



1.逆变式焊接电源的基本原理及类型
逆变式焊接电源的基本原理框图如图6-10所示,逆变式焊接电源主电路的基本原理可归纳为:工频交流—直流—逆变为中频交流—降压(低压中频交流)—直流,必要时再把直流变成矩形波交流。体制:
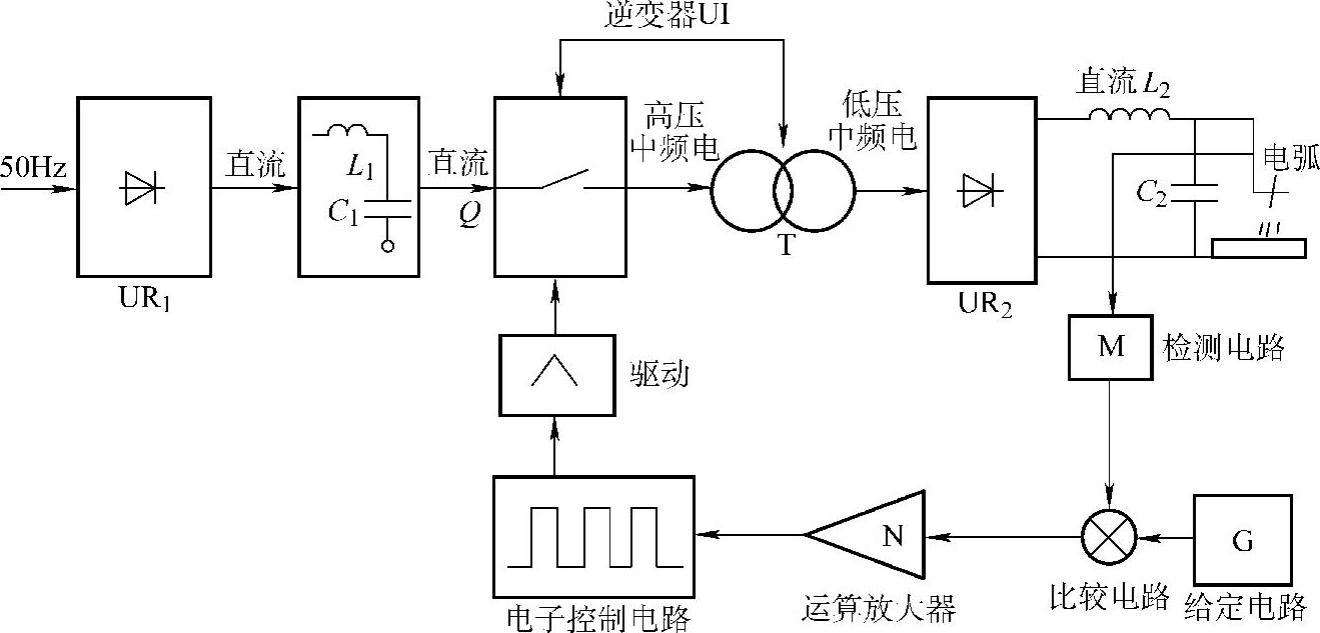
图6-10 逆变式焊接电源的基本原理框图
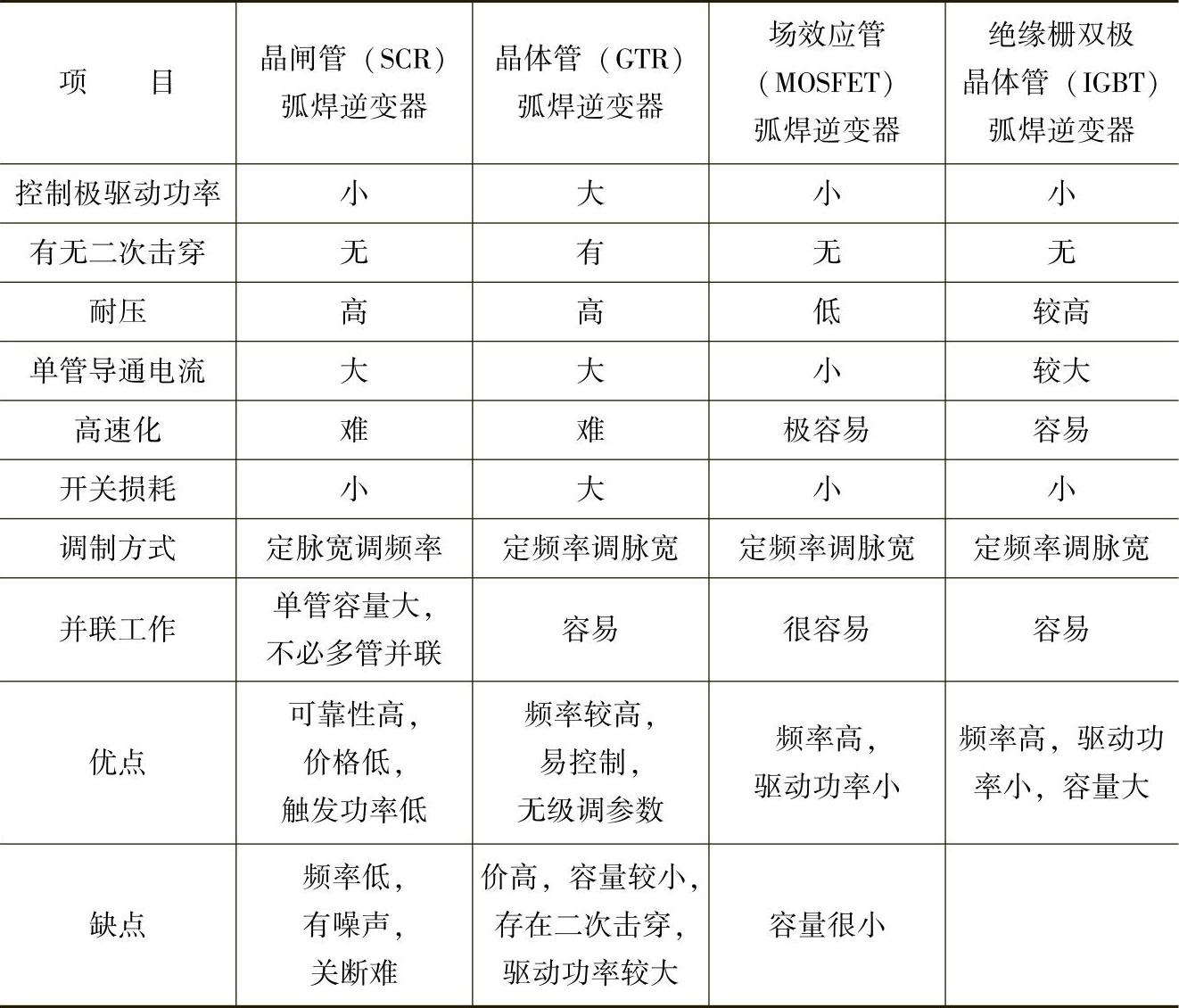
逆变式焊接电源一般按所用的大功率电子开关来分类,可分为晶闸管弧焊逆变器、晶体管弧焊逆变器、场效应管弧焊逆变器和绝缘栅双极晶体管弧焊逆变器四大类。它们均属于电子控制型焊接电源。其性能比较见表6-1。
表6-1 晶闸管、晶体管、场效应管、绝缘栅双极晶体管弧焊逆变器性能比较

(续)
2.逆变式焊接电源的特点与应用
逆变式焊接电源与弧焊变压器、弧焊发电机、弧焊整流器等传统的弧焊电源相比,具有如下优点:
1)省料、体积小、质量小。逆变式焊接电源大幅度地减小质量和体积,节约大量的铜和硅钢片等材料,其整机质量仅为传统弧焊电源(频率为50Hz)的1/10~1/5,整机体积则为传统弧焊电源的1/3左右。另外,工作频率提高还可减少滤波电感的用料。
2)因为频率高,交变电流过零的时间短,良好的热惯性使换向时重新引弧容易,故提高了交流电弧的稳定性。
3)高效节能,逆变式焊接电源由于体积小,铜损和铁损大大降低,且电子功率器件工作于开关状态,效率大大提高;主电路内有电容,提高了功率因数,节能效果十分显著。
4)易于控制焊接参数及可获得各种形状的外特性,由于采用电子控制电路,可以根据不同的焊接工艺要求设计出合适的外特性,并保证良好的动特性;通过改变给定信号来控制焊接参数,以获得良好的焊接效果。
逆变式焊接电源的缺点是设备较复杂,维修需要较高技术,可靠性不容易保证。据统计,目前逆变式焊接电源的返修率均比整流式弧焊电源高很多。
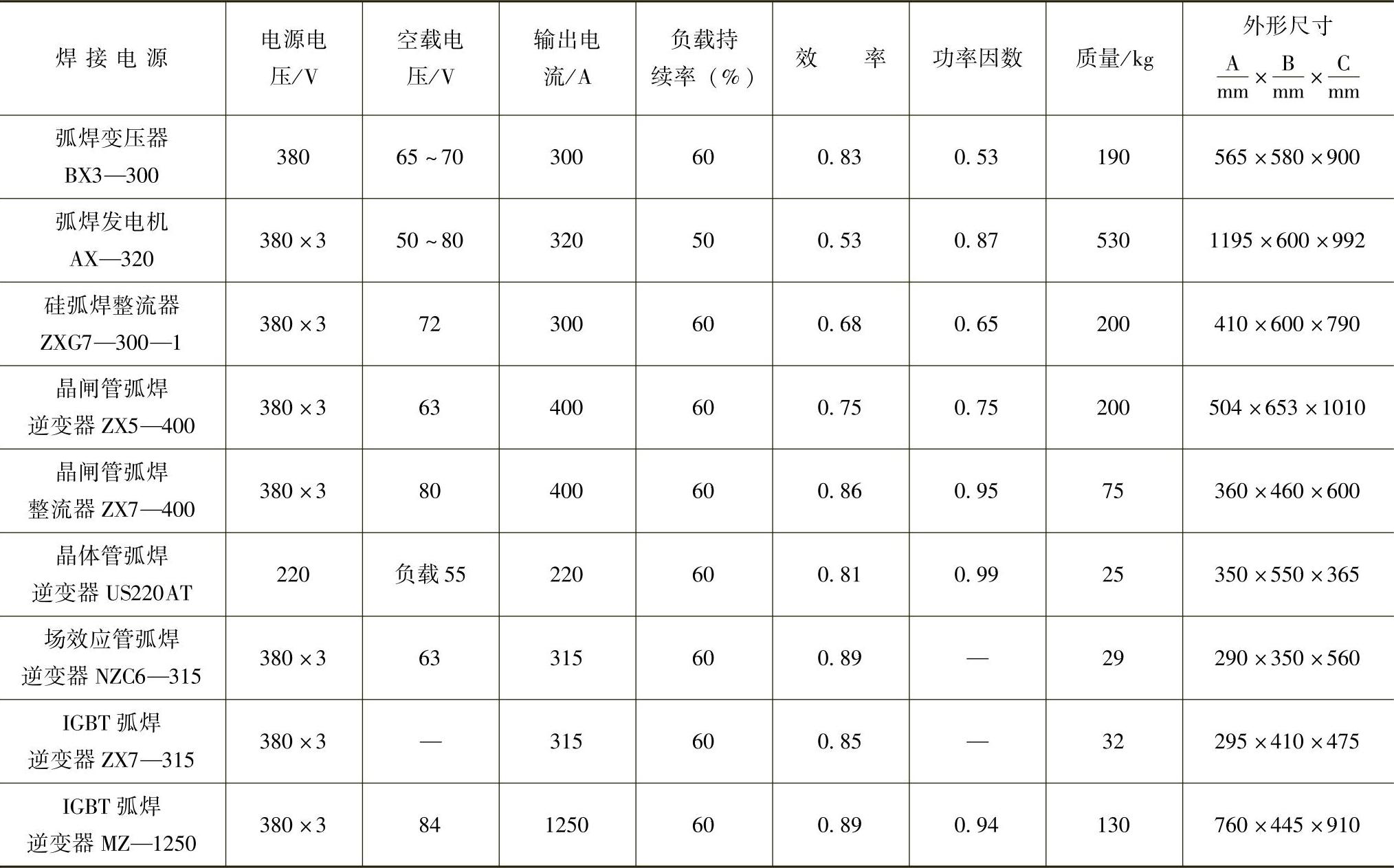
逆变式焊接电源与传统弧焊电源的技术指标比较见表6-2。
从表6-2可知,逆变式焊接电源在效率、功率因数、质量及体积等方面均比传统弧焊电源有明显优势。
由于它具有上述的优良电气性能,控制性能好,易获得多种外特性曲线形状、不同种类的电弧电压、电流波形(直流、脉冲、矩形波交流等)和良好的动态特性,且输出焊接电流可达1000A以上,因而可以说,它几乎可取代现有的一切弧焊电源,用于焊条电弧焊和TIG焊、MAG/CO2/MIG/FCAW焊、等离子弧焊与切割、埋弧焊、机器人焊接等各种弧焊方法,可以焊接各种金属材料及其合金。
3.晶闸管式弧焊逆变器
以快速晶闸管(SCR)为逆变主电路的大功率高压开关管,通过其触发角来控制的弧焊逆变器,称为晶闸管式弧焊逆变器。
晶闸管式弧焊逆变器是采用“定脉宽调频率”的调节方法来调节焊接参数的,即通过改变晶闸管的开关频率(逆变器的工作频率)来进行的。晶闸管的开关频率越高,电弧电流(或电压)越大。
为了在焊接过程中保持供给电弧的能量不变,采用电压和电流反馈,通过自动改变开关频率来达到电弧功率恒定。因而,在弧长变化时,控制电路可保证供给电弧的能量不变。
(1)晶闸管式弧焊逆变器的特点 晶闸管式弧焊逆变器由于采用大功率晶闸管作为开关器件,这种晶闸管最早应用于逆变器,技术成熟,容量大,但它本身的开关速度慢。晶闸管式弧焊逆变器具有如下特点:
1)工作可靠性较高。
2)逆变工作频率较低。
3)驱动功率低,控制电路比较简单。
4)控制性能不够理想。
5)成本低。
6)技术简单。
表6-2 逆变式焊接电源与传统弧焊电源的主要技术指标比较
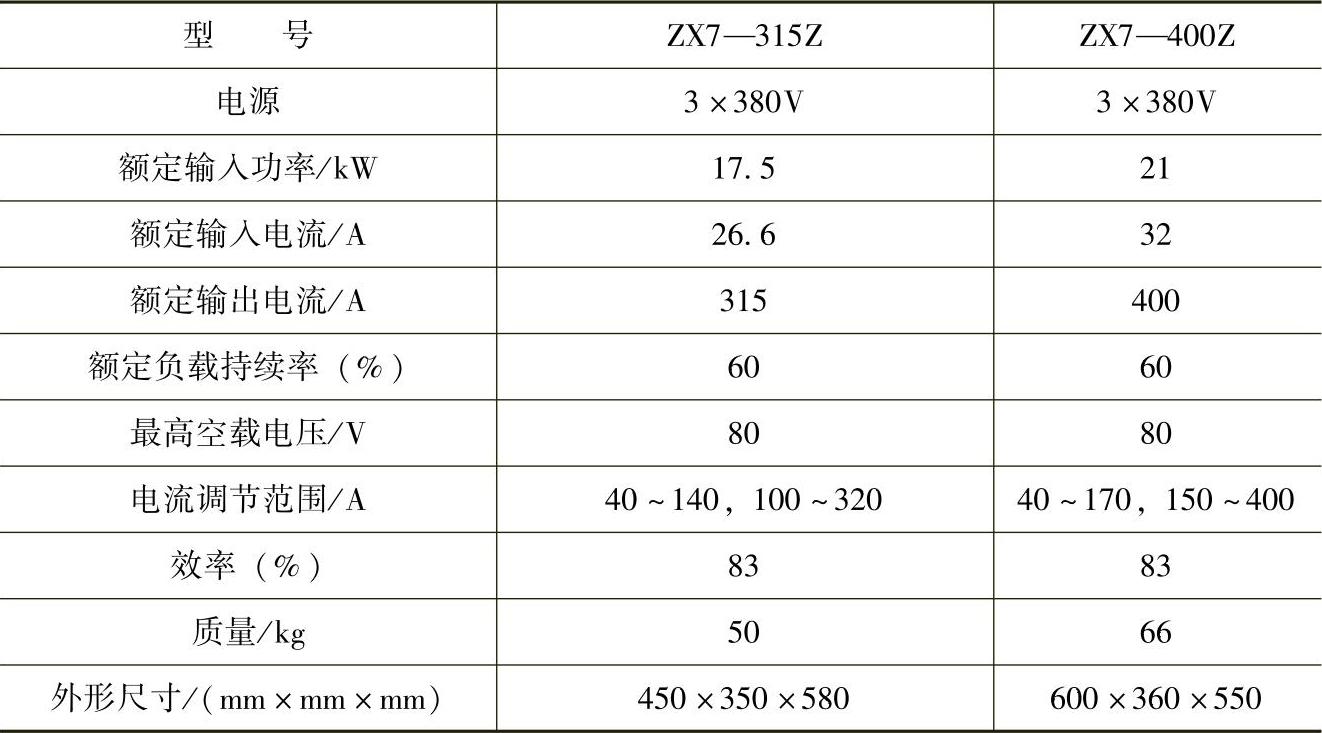
(2)典型产品介绍ZX7—315Z、ZX7—400Z系列晶闸管的最后一个字母“Z”表示专用集成电路控制的含义。它主要用于焊条电弧焊及TIG焊,主要技术参数见表6-3。
表6-3 ZX7—315Z、ZX7—400Z系列晶闸管逆变弧焊电源主要技术参数
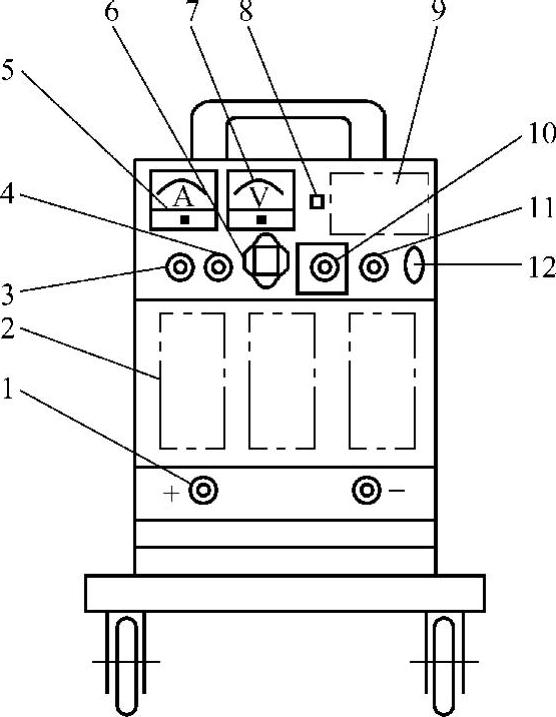
ZX7—400Z逆变弧焊电源前面板示意图如图6-11所示,弧焊电源实施焊条电弧焊时的操作步骤如下:
1)停电检查 不接电源,对焊机进行全面外观检查,对所有开关、旋钮进行检查。
2)通电空载检查 停电检查正常后方可进入此项检查。检查时由用户配电板上的开关合闸供电,焊机内风机转动,面板电源指示灯亮,电压表读数为70~80V,并有轻微的“嗒嗒”声,表明焊机空载运行正常。
3)焊接 空载正常后就可施焊。施焊时正确选择焊条、焊接参数及输出极性。焊接过程中除风机噪声外,焊机会产生轻微的“吱吱”声,这是该焊机的特点,属正常情况。
4.晶体管式弧焊逆变器
(1)晶体管式弧焊逆变器的特点 与晶闸管式弧焊逆变器相比,晶体管式弧焊逆变器具有以下特点:
1)逆变器的工作频率较高。
2)采用“定频率调脉宽”的方式调节焊接参数和外特性。
3)控制性能较好。
 (https://www.xing528.com)
(https://www.xing528.com)
图6-11 ZX7—400Z逆变弧焊电源前面板示意图
1—输出接头 2—散热窗 3—焊接电流调节 4—引弧电流调节 5—电流表 6—大小挡开关 7—电压表 8—指示灯 9—机型及厂名 10—远控插座 11—焊条电弧焊/氩弧焊转换开关12—远/近控转换开关
4)成本较高。
晶体管式弧焊逆变器存在明显的缺点:一是晶体管存在一次击穿问题;二是控制驱动功率较大,需要设驱动电路。
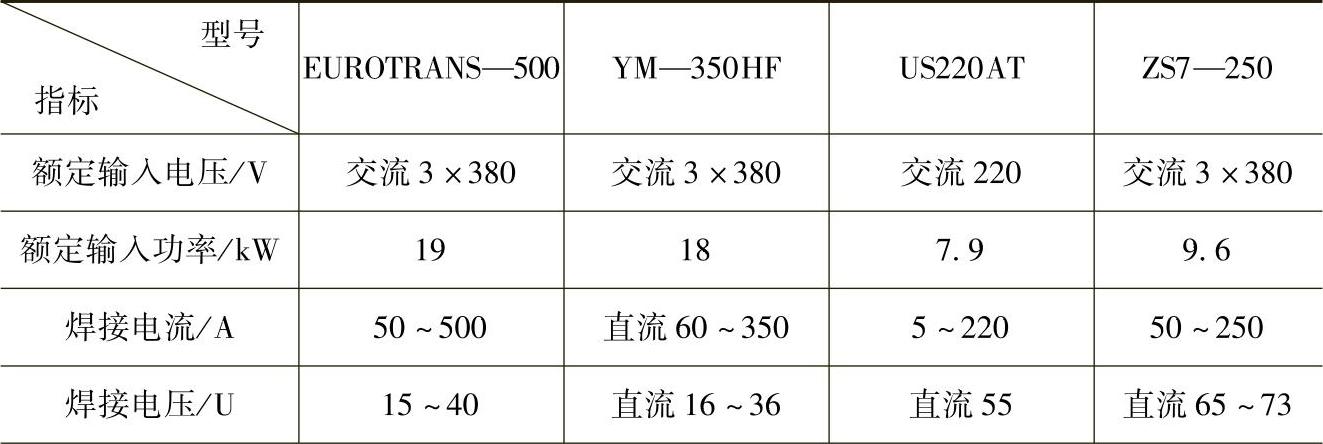
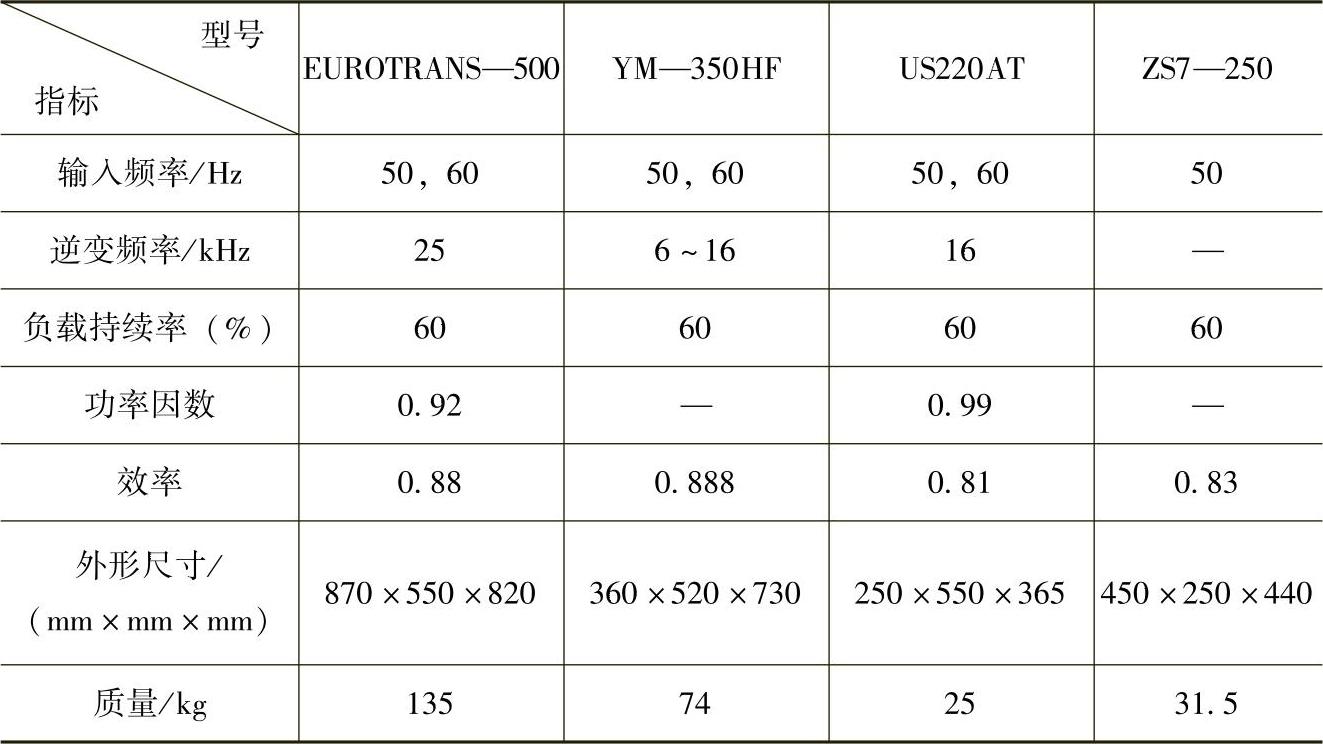
(2)产品介绍 目前,国内外已生产出多种型号的晶体管式弧焊逆变器,它们主要用在MIG/MAG焊、TIG焊、等离子弧焊与切割、焊条电弧焊以及用作弧焊机器人的弧焊电源,有一部分已实现智能控制。几种晶体管弧焊逆变器的主要性能指标见表6-4。
表6-4 几种晶体管弧焊逆变器的主要性能指标
(续)
ZS7—250是湖北宜昌生产的,主要适用于焊条电弧焊。
US220AT是美国生产的一种轻便型晶体管式弧焊逆变器,既可以作为焊条电弧焊电源,也可以作为TIG焊电源。
EUROTRANS—500是德国生产的较低水平的智能控制型晶体管式弧焊逆变器,这种弧焊逆变器可用于机器人焊接。
YM—350HF是日本生产的晶体管式弧焊逆变器,它用于半自动CO2/MAG焊和CO2定位焊,配以弧焊机器人可进行高速焊。
5.场效应管式弧焊逆变器
(1)特点
1)控制功率极小。
2)工作频率高。
3)多管并联工作相对较易实现。
4)过载能力强,热稳定性能好。
5)管子的容量较小,成本较高。
(2)典型产品介绍
以WSM—100为例,介绍MOSFET式弧焊逆变器的技术性能。
WSM—100是高频脉冲TIG弧焊逆变器,其逆变器工作频率为66~140kHz。通过“定频率调脉宽”控制方式,调节主变压器输出电压来实现电流的恒定。
WSM—100高频脉冲TIG弧焊逆变器的主要技术参数如下:
网路电压:单相,220V;
空载电压:12V;
电弧电压:≤20V(工作电压最大可达40V);
焊接电流:≤100A;
频率调节范围:66~140kHz;
外特性:垂直陡降;
质量:8kg;
外形尺寸:320mm×260mm×130mm。
6.IGBT式弧焊逆变器
(1)特点
1)IGBT式弧焊逆变器从较小的功率一直到很大的功率,如1000A以上,故其推广面更宽,推广速度更快。
2)ICBT管代替场效应管或晶体管。
3)逆变频率(20~25kHz),比场效应管(40kHz以上)小。
4)IGBT管采用电压控制,单管容量足够,不必多管并联工作。
(2)应用 可用于量大面广的焊条电弧焊、钨极氩弧焊、熔化极气体保护焊、等离子弧焊与切割,还可用于1250~2000A的大功率单/双丝埋弧焊、碳弧气刨以及机器人弧焊、双丝MIG/MAG/脉冲焊、三丝埋弧焊等。
(3)典型产品介绍
1)MZ—1250型IGBT逆变式弧焊电源。该弧焊电源为埋弧焊电源。其主要技术指标为:网路电压380V、三相、50Hz/60Hz;额定焊接电流1250A;额定电弧电压44V;空载电压83V;额定负载持续率60%;额定输出功率55kW;效率86.5%(最大效率90%);功率因数0.93(最高0.96);埋弧焊逆变器(电源)质量128kg;埋弧焊逆变器外形尺寸380mm×680mm×880mm。
2)高频脉冲MIG焊IGBT式弧焊逆变器。其主要技术指标为:网路电压380V、两相、50/60Hz;额定输入电流62A;额定输入容量32kVA;空载电压80V;额定焊接电流630A;焊接电流调节范围30~630A;额定输出功率277kW;效率86%;逆变频率20kHz:质量47kg。
3)ZX7—315型IGBT弧焊逆变器。可输出直流脉冲和矩形波交流,具有多种外特性,广泛用于焊条电弧焊、CO2焊、MAG焊、MIG焊、等离子弧焊、等离子弧切割等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。