



焊接过程中,焊接电弧是弧焊电源的负载,焊接电弧与弧焊电源组成了用电系统。为使焊接电弧能够在要求的焊接电流下稳定燃烧,弧焊电源应满足下述条件。
1.对弧焊电源空载电压的要求
弧焊电源的空载电压是指弧焊电源处于非负载状态时的端电压,用U0表示,它是弧焊电源的重要技术指标。弧焊电源空载电压的确定应遵循以下几项原则:
(1)保证引弧容易 引弧时焊条(或焊丝)和工件接触,因两者的表面往往有锈蚀及其他杂质,所以需要较高的空载电压才能将高电阻的接触面击穿,形成导电通路。再者,引弧时两极间隙的气体由不导电状态转变为导电状态,气体的电离和电子发射均需要较高的电场能。空载电压越高,引弧越容易。
(2)保证人身安全 弧焊电源的空载电压越高,对操作者的安全越不利。因此,从保证操作安全考虑,U0不宜太高。
综合考虑上述因素,一般对弧焊电源空载电压的规定如下:
弧焊变压器:U0≤80V;
弧焊整流器:U0≤85V。
一般规定U0不得超过100V,在特殊用途中,若超过100V时必须备有防触电装置。
2.对弧焊电源外特性的要求
弧焊电源和焊接电弧是一个供电与用电系统。在稳定状态下,弧焊电源的输出电压和输出电流之间的关系,称为弧焊电源的外特性,或弧焊电源的伏安特性。
下面结合具体焊接方法对电源外特性曲线的选择进行具体分析。
(1)焊条电弧焊 焊条电弧焊一般工作在电弧静特性的水平段。采用下降外特性的弧焊电源,就可满足系统稳定性的要求。但是怎样下降的外特性曲线才更合适,还得从保证焊接参数的稳定来考虑。
图6-2中曲线1和曲线2是陡降度不同的两条电源外特性曲线。弧长从l1增至l2时,电弧静特性曲线与下降陡度大的电源外特性曲线1的交点A0移至A1,电弧电流偏移了ΔI1,而与下降陡度小的电源外特性曲线2的交点由A0至A2,电流偏差为ΔI2,显然ΔI2>ΔI1。当弧长减小时,情况类同。由此可见,当弧长变化时,电源外特性下降的陡度越大,则电流偏差就越小,焊接电弧和焊接参数稳定。但外特性陡降度过大时,稳态短路电流Iwd过小,影响引弧和熔滴过渡;陡降度过小的电源,其稳态短路电流Iwd又过大,焊接时产生的飞溅大,电弧不够稳定。因此,陡降度过大和过小的电源均不适合焊条电弧焊,故规定弧焊电源的外特性应满足下式,即1.25<Iwd/Ih<2。
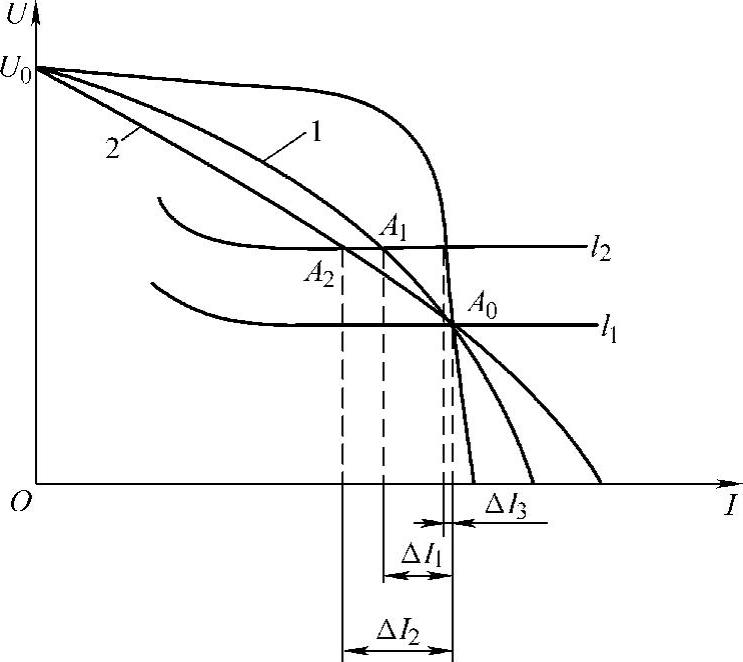
图6-2 弧长变化时引起的电流偏移
最好是采用恒流带外拖特性的弧焊电源,如图6-3所示。它既可体现恒流特性焊接参数稳定的特点,又通过外拖增大短路电流,提高了引弧性能和电弧熔透能力。
(2)熔化极电弧焊 熔化极电弧焊包括埋弧焊、熔化极氩弧焊(MIG)、CO2气体保护焊和含有活性气体的混合气体保护焊(MAG)等。这些焊接方法,在选择合适的电源外特性工作部分的形状时,既要根据其电弧静特性的形状,又要考虑送丝方式。根据送丝方式的不同,熔化极电弧焊分为两种。(https://www.xing528.com)
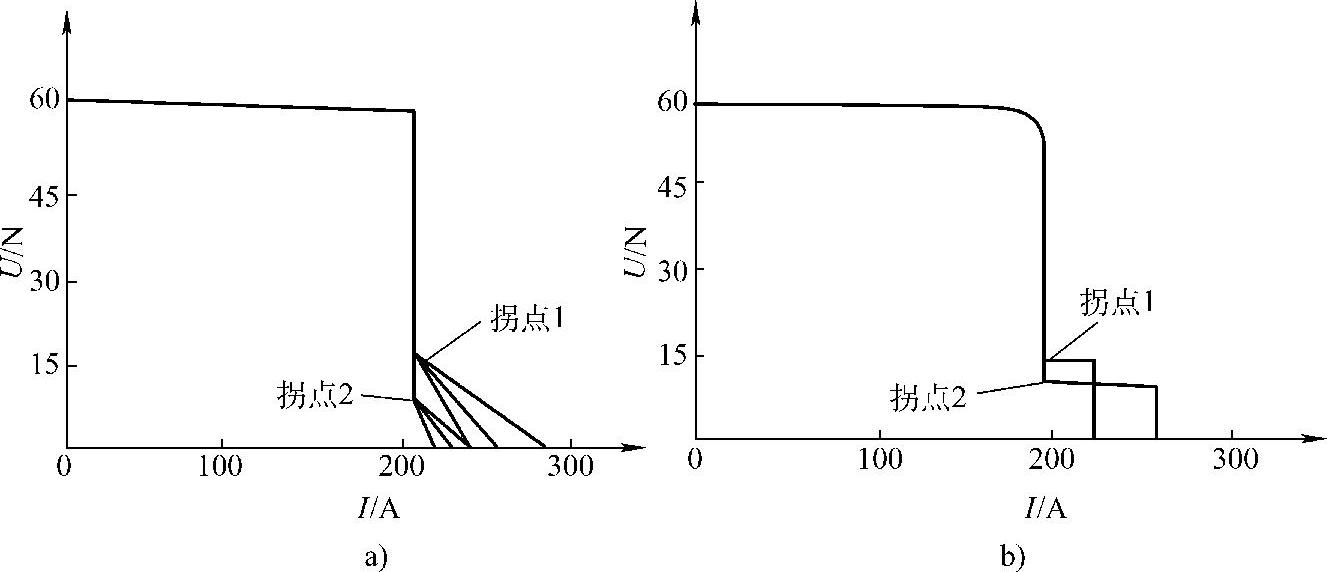
图6-3 电源恒流带外拖特性的曲线示意图
a)外拖为下倾斜线 b)外拖为阶梯斜线
1)等速送丝控制系统的熔化极电弧焊。CO2焊、MAG焊、MIG焊或细丝(直径≤3mm)的直流埋弧焊,电弧静特性均是上升的。电源外特性为下降,平、微升(但上升陡度需小于电弧静特性上升的陡度)时都可以满足“电源—电弧”系统稳定条件。对于这些焊接方法,特别是半自动焊,电弧的自身调节作用较强。焊接过程的稳定,是靠弧长变化时引起焊接电流和焊丝熔化速度的变化来实现的。弧长变化时,如果引起的电流偏移越大,则电弧自身的调节作用就越强,焊接参数恢复得就越快。
如图6-4所示,曲线1和曲线2各为近于平的和下降的电源外特性,曲线3为某一定弧长时的电弧静特性。当弧长发生变化时,具有平特性的电源(曲线1)所引起的电流偏移量ΔI1,大于下降特性的电源(曲线2)引起的电流偏移量ΔI2,表明前者的弧长恢复得快,其自身调节作用较强。因此当电流密度较大,电弧静特性为上升阶段时,应尽可能选择平外特性的电源,使其自身的调节作用足够强烈,焊接参数稳定。
2)变速送丝控制系统的熔化极弧焊。通常的埋弧焊(焊丝直径大于3mm)和一部分MIG焊,它们的电弧静特性是平的。为了满足Kwd>0,只能选择下降外特性的电源。因为这类焊接方法的电流密度较小,自身调节作用不强,不能在弧长变化时维持焊接参数的稳定,应该采用变速送丝控制系统(也称电弧电压反馈自动调节系统),即利用电弧电压作为反馈量来调节送丝速度。当弧长增加时,电弧电压增大,电压反馈迫使送丝速度加快,使弧长得以恢复;当弧长减小时,电弧电压减小,电压反馈迫使送丝速度减慢,使弧长得以恢复。显然,陡降度较大的外特性电源,在弧长或电网电压变化时所引起的电弧电压变化较大,电弧均匀调节的作用也较强。因此,在电弧电压反馈自动调节系统中应采用具有陡降外特性曲线的电源,这样电流偏差较小,有利于焊接参数的稳定。
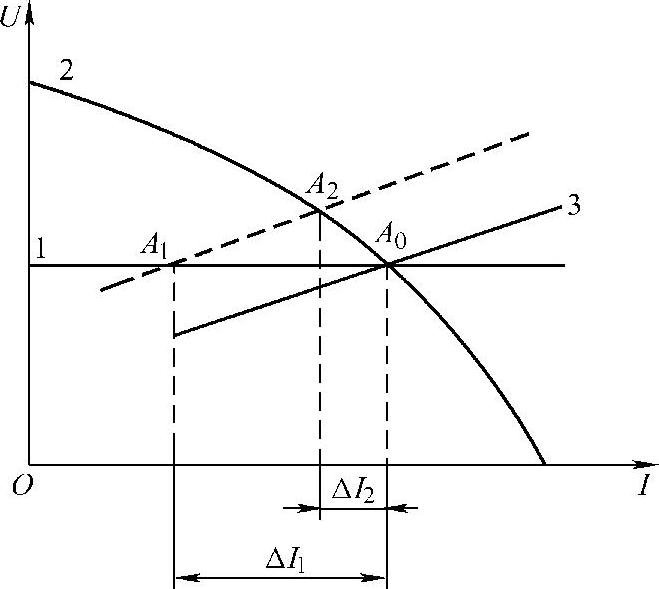
图6-4 电源外特性对电流偏差的影响
3)非熔化极电弧焊。这种弧焊方法包括钨极氩弧焊(TIG)、等离子弧焊以及非熔化极脉冲弧焊等。它们的电弧静特性工作部分呈平的或略上升的形状,影响电弧稳定燃烧的主要参数是电流,而弧长变化不像熔化极电弧那样大。为了尽量减小由外界因素干扰引起的电流偏移,应采用具有陡降特性的电源。
3.对弧焊电源调节特性的要求
焊接时,由于工件的材料、厚度及几何形状不同,选用的焊条(或焊丝)直径及采用的熔滴过渡形式也不同,因而需要选择不同的焊接参数,即选择不同的电弧电压Uh和焊接电流Ih等。为满足上述要求,电源必须具备可以调节的性能。
当弧长一定时,每一条电源外特性曲线与电弧静特性曲线相交,只有一个稳定工作点,也就是只有一组电弧电压和焊接电流值。因此,为了获得一定范围的所需电弧电压和焊接电流,弧焊电源必须具有若干可均匀调节的外特性曲线,以使其与电弧静特性曲线相交,得到一系列稳定的工作点,弧焊电源这种外特性可调的性能,称为弧焊电源的调节特性。
4.对弧焊电源动特性的要求
(1)合适的瞬时短路电流峰值 焊条电弧焊时,从有利于引弧、加速金属的熔化和过渡、缩短电源处于短路状态的时间等方面考虑,希望短路电流峰值大一些好;但短路电流峰值过大,会导致焊条和焊件过热,甚至使焊件烧穿,并会使飞溅增大。因此必须要有合适的瞬时短路电流峰值。
(2)合适的短路电流上升速度 短路电流上升速度太小,不利于熔滴过渡;短路电流上升速度太大,飞溅严重。所以,必须要有合适的短路电流上升速度。
(3)合适的恢复电压最低值 在进行直流焊条电弧焊开始引弧时,当焊条与工件短路被拉开后,即在由短路到空载的过程中,由于焊接回路内电感的影响,电源电压不能瞬间就恢复到空载电压U0,而是先出现一个尖峰值(时间极短),紧接着下降到电压最低值Umin,然后再逐渐升高到空载电压。这个电压最低值Umin就叫恢复电压最低值。如果Umin过小,即焊条与工件之间的电场强度过小,则不利于阴极电子发射和气体电离,使熔滴过渡后的电弧复燃困难。
综上所述,为保证电弧引燃容易和焊接过程的稳定,并得到良好的焊缝质量,要求弧焊电源应具备对负载瞬变的良好反应能力,即良好的动特性。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。