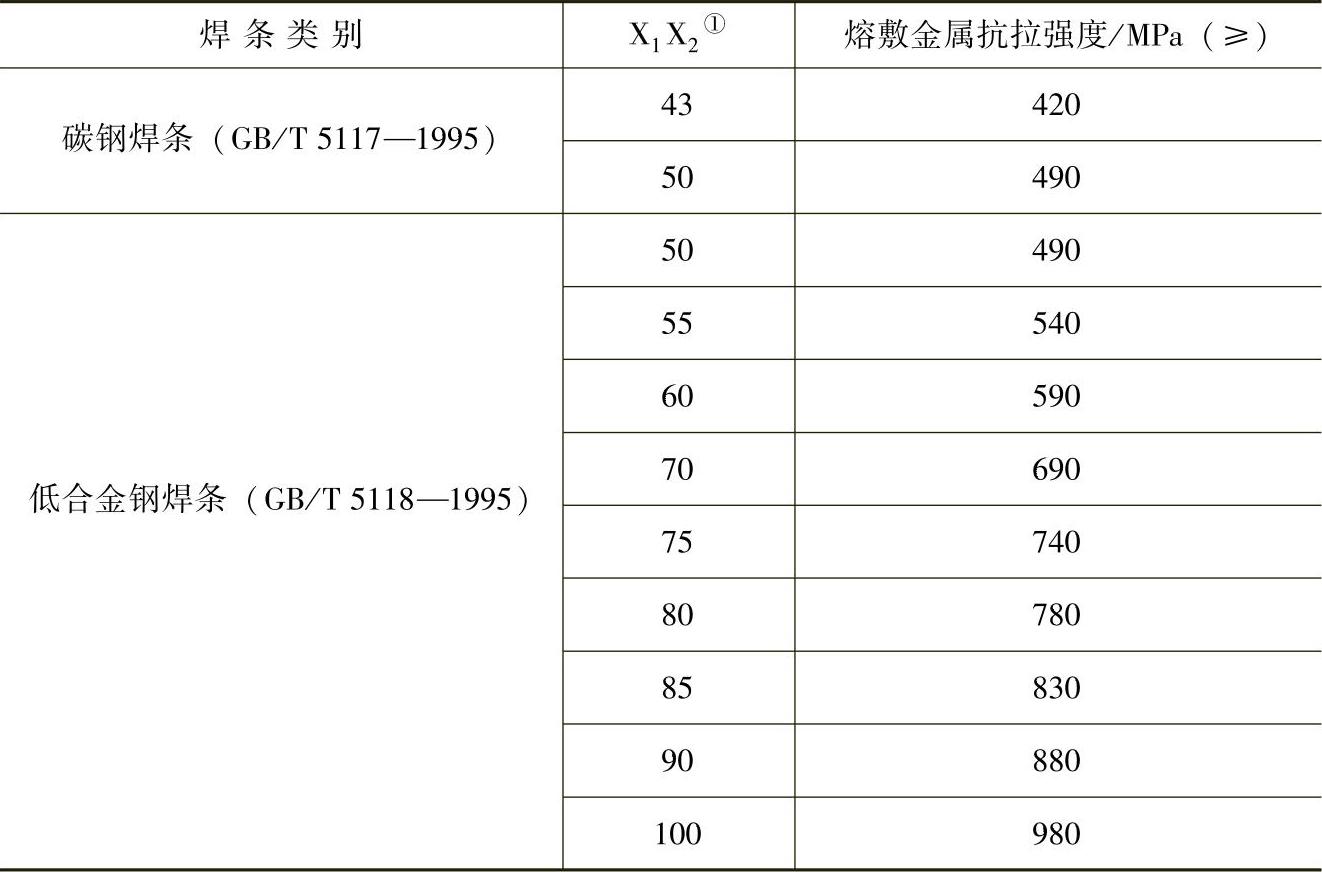
①焊条熔敷金属抗拉强度大于980MPa时,X1X2应标记为E100XX。
表5-4 焊条的焊接位置(X3)

①X3为“4”时,仅对碳钢焊条适用。
表5-5 X3X4组合代表的药皮类型及焊接电流种类
(续)
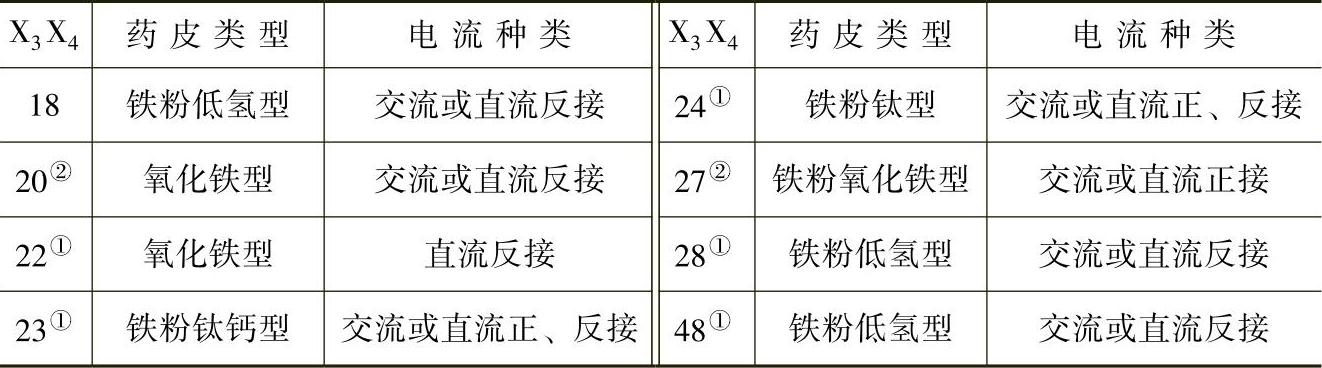
①仅在碳钢焊条中有此药皮类型,在低合金钢焊条中没有。
②焊接位置为平角焊时的电流种类。
焊条型号在第4位数字之后若有符号如“R”表示耐吸潮焊条;若附加符号“M”,表示耐吸潮和力学性能有特殊规定的焊条;若附加符号“-1”,表示对冲击性能有特殊规定的焊条。
低合金钢焊条第4位数字后缀字母(如A1、B1、C1、A2、B2……)为熔敷金属化学成分分类代号并以短划“-”与前面数字分开。低合金钢焊条型号结构和含义如下:
EX1X2X3 X4 X5-□X6-□
X6-□——表示附加化学成分,以化学元素符号表示;(https://www.xing528.com)
X5-□——表示熔敷金属化学成分分类代号,以字母表示。A1表示碳钼钢焊条;B1、B2~B5表示铬钼钢焊条;D1~D3表示锰钼钢焊条;G、M、M1、W表示其他合金钢焊条。
焊条型号举例如下:
E5018A1
A1——表示熔敷金属化学成分分类代号;
18——表示焊条药皮为铁粉低氢型,采用交流或直流反接焊接;
1——表示焊条适用于全位置焊接;
50——表示熔敷金属抗拉强度的最小值(500MPa);
E——表示焊条。
E5515B3VWB
B——表示熔敷金属中含有硼元素;
W——表示熔敷金属中含有钨元素;
V——表示熔敷金属中含有钒元素;
B3——表示熔敷金属化学成分分类代号;
15——表示焊条药皮为低氢钠型,采用直流反接焊接;
1——表示焊条适用于全位置焊接;
55——表示熔敷金属抗拉强度的最小值(550MPa);
E——表示焊条。
2.不锈钢焊条型号
根据GB/T 983—1995《不锈钢焊条》的规定,焊条型号的主体是由字母“E”和三位数字及附加字母组成。其中字母“E”表示焊条,三位数字和附加字母表示焊条熔敷金属的化学成分。在焊条型号主体之后用两位数字15、16、17、25或26表示药皮类型、焊接位置及电流种类,并以短线“—”与焊条型号的主体分开。
不锈钢焊条型号举例:E308L—16
E——表示焊条;
308——表示焊条熔敷金属化学成分类型;
L——表示超低碳;
16——表示焊条为碱性或其他类型药皮,适合全位置焊。
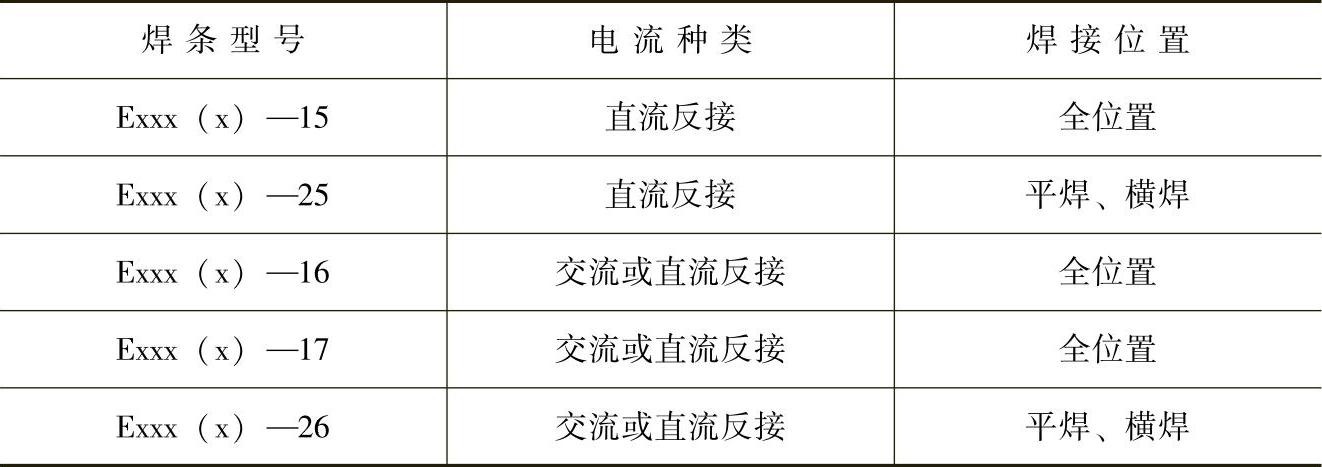
不同焊条型号表示的焊接电流种类及焊接位置见表5-6。
表5-6 不同焊条型号表示的焊接电流种类及焊接位置
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。