



热流道板的主要任务是恒温地将熔体从主流道送入各个单独喷嘴。在熔体输送过程中,熔体压力降应尽可能小,并不允许有材料降解;熔体到各喷嘴的流程应尽量一致;为节省加热功率,其体积宜小,但过小则热容量太小,温度不易稳定。
热流道系统一般按照热流道板的加热方式不同分为内加热与外加热两大类,相应的热流道板也分为内加热式和外加热式两种。由于外加热式热流道系统具有较强的适应性而被广泛使用,内加热式热流道系统则主要应用于特定塑料制品的大批量生产。热流道板按供电电压可分为高压(220/230V)与低压(24V、5V)两类,也有流道板用高压,而喷嘴用低压供电的。热流道板按结构不同可分为板式、管式、多层平衡式、堆叠式和针阀式等几种,其中板式热流道板是最常用的结构形式。
1.内加热式热流道板
如图3-35所示,内加热式热流道板是在流道内部设置加热元件(如加热棒、加热探针等),依据加热元件提供的热量使热流道板流道内的塑料保持熔融状态,利用熔融塑料的隔热效果来减少热的传递及其在模具内的热损失。
尽管在流道内设有加热器,在流道壁上还是会有一层塑料的冻结,增加熔体的流动阻力,造成系统内的压力下降。因此,内加热式流道板的流道直径尺寸必须做得比较粗大(约30mm),以保证有一定熔体的流动截面,且各浇口之间的流动平衡显得十分重要和关键。
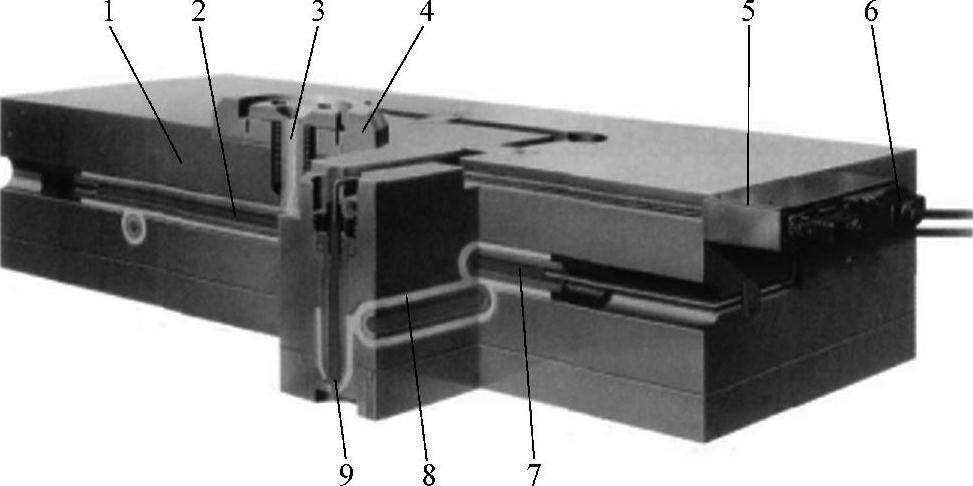
图3-35 内加热式热流道板
1—热流道板 2、8—分流道 3—主流道 4—模具定位圈 5—电源接线盒 6—电源插头 7—加热棒 9—热流道喷嘴
内加热式热流道板具有如下特点:
1)流道板是模板之一,模具刚度好。
2)电功率消耗平均低50%;流道板温度为40~60℃。
3)流道板无需绝热。
4)流道内的熔体冻结层有密封作用,滑动部位无滴漏。
5)安装容易,可不考虑热膨胀,不用承压圈或紧固螺栓。
6)系统维护容易且启动迅速。
7)降低模具高度。
虽然内加热式流道板具有许多优点,但仍存在一些限制其使用的因素,具体如下:
1)因安装加热器,型腔位置受限,妨碍熔体自然流动。
2)流道内熔体冻结层厚度不易控制,对流动平衡控制困难。(https://www.xing528.com)
3)流道内的熔体因滞留时间长而分解,会促使制品破裂,宜用于热稳定性好的塑料,如PS、PE、PP等。
4)有时仅允许使用顶针式喷嘴。
因此,内加热流道系统适宜加工温度范围大的材料和到各浇口等距的平衡流道,不适于热敏性塑料。如果对内加热流道板的隔热系统进行热分配改进,则系统的成本会更高、设计更复杂,需要很仔细的熔体流动平衡设计和复杂的热控制。
2.外加热式热流道板
如图3-36所示,外加热式热流道板是在流道外设置加热元件,将整个热流道板加热到所需的温度,使流道内的熔体保持粘流态。由于外加热式热流道板的温度比模具温度要高很多,流道板不能直接跟模板接触,二者之间通常留有10mm左右的间隙,用绝热的陶瓷或钛合金垫块作支撑,利用空气间隙进行隔热,以减少热流道板的热损失。
外加热式热流道板具有如下特点:
1)外加热式热流道板的流道尺寸小,流道顺畅,无死角,不会出现熔体滞留现象。
2)熔体在流道内停留时间短,热降解少。
3)流道内残存料少,更换不同颜色或品种的原料更容易。
4)流道内的压力损失较低。
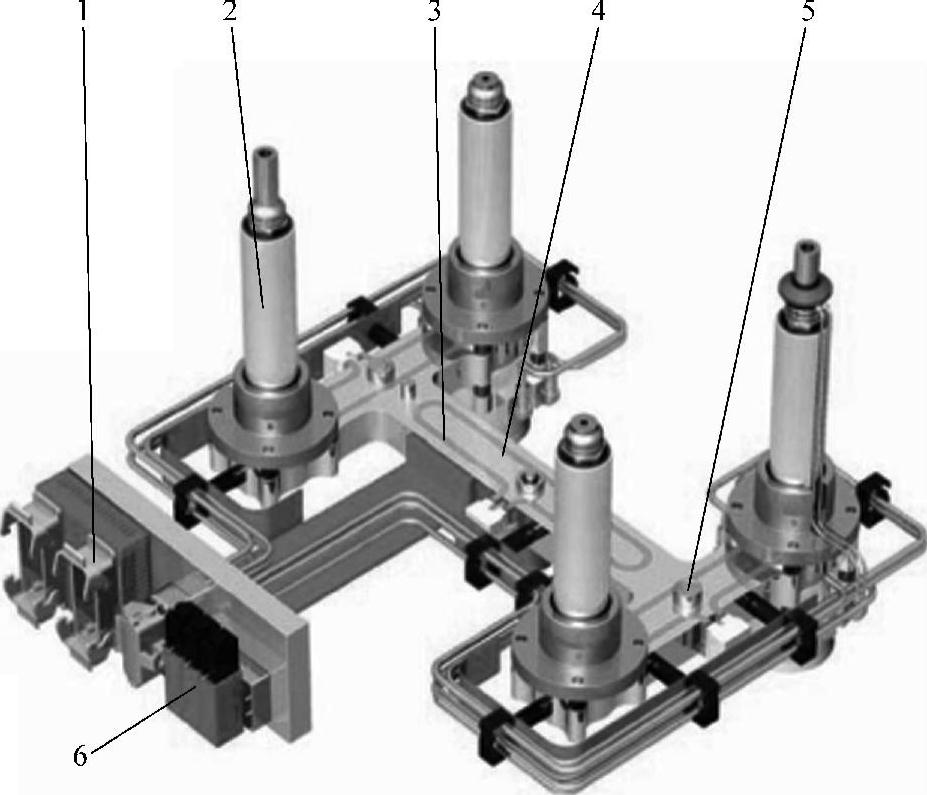
图3-36 外加热式热流道板
1—电源接线盒 2—热流道喷嘴 3—外加热器 4—热流道板 5—绝热垫块 6—压缩空气接头
5)可与各种类型的喷嘴配套使用。
6)流道板容易获得自然的或流变学的流动平衡。
7)外加热式热流道板能更好地控制温度,但成本较高,需考虑隔热和热膨胀补偿等问题。
外加热式热流道板的形状可根据型腔和浇口的布局进行设计,设计灵活性很大,并能用多种方法较好地实现熔体的充填平衡,平滑过渡的流道不易引起原料的降解,因此,外加热式热流道板在热流道注射成型工艺中得到广泛应用。
目前,热流道板多数采用厚板整体加工,选材时应选用比热容小、热传导率高的材料。通常选用具有一定耐热性的钢材制造热流道板,用铍铜或铜制造喷嘴;流道板中与熔体接触的流道表面,需要先用铰刀铰后再抛光。近年来,也有采用内壁经过精加工、质量高的不锈钢管来制作大型模具热流道系统的流道,其周围用铸铜固定,这种流道更平滑顺畅,制造成本也较低。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。