



1.气割设备与工具及其连接
(1)气割设备与工具 手工气割的设备与工具主要包括:气瓶、减压器、回火防止器、输气胶管、割炬等。半自动气割设备还包括气割小车。
1)氧气瓶。氧气瓶是储存和运输氧气的高压容器,瓶内氧气压力一般为15MPa,它的构造如图10-21所示,外表规定为天蓝色,并用黑色标写“氧气”字样。
开启氧气瓶阀时,不要面对出气口和减压器,以防伤人。
2)乙炔瓶。乙炔瓶是储存和运输乙炔的压力容器,瓶内气体压力一般为1.5MPa,它的构造如图10-22所示,气瓶外表规定为白色,并用红
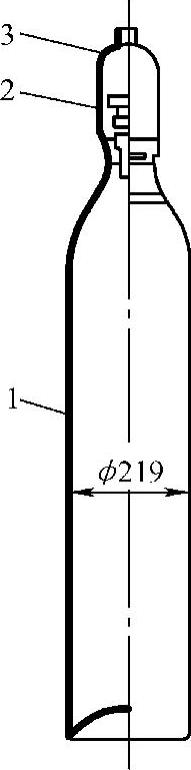
图10-21 氧气瓶的构造
1—瓶体 2—瓶阀 3—瓶帽
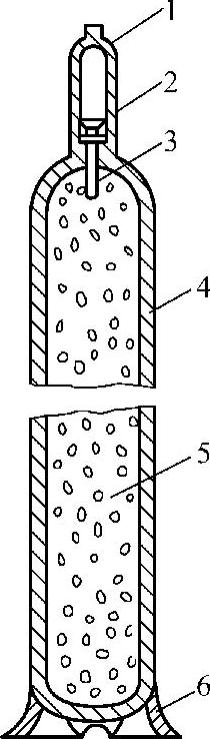
图10-22 乙炔瓶的构造示意图
1—瓶帽 2—瓶阀3—石棉 4—瓶体 5—多孔性填料 6—瓶座
色标写“乙炔”和“严禁明火”字样。
乙炔瓶应直立放置使用,其温度不能过低,否则影响充分使用瓶内的乙炔,但温度也不得过高,高温降低乙炔的溶解度,而使瓶内乙炔气的压力剧增,甚至爆炸。
3)减压器。减压器起减压和稳压作用,氧气减压器的构造如图10-23所示,其外表规定为天蓝色。
乙炔减压器的构造和氧气减压器的基本相同,只是多了一个特殊的夹环,如图10-24所示。其外表规定为白色。
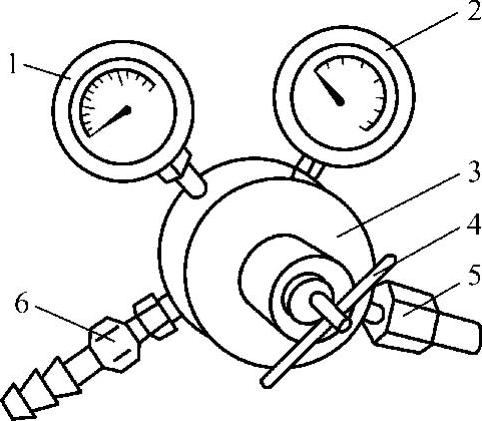
图10-23 氧气减压器构造示意图
1—低压表 2—高压表 3—外壳 4—调压螺钉 5—进气接头 6—出气接头
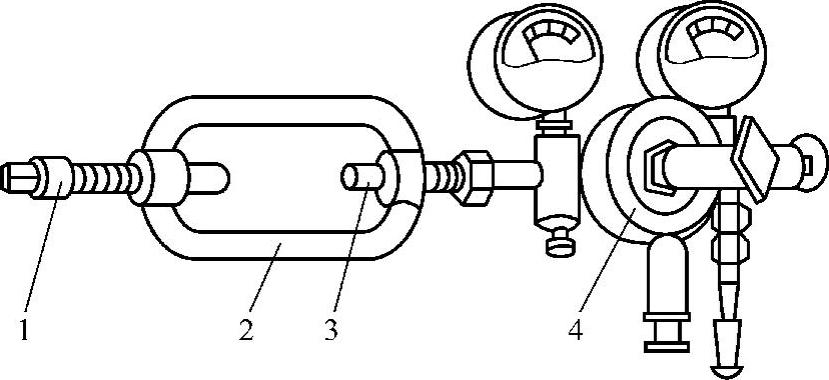
图10-24 乙炔减压器构造示意图
1—紧固螺钉 2—夹环 3—连接管 4—乙炔减压器
减压器上有两只压力表,一只为高压表,显示气瓶内的压力;一只为低压表,显示气体的工作压力。
乙炔减压器压力表表盘上的红线刻度表示最大的许可工作压力,使用时应严格控制。
4)回火防止器。它的作用是当回火发生时阻止倒流的火焰气体进入乙炔瓶,防止乙炔发生器爆炸。干式回火防止器的构造如图10-25所示。
使用安装干式回火防止器时要注意方向性(一般外部有箭头表示气体的流出方向)。
5)氧气胶管和乙炔胶管 规定氧气胶管为红色,允许工作压力为1.5MPa,乙炔胶管为绿色(或黑色),允许工作压力为0.5MPa。
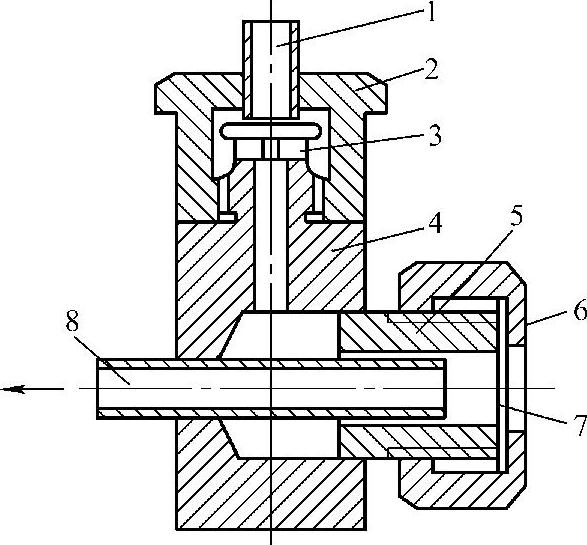
图10-25 干式回火防止器的构造示意图
1—进气管 2—端盖 3—逆止阀 4—阀体 5—膜座 6—膜盖 7—防爆膜 8—出气口
胶管的使用长度一般为25~30m,使用过程中要防止与酸、碱、油类及其他有机溶剂等有腐蚀作用的物质接触;防止砸、压及自身折叠。
6)割炬。它是气割的主要工具,按可燃气体和氧气的混合方式不同可分为:射吸式和等压式两种。目前普遍采用射吸式割炬,其特点是可使用中、低压乙炔,构造如图10-26所示。割嘴主要分为整体式(梅花形割嘴)和组合式(环形割嘴)两种,如图10-27所示。
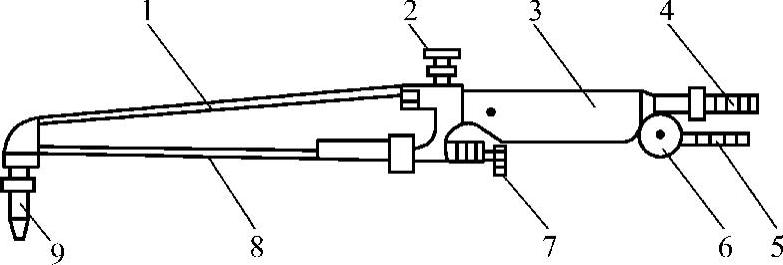
图10-26 射吸式割炬
1—切割氧管 2—切割氧手轮 3—手柄 4—氧气管接头 5—乙炔管接头 6—乙炔开关 7—预热氧气阀手轮 8—混合气管 9—割嘴
等压式割炬的工作原理如图10-28所示,其特点是:火焰燃烧稳定,不易回火,但不能使用低压乙炔(一般用瓶装乙炔)。
(2)手工气割设备及工具的连接 设备和工具的连接如图10-29所示。
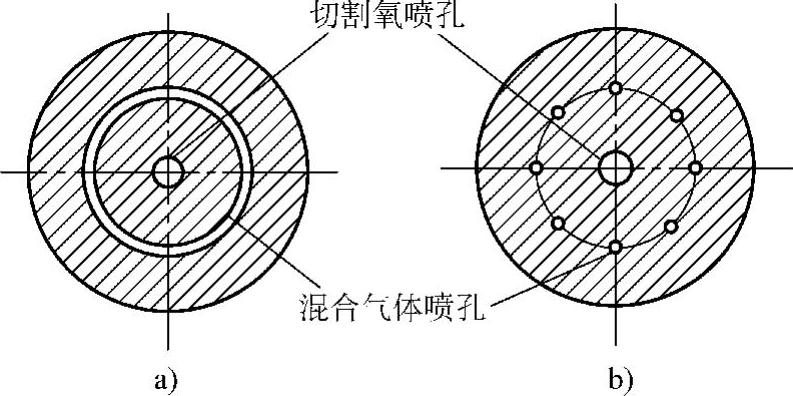
图10-27 割嘴形式
a)环形割嘴 b)梅花形割嘴
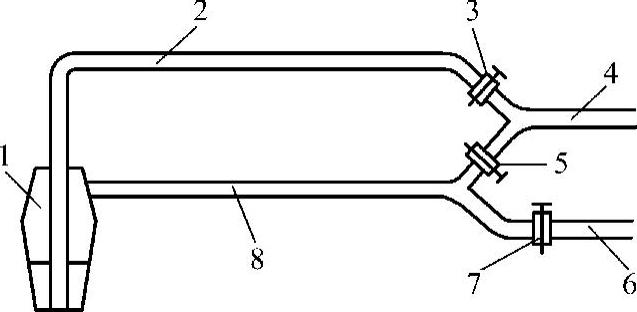
图10-28 等压式割炬工作原理图
1—割嘴 2—切割氧气管 3—切割氧调节阀 4—氧气管 5—预热氧气调节阀 6—乙炔气管 7—乙炔气调节阀 8—混合气管
(1)氧气瓶的安全使用
1)搬运氧气瓶时,应避免氧气瓶剧烈振动或碰撞。
2)禁止氧气瓶和可燃物品(乙炔气瓶、油脂等)同车搬运或存放在一起,不准氧气瓶沾有油脂。
3)取瓶帽时,只能用手或专用扳手旋取,不得用手锤或其他铁器敲击。
4)氧气瓶直立放置时,必须放稳,防止跌倒,最好固定斜置使用,避免卧置使用,严禁用氧气瓶作为接地的导电体。
5)氧气瓶与高温热源或其他明火的距离应不小于10m。
6)开启氧气瓶阀时,不允许开启过快,以防止产生静电火花而引起爆炸。开启时,人不要面对出气口和减压器。
7)夏季使用氧气瓶时要防曝晒。冬季使用时,若发现氧气瓶嘴冻结,不得用火烤,可用热水解冻。
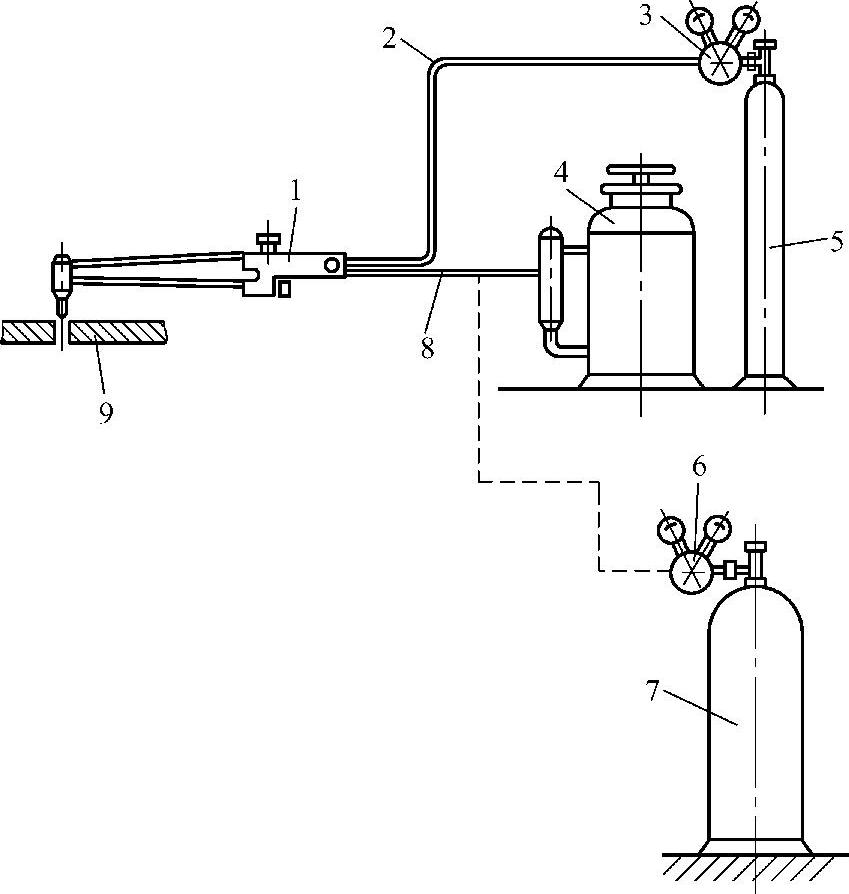
图10-29 气割设备使用连接示意图
1—割炬 2—氧气胶管 3—减压器 4—乙炔发生器 5—氧气瓶 6—减压器7—乙炔瓶8—乙炔胶管9—割件
8)严禁氧气瓶内的氧气全部用光,要求留0.1~0.2MPa表压,而且用后要关紧阀门,防止漏气。
9)开启氧气瓶阀时,要开到底,垫紧密封垫,以防漏气,开启及关闭阀门时不要用力过大,防止将阀门扳坏。
10)氧气瓶要按易燃易爆压力容器的使用要求定期安全检查。
(2)乙炔瓶的安全使用 使用乙炔瓶时,除必须遵守使用氧气瓶的有关要求外,还必须注意以下几点:
1)乙炔瓶不允许受到剧烈振动或撞击,以免瓶内的多孔性填料下沉而形成空洞,影响乙炔的储存。
2)乙炔瓶工作时应直立放置,因卧置会使丙酮随乙炔流出,甚至会通过减压器流入乙炔胶管和割炬内而造成危险。
3)存放乙炔瓶的库房应注意通风,防止泄漏的乙炔滞留而遇明火爆炸。
4)乙炔减压器与乙炔瓶的连接必须可靠,严禁在漏气的情况下使用。
5)乙炔瓶的温度不应过高,温度过高会降低乙炔的溶解度,使瓶内乙炔的压力急剧增高而产生爆炸。
6)使用乙炔瓶时,应按使用压力安装相应的岗位式回火防止器。
7)冬季使用乙炔瓶时,防止瓶温过低而影响乙炔的分解,当温度低而乙炔压力不足时,可将气瓶搬入室内,使瓶温正常后再使用,以便充分使用瓶内的乙炔。
8)开启乙炔瓶时,必须使用专用套筒扳手,防止将瓶阀压紧帽松脱,而造成阀门失灵。
9)乙炔瓶的气体严禁用尽,要留0.1~0.2MPa表压,用后要将瓶阀关紧,防止漏气。
(3)减压器的安全使用
1)安装减压器前,先检查接头螺纹有无损坏,以防安装不牢,检查表针是否处于零位,然后打开氧气阀门,将气嘴内的灰尘、污物等吹掉,以防杂物进入减压器内,损坏减压器。
2)安装好减压器,开启氧气阀前应先将减压器的调压螺钉旋松,使其处于非工作状态,以防止开启氧气阀而损坏减压器。
3)严禁减压器沾有油脂。
4)开启氧气瓶时应缓慢进行,以防开得过快,使高压气体损坏减压器。(https://www.xing528.com)
5)开启氧气阀后,应注意检查减压器各部位是否有漏气现象,压力表工作是否正常。
6)调节工作压力时(顶风),应缓慢地旋进调压螺钉,防止高压气体冲坏弹簧、薄膜装置或使低压表损坏。
7)减压器在使用过程中,发现冻结现象时,应用温水解冻,不得用火烤。
8)严禁氧气减压器和乙炔减压器相互换用。
9)停止工作时,应先将减压器的调压螺钉松开,再关闭瓶阀,防止减压器内存有气体和拆卸减压器时损坏螺纹或伤人。
10)减压器必须定期检修,其上的压力表必须定期检验,以确保压力的准确性。
(4)割炬的安全使用
1)割炬使用后要妥善保管,防止砸压,不得沾有油脂。
2)要保持割嘴连接面的光洁平整,防止划伤,以免接触不严密而漏气。
3)使用时,严禁用割炬敲打工件或清除氧化渣。
4)要经常检查割炬的射吸性能,防止各阀门漏气,若发现漏气应及时检修。
5)使用割炬时若发现喷嘴内阻塞,要用合适的通针清理,严防将孔壁划伤。
6)回火制止后,应清理割炬内的炭灰,并冷却后方可继续使用。
7)安装拆卸割嘴时,只能用扳手,不得用其他铁器砸。
(5)氧气胶管和乙炔胶管的安全使用
1)胶管要避免长期日光照射。
2)胶管在使用过程中,应距离高温和火源1m以上。
3)使用胶管前必须用空气把胶管内的杂物吹除,以防堵塞,但不得用氧气吹可燃性胶管。
4)当发生回火时,倒流的火焰通过胶管后,此胶管不能继续使用,要更换新的胶管。
3.气割工艺
(1)气割原理 气割是利用气体火焰的热能,将工件切割处预热到一定温度后,喷出高速切割氧流,使其燃烧并放出热量实现切割的方法。
气割过程包括下列三个阶段:气割开始时,用预热火焰将起割处的金属预热到燃烧温度(燃点);向被加热到燃点的金属喷射切割氧,使金属剧烈地燃烧;金属燃烧氧化后生成熔渣和产生反应热,熔渣被切割氧吹除,所产生的热量将下层金属加热到燃点,这样继续下去就将金属逐渐切割穿。随着割炬的移动,就切割成所需的形状和尺寸。
所以金属的气割过程实质是铁在纯氧中的燃烧过程,而不是熔化过程。
气割过程是预热—燃烧—吹渣过程。但并不是所有的金属都能满足这个过程的要求,而只有符合下列条件的金属才能进行氧乙炔切割。
1)金属在氧气中的燃点应低于熔点。
2)金属气割时形成氧化物的熔点应低于金属本身的熔点。
3)金属在切割氧射流中燃烧应该是放热反应。
4)金属的导热性不应太高。
5)金属中阻碍气割过程和提高钢的可淬性的杂质要少。
金属的氧乙炔切割过程主要取决于上述五个条件。纯铁和低碳钢能满足上述要求,所以能很顺利地进行气割。钢中碳的质量分数增高时,气割过程开始恶化,当碳的质量分数超过0.7%时,必须将割件预热至400~700℃才能进行气割。当碳的质量分数大于1%时,割件就不能进行正常气割了。
(2)气割工艺参数 气割工艺参数主要包括切割氧压力、切割速度、预热火焰能率、割嘴与割件的倾斜角度、割嘴离割件表面的距离等。气割工艺参数的选择正确与否,直接影响到切口表面的质量,而气割工艺参数的选择又主要取决于割件厚度。
1)切割氧压力。一般选择氧气压力的根据是:随割件厚度的增加而加大,或随割嘴号码的增大而加大;氧气纯度降低时,由于气割时间增加,要相应增大氧气压力。当割件厚度小于100mm时,其氧气压力见表10-12。
表10-12 钢板的气割厚度与切割速度、氧气压力的关系
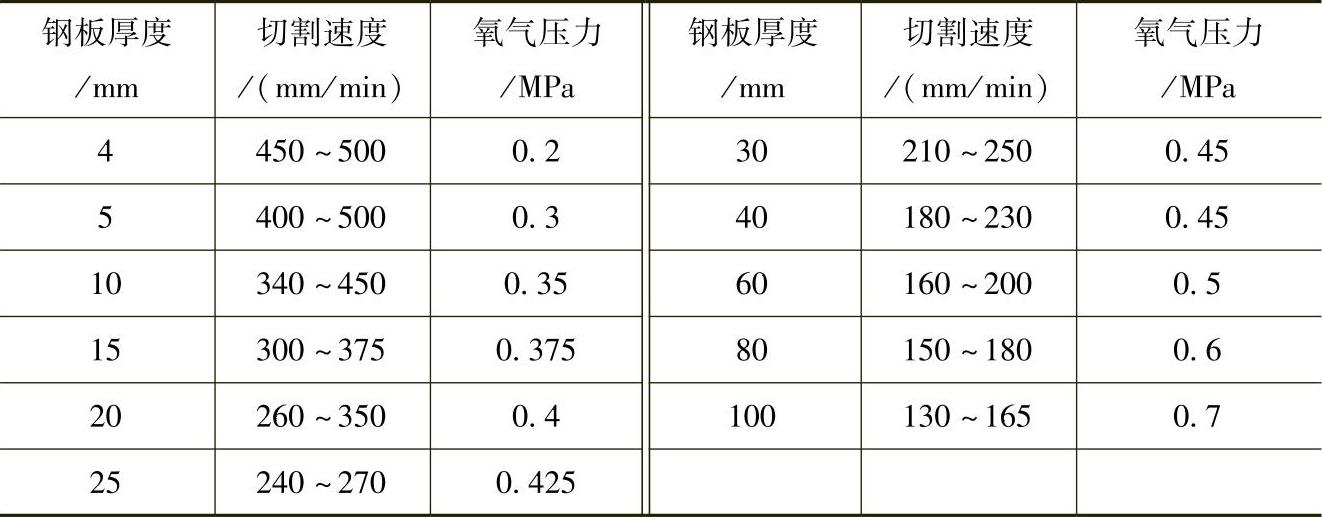
2)切割速度。切割速度对切割质量和切割效率影响较大,主要根据被割件的板厚和切割氧的压力来确定切割速度,当割件厚度小于100mm时,其切割速度见表10-12。
3)预热火焰能率。预热火焰的作用是把金属割件加热至燃点。预热火焰的能率主要根据板厚来选择,板越厚,预热火焰能率越大。
4)割嘴与割件的倾斜角。割嘴与割件的倾斜角度,直接影响切割速度和后拖量,当割嘴沿气割相反方向倾斜一定角度时,能使氧化燃烧而产生的熔渣吹向切割线的前缘。这样可充分利用燃烧反应产生的热量来减小后拖量,从而促使切割速度提高。进行直线切割时,应充分利用这一特性。
割嘴倾斜角大小,主要根据割件厚度而定。如果倾斜角选择不当,不但不能提高切割速度,反而使气割发生困难,同时增加氧气的消耗量。
5)割嘴离工件表面的距离。为了减少周围空气对切割氧的污染而保持其纯度,同时又为了充分利用高速氧气流的动能,在气割过程中,割嘴与割件表面的距离越近,越能提高切割速度和质量。但是距离过近,预热火焰会将切口上缘熔化,被剥离的氧化皮易堵塞割炬的嘴孔造成回火现象,甚至烧坏割嘴。在通常情况下其距离为3~5mm,当割件厚度小于20mm时,火焰可长些,距离可适当加大;当割件厚度大于或等于20mm时,由于切割速度放慢,火焰应短些,距离应适当减小。
4.手工气割的基本操作技术
(1)气割操作姿势 根据割件所在的空间位置、切口的形式和切口的长短,气割操作姿势多种多样,最基本的是抱割法。
1)抱割法。抱割法是右手握住割把,并以中指靠扶预热氧调节阀,以便随时调整预热火焰和回火时能及时切断预热氧;左手的大拇指和食指把握切割氧调节阀,其余三指托住混合气管并掌握按线气割的方向。抱割法一般是从右向左气割。
2)依托气割法。为了提高气割的质量,使切口更直、角度一致,在抱割基础上,采用靠尺或临时胎板等辅具进行气割的方法即依托气割法。
(2)气割前的准备工作
1)认真熟悉气割工艺。
2)垫高、放稳工件,清除污物。
3)检查复验切割线及尺寸。
4)选用气割方法、割炬和割嘴。
5)连接设备及工具(氧气瓶、乙炔瓶、割炬等)。
6)向气割场地洒水,防止吹起尘土。
7)准备遮挡板,防止飞溅。
8)准备通风排烟设施。
9)调试火焰能率及风线等工艺参数。
(3)气割操作要点
1)气割过程中,要使割嘴与工件表面距离保持均匀一致,以保证切口宽窄一致。割嘴与工件表面的距离主要根据割件厚度确定,见表10-13。
表10-13 割嘴与工件表面的距离 (单位:mm)

2)气割时,要使割嘴与切口两侧工件保持垂直,如图10-30所示,以保证切割面的垂直。
3)在气割长直线缝时,随着气割过程的进行,操作者的身体不要弯得太低,沿气割方向不要倾斜太大。因此,要求每次移动距离和位置要适中,一般移动距离为300~500mm。在移动前将割嘴沿切口方向往回带,并立即抬起。如果移动速度快可不关闭切割氧,立即将割嘴风线沿切口返回气割处继续气割,但气割厚板在移动位置时,一般都要关掉切割氧,并重新预热、气割。
4)气割过程中,操作者的眼睛要始终注视割嘴和切割线的相对位置,注意割透及后拖量的大小,如图10-31所示。如果后拖量大或割不透时,应放慢切割速度,提高切割氧的压力。
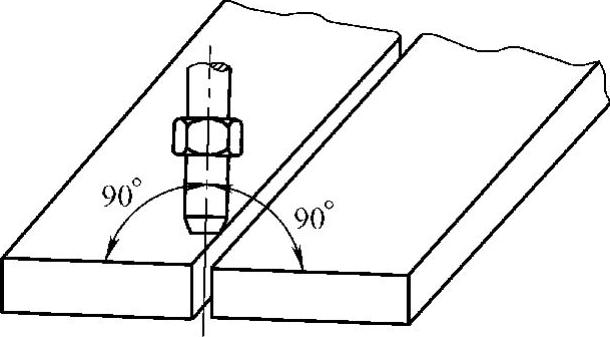
图10-30 割嘴角度
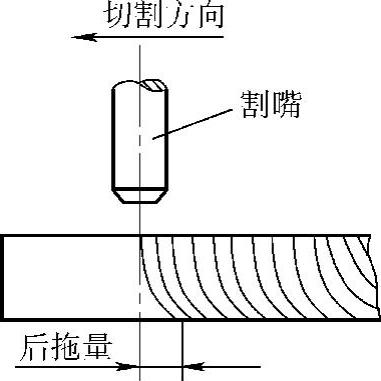
图10-31 气割后拖量示意图
5)气割时,切口应留半个样冲眼。
6)气割前应认真复查划线尺寸、交叉切口处的样冲眼是否符合要求。
7)气割薄板时,要保持割嘴沿切割方向后倾斜一致。
8)气割直线时,正确的气割顺序是:先割长缝,后割短缝,应在交叉切口处停割,避免停在交叉切口的两边。
9)气割打孔的操作技术:从中间气割厚板时,一般先气割打孔,然后引到起割处,在靠近起割处的余料部位打孔(在不造成切割缺陷的基础上,应尽可能靠近起割线)。
气割打孔时,割嘴应与工件倾斜一定角度,以便熔渣飞出,但偏斜方向不要对着切口,打孔后引入切割线,割嘴转为垂直角度,进行正常气割。
在切割线上气割打孔:如果打孔必须在切割线上进行时,割嘴应向切割方向倾斜,而且在不影响排渣的基础上,尽量使割嘴距工件表面近些,以减小气割打孔的尺寸。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。