



【摘要】:在工件一端定位焊缝上引弧,先不填丝,形成熔池和熔孔后开始填丝,并向另一方向开始焊接。接头时可在弧坑右侧(右焊法)15~20mm处引燃电弧,迅速将电弧移至弧坑处加热,待原弧坑熔化后,开始填丝转入正常焊接。
1.装配与定位焊
装配与定位焊的具体要求与平焊相同。
2.焊接参数
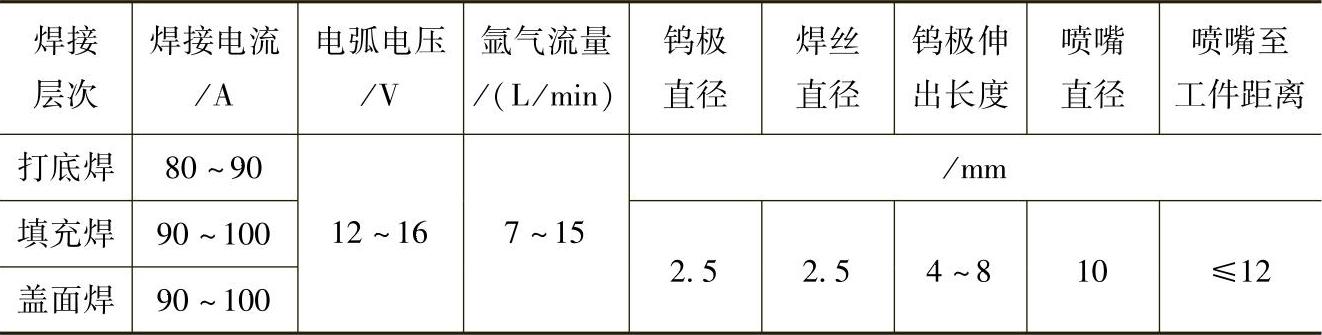
V形坡口对接仰焊焊接参数见表9-14。
表9-14 V形坡口对接仰焊焊接参数
 (https://www.xing528.com)
(https://www.xing528.com)
3.焊接技术
这是平板对接最难焊的位置,主要是熔池和焊丝熔化后由于重力作用下坠比立焊严重得多,因此必须控制好焊接热输入和冷却速度,采用较小的焊接电流,较大的焊接速度,加大氩气流量,使熔池尽可能小,凝固尽可能快,保证焊缝外形美观。打底焊时,焊枪与工件成80°~90°角。仰焊焊枪角度如图9-49所示。在工件一端定位焊缝上引弧,先不填丝,形成熔池和熔孔后开始填丝,并向另一方向开始焊接(一般采取右焊法)。焊接时要压低电弧,小幅度锯齿形摆动,在坡口两侧稍停留,熔池不能太大,防止熔化金属下坠。接头时可在弧坑右侧(右焊法)15~20mm处引燃电弧,迅速将电弧移至弧坑处加热,待原弧坑熔化后,开始填丝转入正常焊接。焊至工件终端填满弧坑后灭弧,待熔池冷却后再移开焊枪。填充焊步骤同打底焊,但摆动幅度稍大,保证坡口两侧熔合好、焊道表面平整,离工件表面约1mm,不得熔化棱边。盖面焊时焊枪摆幅加大,使熔池两侧超过坡口棱边0.5~1.5mm,熔合好,成形好,无缺陷。
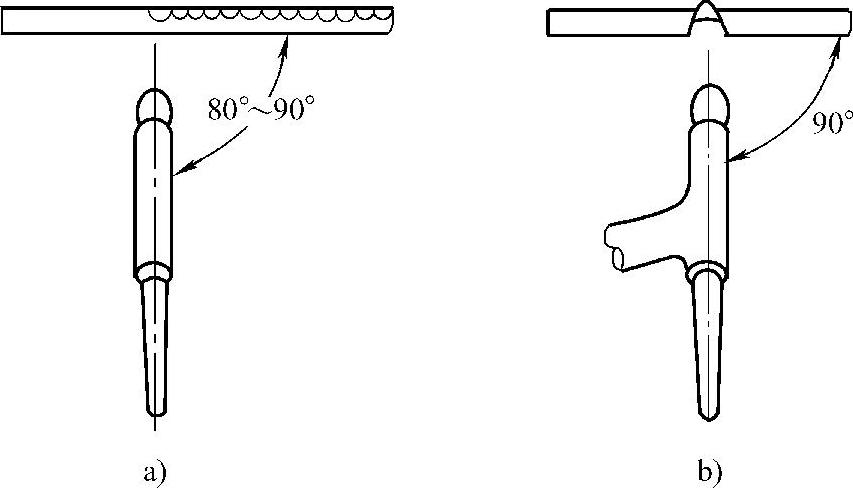
图9-49 仰焊焊枪角度
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。