



钨极氩弧焊机通常由弧焊电源、引弧及稳弧装置、焊枪、供气及水冷系统、焊接控制系统等部分组成,如图6-14所示。焊接电流小于150A的焊机,也可以不用水冷系统。
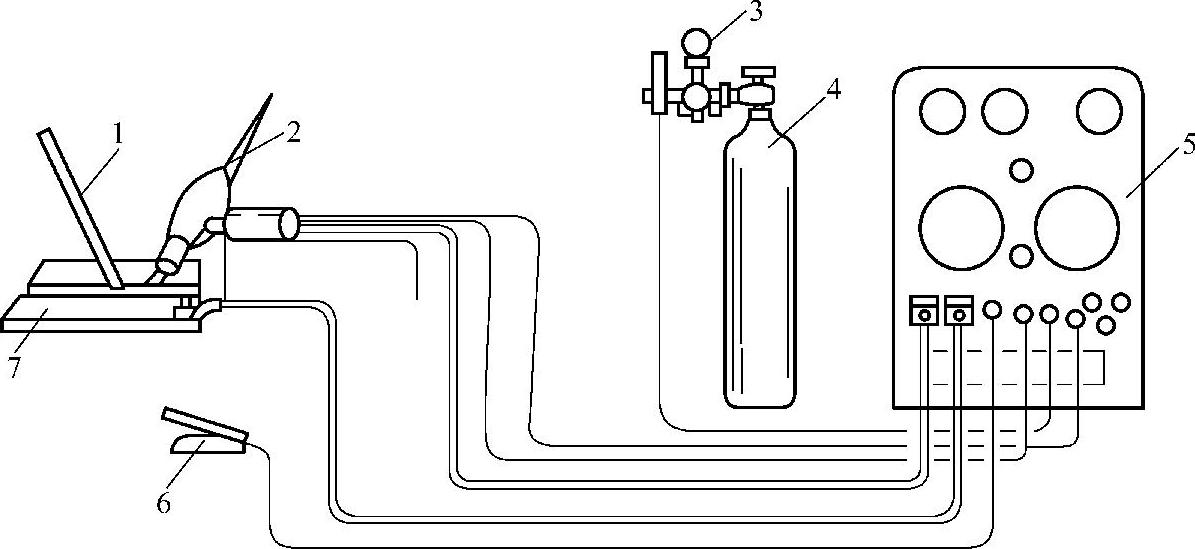
图6-14 钨极氩弧焊设备系统图
1—填充金属 2—焊枪 3—流量计 4—气瓶 5—焊接电流 6—开关 7—焊件
1.弧焊电源
TIG焊工艺要求电源具有陡降外特性或垂直陡降外特性,以减小因弧长变化而引起的电流波动。
TlG焊设备可以采用直流、交流或脉冲弧焊电源。TIG焊常用的传统电源有动圈式弧焊变压器(交流)、晶闸管弧焊整流器(直流)、逆变式焊接电源以及矩形波交流弧焊电源。逆变式焊接电源由于工作频率高,不仅提高了电弧稳定性,而且实现了小型化、轻量化和节能等,逆变式焊接电源在模拟的基础上又推出了数字化TIG焊机,这种焊机将有更广阔的前景。近年来,矩形波交流弧焊电源逐渐应用到TIG焊中,主要用于焊接铝、镁及其合金。
2.引弧及稳弧装置
TIG焊常用的引弧方法有接触引弧和非接触引弧。为了保持钨极端部形状和防止在焊缝中产生夹钨,通常采用非接触引弧,但由于氩气的电离电位较高,难以电离,引燃电弧困难,但又不宜使用提高空载电压的方式,所以TIG焊常用高频引弧和高压脉冲引弧两种非接触引弧方式。一般采用高频振荡器施加高压脉冲来引弧和稳弧。
3.焊枪
分手工焊枪和自动焊枪两种。其作用是夹持钨极、传导焊接电流和输送保护气体。根据冷却方式的不同,又分为水冷和空冷两种。水冷式焊枪如图6-15所示。焊枪须有良好的电绝缘性、气密性和水密性。
4.供气系统和水冷系统
(1)供气系统 由高压气瓶、减压阀、流量计和电磁气阀组成。减压阀将高压气瓶中的气体压力降至焊接所需的压力;流量计用来调节和测量气体的流量;电磁气阀以电信号控制气体的通断。(https://www.xing528.com)
(2)水冷系统 主要用在焊接电流大于150A时的冷却焊接电缆、焊枪和钨极。水路有循环式和开放式两种。水路中设有水压开关,当断水或水压太低时,断开控制系统电源,使其不能工作,保护焊枪不会因过热而损坏。
5.焊接控制系统
焊接控制系统由引弧器、稳弧器、行车(或转动)速度控制器、程序控制器、电磁气阀和水压开关等组成。
焊接控制系统的主要功能是:控制电源的通断;焊接前提前1.5~4s输送保护气体,以驱赶管内的空气;焊后延迟5~15s停气,保护尚未冷却的钨极和熔池;自动接通和切断引弧和稳弧电路;结束前电流自动衰减等。
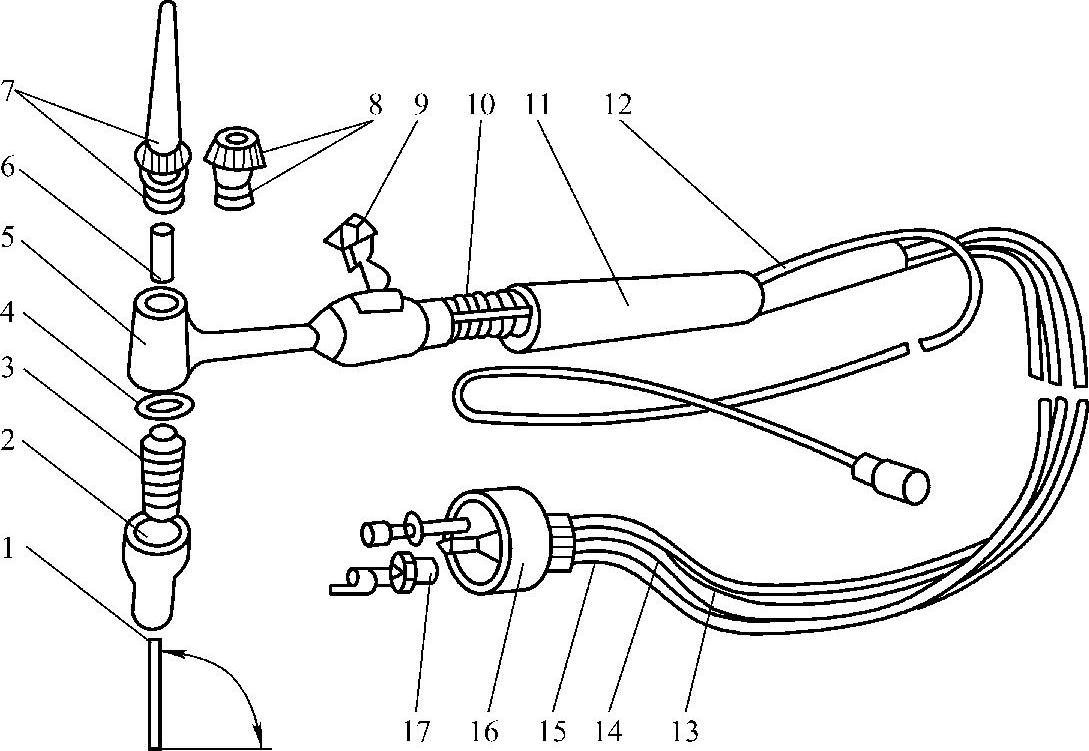
图6-15 水冷式氩弧焊枪分解图
1—钨极 2—陶瓷喷嘴 3—导流件 4、8—密封圈 5—枪体 6—钨极夹头 7—盖帽 9—船形开关 10—扎线 11—手把 12—插头 13—进气管
14—出水管15—水冷缆管16—活动接头17—水电接头
6.常用钨极氩弧焊机技术数据
常用钨极氩弧焊机技术数据见表6-11。
7.常见故障及排除
钨极氩弧焊机的常见故障、产生原因及排除方法见表6-12。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。