



按塑料制品的成型要求和模具结构的不同热流道板有许多种结构,模具设计时其类型和结构应根据实际情况加以合理选用。
1.热流道板的形状
由于模具型腔与浇口的数量和布局不同,热流道板的形状会随之改变。热流道系统中流道板的形状取决于流道中熔体的流动方式,以及喷嘴的数量与分布。标准热流道系统喷嘴数通常是2或3的倍数,使型腔能对称分布,并容易保证型腔的充填平衡。热流道板中,型腔或喷嘴的典型分布如图3-37所示,如此可较好地实现流道板上的自然流动平衡。
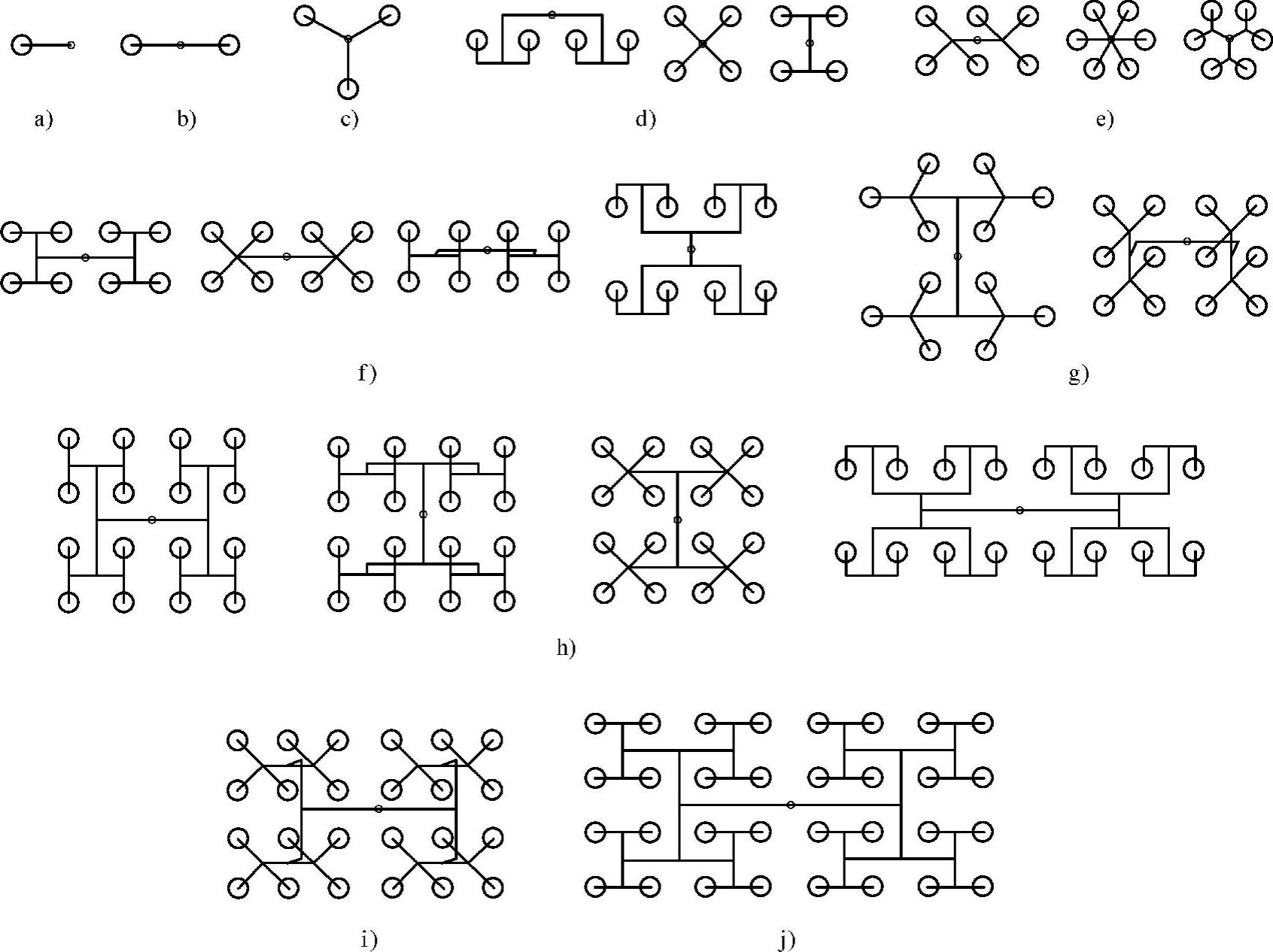
图3-37 热流道板中型腔或喷嘴的典型分布
a)单腔 b)2腔 c)3腔 d)4腔 e)6腔 f)8腔 g)12腔 h)16腔 i)24腔 j)32腔
热流道板的形状还会受到加热器的安装方法和布置的影响。为使热流道板加热的温度均匀,加热器的分布应尽可能均匀,并有利于减轻热流道板的质量,以减少流道板的功率消耗,减小温差造成的热流道板变形,并应避免使用封闭的框式流道板结构。
常见热流道板的形状可分为板式和管式两类,其中板式结构又可分为单层板式和堆叠板式结构,根据喷嘴的布局不同,板式热流道板有I型、H型、X型、Y型和异型等多种形状,如图3-38所示。
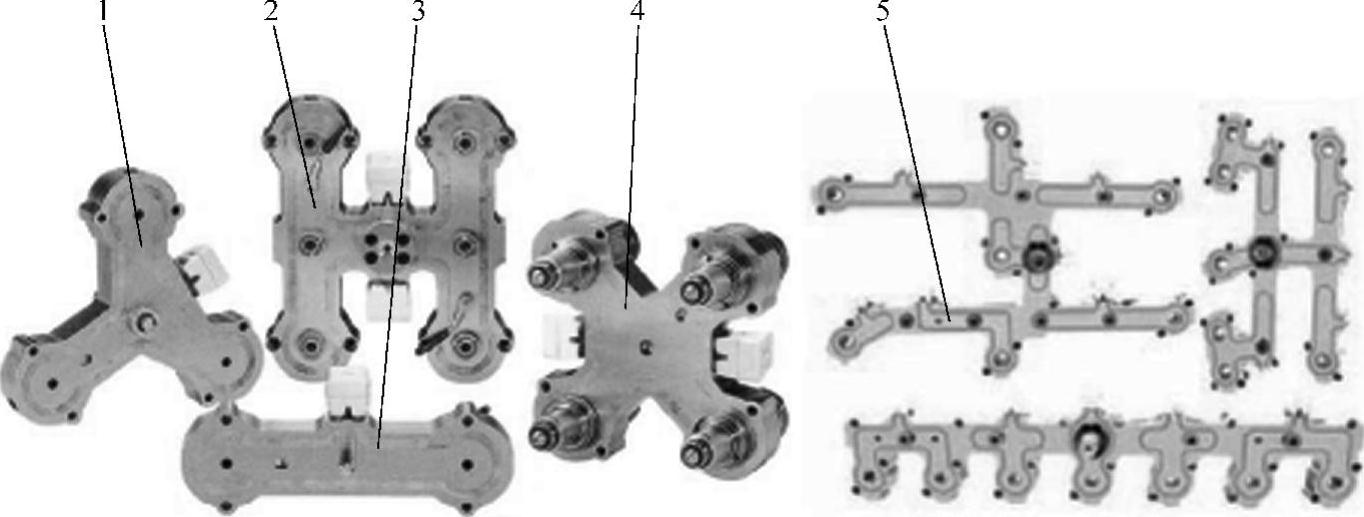
图3-38 板式热流道板的常见结构形式
1—Y型 2—H型 3—I型 4—X型 5—异型
2.板式热流道板
板式热流道板外形呈板状结构,其流道大都分布在板的对称面上,加热器分布在流道内部或两侧,流道板平面与模板平行,安装、定位较方便。由于流道板平面方向不受限制,流道布局的自由度很大,适用于各种形式的热流道喷嘴,对模具的浇口位置、塑料制品的大小均无特殊要求,因此,板式热流道板的应用十分广泛,图3-39所示为板式热流道板的应用示例。
3.管式热流道板
管式热流道板的外形呈管状,使用线圈加热器加热和陶瓷绝热,它质量轻,有气隙绝缘,流道板温度低,温度波动小,管式热流道板的结构如图3-40所示。管式热流道板主要用于难加工塑料(如LCP、PA66、PBT、PC、PEEK、PET、PSU和玻纤填充的PVC等)。有些管式热流道板的流道采用不锈钢管弯曲成形,并镶铸在铜合金中,这类管式热流道板因流道板的导热性良好,可获得很均匀的温度分布,加热器寿命长,能耗低,适用于注射有化学腐蚀性的塑料和氟塑料等。
目前也有供应商提供模块化设计的管式热流道板,它由管式流道板组件和管式连接器组成,管式连接器可提供微量的伸缩行程(约0.005mm),以补偿管式热流道板的热膨胀。
4.多层平衡式热流道板
在多型腔模具中,流道的自然流动平衡对产品的质量影响很大。模具的充模平衡要求有以下三种不同情况。
1)对于多型腔模具,要求各型腔以相等的压力、温度和速率进行充模,以保证各型腔同时充满并同时传递保压压力。
2)对于不同制品的多型腔模具,要求保证各型腔以相同的充填参数进行充模。
3)对于多个浇口注射的单型腔模具,要求保证各浇口达到预设定的充模参数,保证熔接痕位置在许可范围内。
实现充模平衡有两种途径,①以相等的流程长度为指标来设计流道系统,达到自然、几何的平衡。但这种自然平衡可能造成流道过长,压力损失过大,熔体停留时间太长等问题,通常需要改变制品排列位置来调节充模平衡。②以相同的压力降为指标来设计流道系统,对不同的流程进行补偿,达到流变学充模平衡(一般仅维持注射温度和速度两参数的平衡)。它需要应用计算机数值模拟分析技术来获得流变学充模平衡。
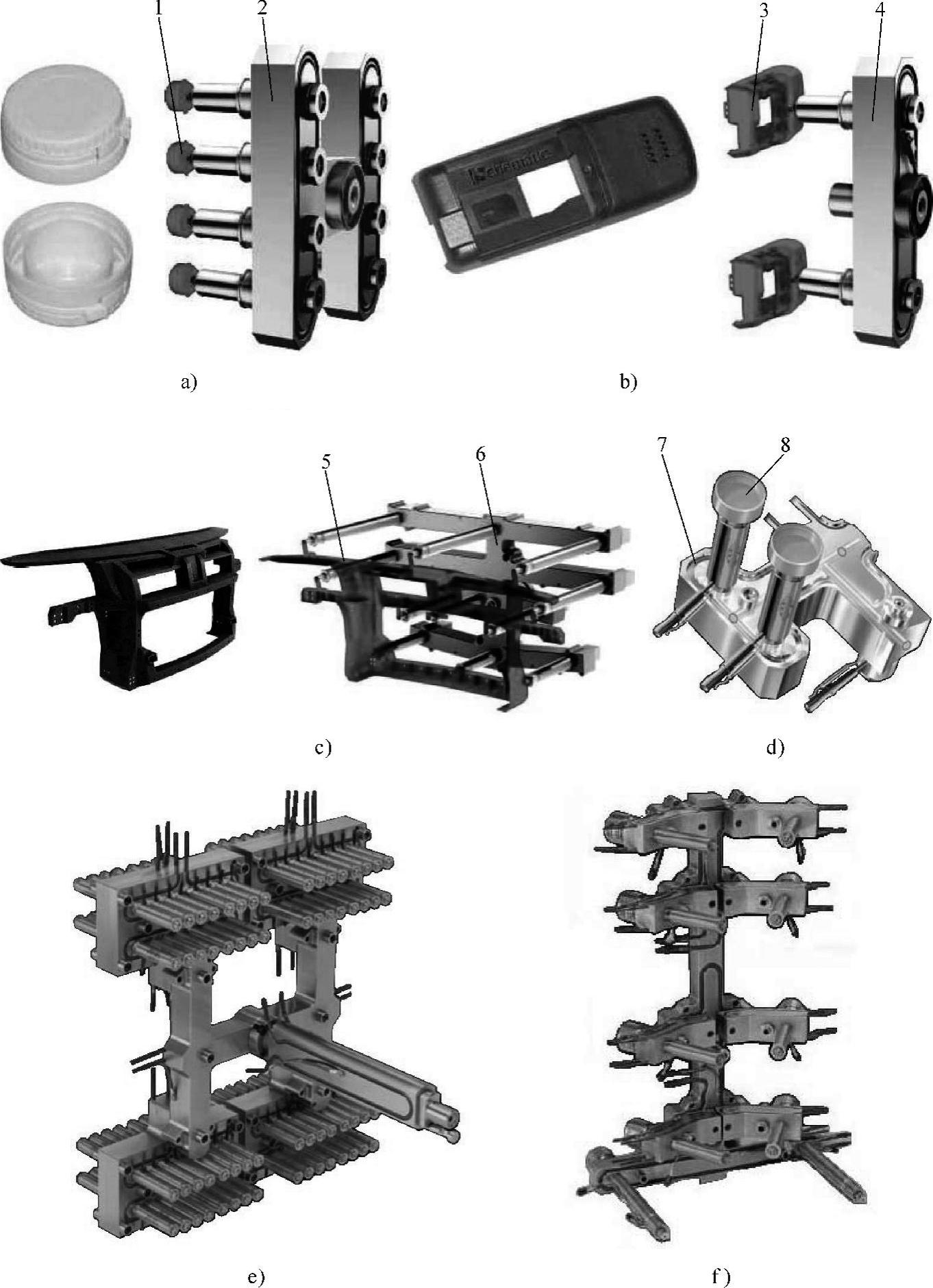
图3-39 板式热流道板的应用示例
a)瓶盖注射模用流道板 b)手机壳注射模用流道板 c)壳体注射模用流道板 d)圆盖注射模用流道板 e)层叠模用流道板 f)汽车配件用流道板
1、3、5、8—塑件 2、4、6、7—热流道板
采用多层平衡式热流道板能较好地实现各型腔熔体的自然流动平衡。多层平衡式热流道板是在一个或多个垂直面上分布2~3层的流道,使主流道喷嘴到达各型腔的流道长度一致,以达到熔体流动平衡,其结构如图3-41所示。
图3-41a所示为带纵向镶件的双层热流道板,流道转弯处依靠对中剖分的纵向导流镶件,使流道平滑过渡并达到流动平衡,流道分流镶块将多层流道板分成柱、板等单元制造,使其制造更容易,设计自由度更大。该结构热流道板的流道可分布在不同的竖直面上,流道板结构可制成I型、H型或X型。图3-41c所示为带横向镶件的双层热流道板,使用的是对中剖分的横向镶件,整个流道部分均加工在镶件上,制造方便,但流道要分布在同一竖直面上,喷嘴排列呈一条直线,热流道形式为I型结构。
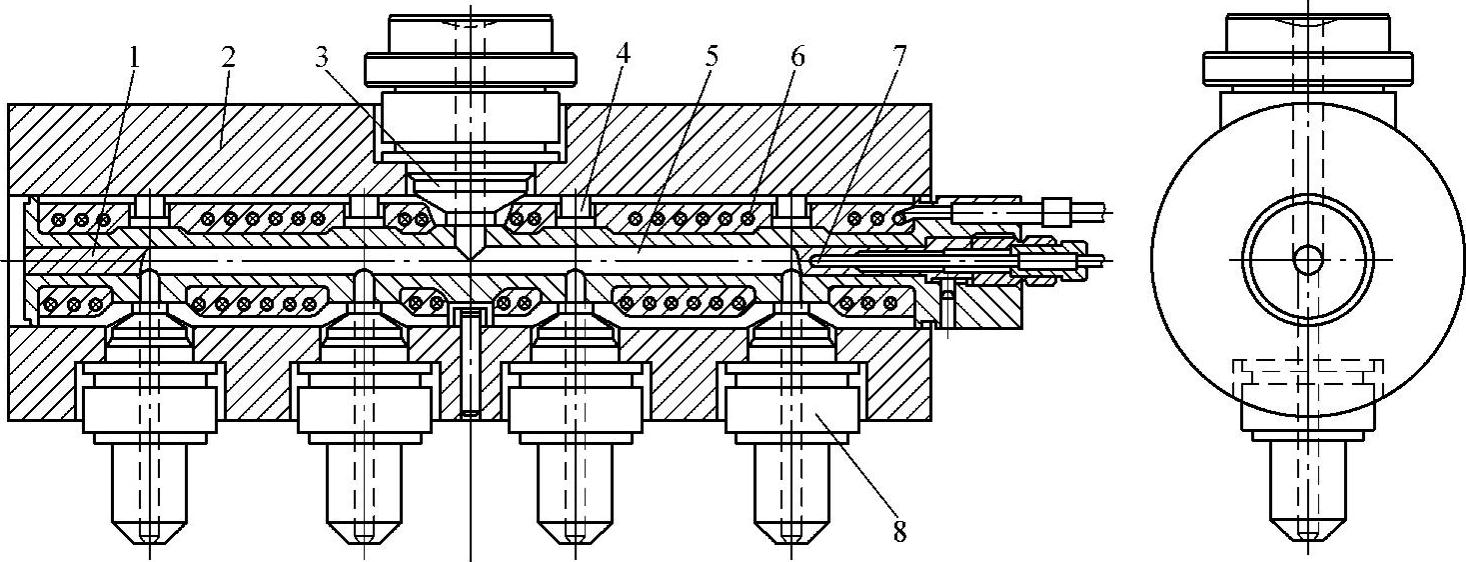
图3-40 管式热流道板的结构
1—端面堵塞 2—管式流道板 3—主流道衬套 4—紧固件 5—流道镶块 6—加热器 7—热电偶 8—热流道喷嘴

图3-41 多层平衡式热流道板
a)带纵向镶件的双层热流道板 b)纵向镶件的种类 c)带横向镶件的双层热流道板 d)三层流道的横向镶件
5.堆叠式热流道板(https://www.xing528.com)
堆叠式热流道板也称为桥式热流道板,该类热流道板将多层流道分布在不同的流道板上,用堆叠装配的形式组合在一起,它比多层平衡式热流道板在空间布置上更加灵活、方便,适合于多型腔、流道较长的情况,其结构如图3-42所示。
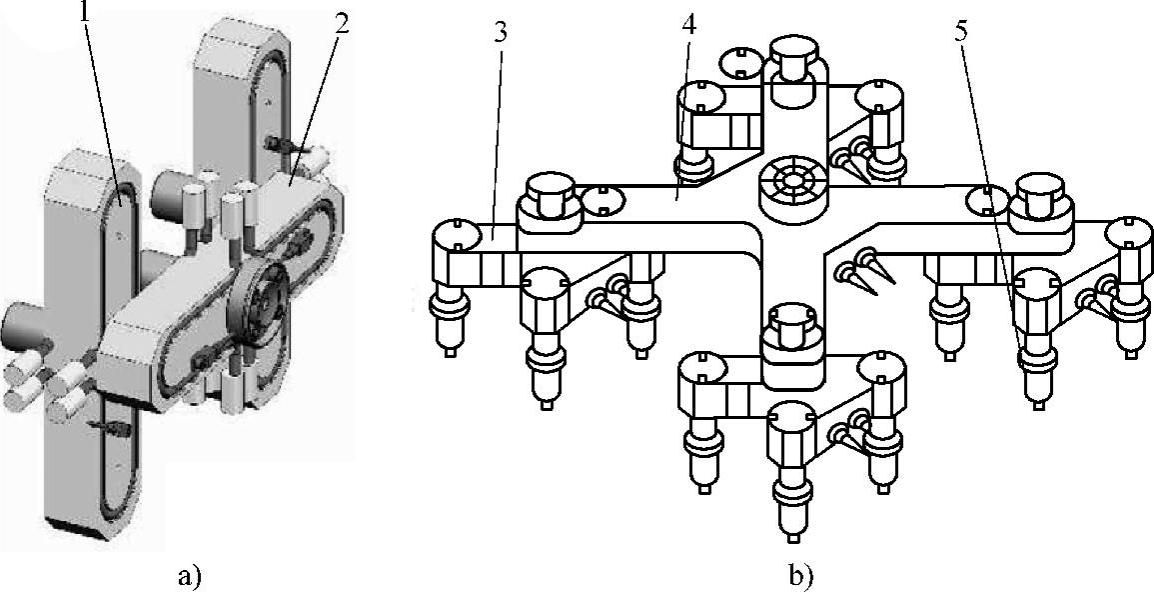
图3-42 堆叠式热流道板
a)四点双层H型结构 b)十六点双层X型结构
1、3—下层流道板 2、4—上层流道板 5—热流道喷嘴
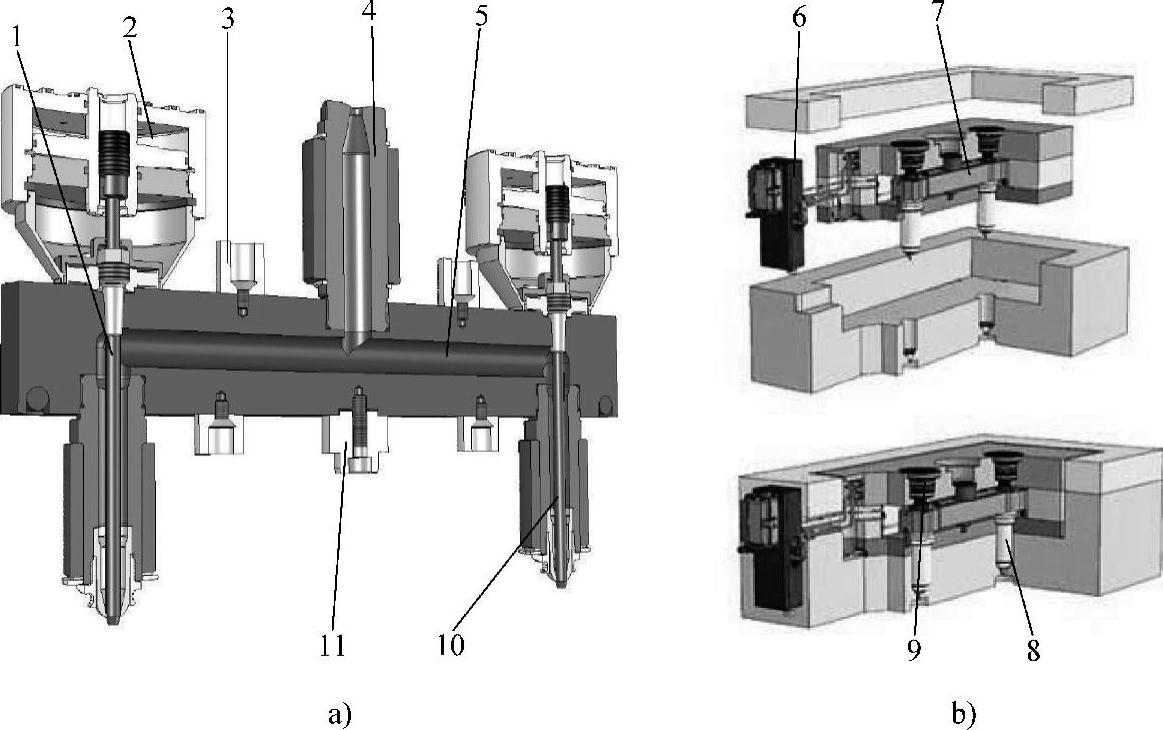
图3-43 阀式热流道板
a)气缸驱动阀式热流道板 b)阀式热流道板装配结构
1—阀针 2、9—气缸 3—绝热垫块 4—主流道衬套 5、7—热流道板 6—接线盒及气嘴 8、10—热流道喷嘴 11—中心绝热垫块
6.阀式热流道板
阀式喷嘴使用的流道板称为阀式热流道板,它与板式热流道板类似,区别在于热流道板上方带有阀针驱动装置(如弹簧、气缸、液压缸等),阀针驱动装置通常安装于定模模板上,如图3-43所示。
电驱动阀式热流道板如图3-44所示,其工作原理是由伺服电动机1提供动力,经齿轮传动机构带动驱动轮2转动,再通过同步传动带9驱动滚珠丝杠转动,使固定在同步板上的滚珠丝杠螺母上、下移动,从而使同步板上、下移动。由于阀式喷嘴的阀针固定在同步板上,因此会随同步板上、下移动,完成阀式喷嘴的开启或关闭动作。
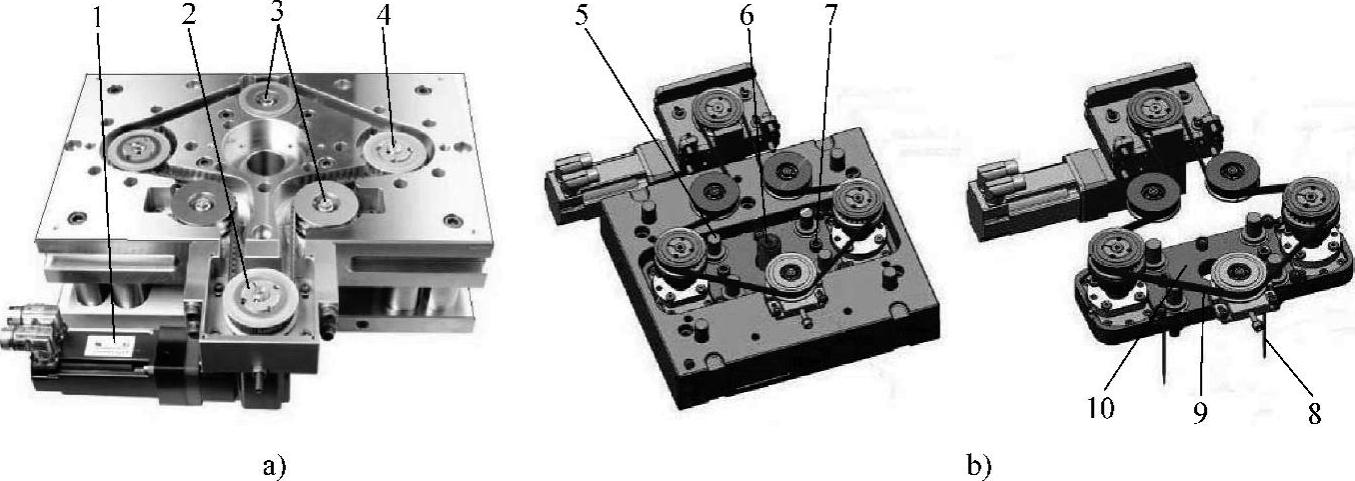
图3-44 电驱动阀式热流道板
a)电驱动热流道板 b)阀针电驱动装置
1—伺服电动机 2—驱动轮 3—张紧轮 4—滚珠丝杠传动轮 5—同步板导向装置 6—主流道喷嘴 7—阀针固定栓 8—阀针 9—同步传动带 10—同步板
7.特殊结构热流道板
生产不同制品的多型腔注射模和大型复杂制品的多点注射模,同一副模具中有可能需使用不同尺寸、长度,甚至不同种类的喷嘴,以满足各型腔的填充要求或流道各个分段有不同的压力降要求,此时就会采用各种特殊结构的热流道板,如图3-45所示。
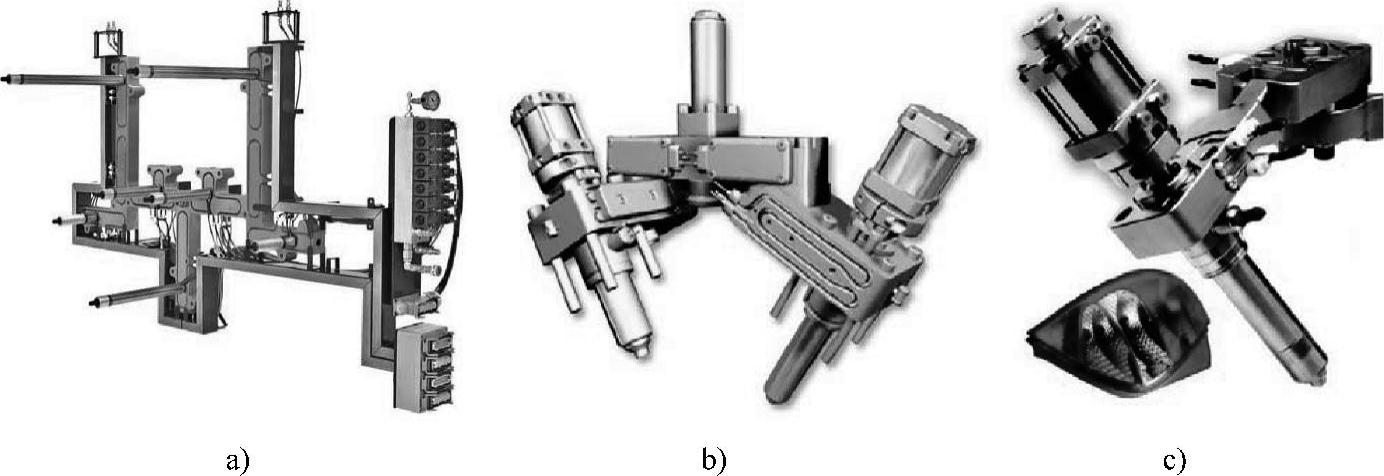
图3-45 特殊结构的热流道板
a)用于大型塑件的热流道板 b)角度热流道板 c)用于多色注射的热流道板
8.热流道板的选用
选用热流道板时,其形状取决于模具型腔的布局、数量和注料浇口的位置。为了达到各注料浇口的熔体流动平衡,热流道板的结构形状还会随之发生改变。热流道板的形状还与塑料制品的原料种类、热流道喷嘴的类型、热流道板的加热方式、达到流动平衡的方式、加热区划分、加热元件和主流道杯类型等因素有关,模具设计和产品生产时,应按实际生产情况加以合理选用。
热流道板的参数主要有流道的长度和直径,可以以流道体积来间接确定流道的长度和直径。流道板的参数选择需考虑以下指标:
1)结构。型腔或注射点的分布和数目。
2)成型加工指标。允许的压力降,一般小于350MPa;流动速率和剪切应力也有要求。
3)物理指标。允许熔体在流道里停留的时间,指流道内熔体完全清除所需的时间;或熔体在成型温度下的停留时间,它等于塑料降解时间的10%~20%。
流道板参数的选择经常存在矛盾,从允许的压力降考虑,要求流道直径较大,至少应大于等于6mm;为了减少流道存料,避免熔体在流道内停留时间过长,应选择较小的流道直径。流道板参数的选用可参照以下原则:
1)对于小型塑料制品,流道直径一般应小于10mm,否则熔体停留时间过长;对于大型塑料制品,外加热流道板的流道直径可达到16mm。
2)对于热敏性和需快速更换塑料的情况应选择小的流道直径。
3)对于流动性差、有高L/g(流径/制品质量)值、对剪切敏感的塑料制品,需要较高的注射压力,应选择大的流道直径。
4)流道板内流道直径用流变学平衡方法计算时,应精确到0.1mm之内。
5)流道内的压力损失和温度升高,与流道直径有很大关系,由数值模拟可知,热流道系统的压力损失为25%~30%,比冷流道低些;直径为8mm的流道的压力损失比直径为6mm的低40%~60%,它与注射速率、塑料的种类有关。高的注射速率会使流道内的熔体温度明显升高,对PC塑料来说,直径为6mm的流道的温升就能使它发生热降解。
选用热流道板的材料时,要求材料能承受高的表面压力,以防止高温下热流道板与喷嘴接触面发生粘结。通常可选用强韧的合金钢或渗碳钢制造。由于外热式热流道板的工作温度较高,其钢材应选用具有中等以上耐热程度的热作钢。生产具有化学腐蚀性的塑料(如PVC)制品时,应选用耐蚀钢制造流道板,且流道应进行镀铬处理。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。