



这里所说的引弧与收弧技术,系指引弧与收弧瞬间的操作要领及焊缝始端与收弧的处理方法。
1.引弧与始端处理
引弧时,要保证焊枪姿态与正式焊接时一样,同时焊丝端头距工件表面距离不超过5mm。然后按下焊枪开关,随后即送气、送电、送丝,直至焊丝与工件表面相碰而短路引弧。要注意的是,焊丝与工件相碰要产生一反弹力,焊工应紧握焊枪,克服此反弹力,不使焊枪远离工件,而是一直保持喷嘴到工件表面的恒定距离,这是防止引弧端产生缺陷的关键。
始端的处理可以采用两种方法:
第一种方法是针对重要产品的严格要求,采用引弧板,如图8-4a所示。
第二种方法是所谓倒退法引弧。这是一种简便常用的方法,如图8-4b所示。倒退法引弧就是在焊缝始端向前20mm左右处引弧后立即快速返回起始点,然后开始向前焊接。
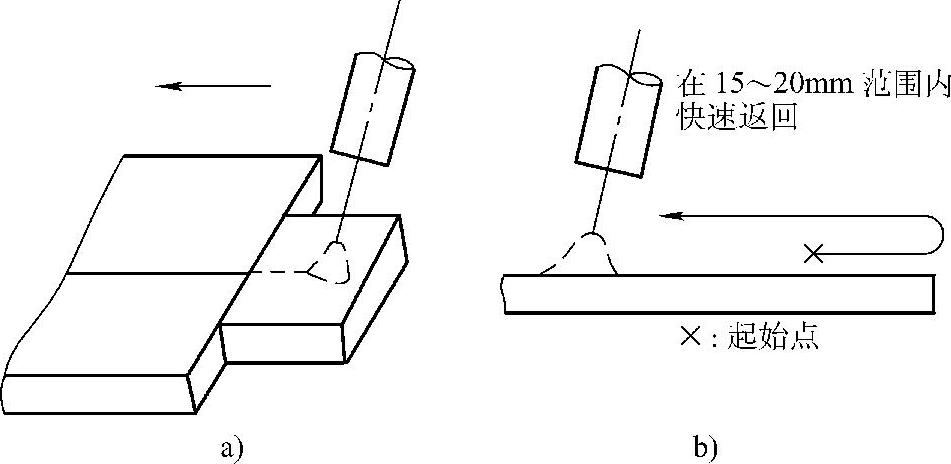
图8-4 焊缝始端处理方法
2.收弧处理
收弧时仍要保持焊枪喷嘴到工件表面的距离不变,只是释放焊枪开关,即可停送丝、停电、停送气,然后将焊枪移开工件。收弧时要注意克服焊条电弧焊的习惯作法,就是将焊把向上抬起。CO2气体保护焊收弧时如将焊枪抬起,将破坏收弧处的保护效果。如果收弧方法不当,即会形成所谓弧坑,容易产生裂纹、缩孔等缺陷。(https://www.xing528.com)
对于要求较高的重要产品,可以采用引出板,将收弧引至工件以外,也就省去了收弧处理操作。
如果焊接电源本身带有收弧处理装置,则在焊接前将面板上的处理开关扳到“有收弧处理”挡,在焊接结束收弧时,焊接电流和电弧电压都会自动减小到适宜的数值,容易将弧坑填平。
如果焊接电源本身无收弧处理装置,通常是采用多次断续引弧填充弧坑的方法,直至填平为止,如图8-5所示。在此要注意的是,断续引弧也靠焊枪开关的释放与按下来实现,切不可像焊条电弧焊那样将手把时起时落。
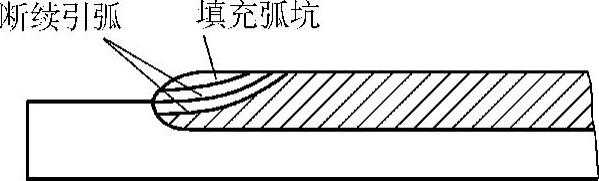
图8-5 断续引弧填充弧坑
3.环焊缝的始端及收弧的处理
环焊缝的始端及收弧的处理比较特殊,因为环焊缝有焊缝首尾相接的问题。这样在操作上要注意始端约20mm以内的区间内采取快速焊接的方法,以得到薄而窄的焊道,如图8-6所示。在焊缝收弧与始端搭接时,通常不用采取断续引弧法也能获得饱满的收弧,即不易形成弧坑。同时由于始端焊道薄而窄,也不会使首尾搭接处过高和过宽。
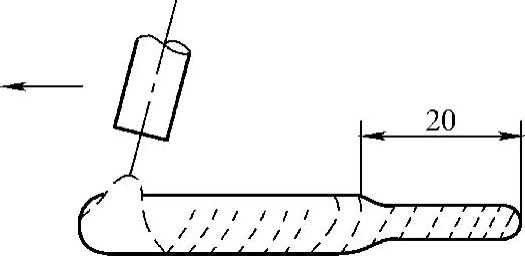
图8-6 环焊缝的始端处理
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。