



精密塑件通常采用高速高压注射成型工艺,排气速度要求很高,因此,精密注射模的排气系统设计显得更为重要。排气槽是充模时型腔内气体排出的必备通道,良好的排气可防止精密塑件产生气体烧伤或填充不足的缺陷。
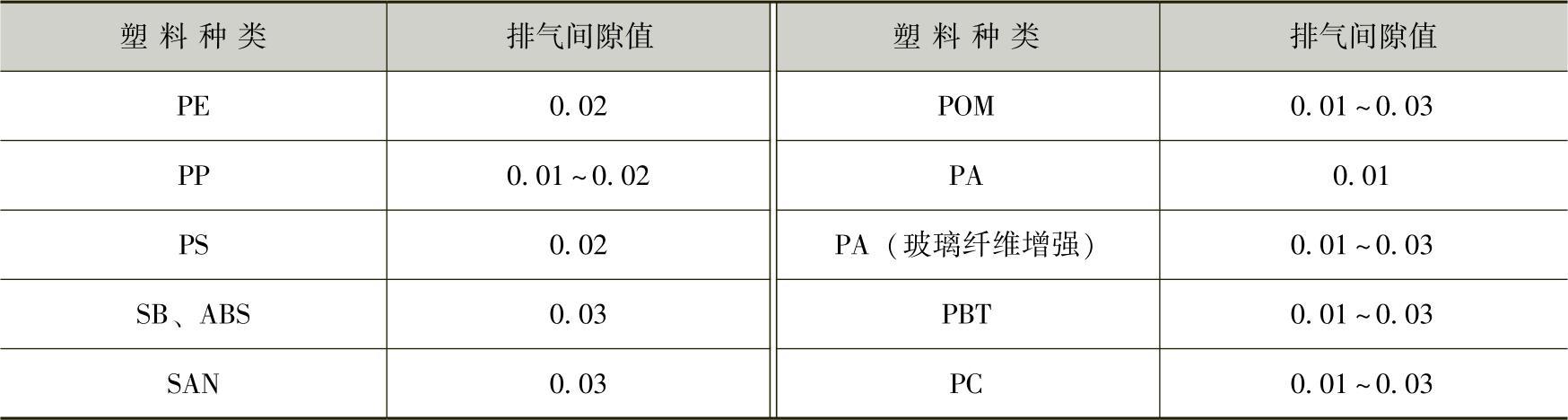
精密注射模通常利用分型面上专门设置的排气槽或镶块、型芯或顶杆等模具零件的配合间隙进行排气。排气间隙一般控制在0.01~0.03mm,不同塑料材质的排气间隙各有区别,见表4-5。
表4-5 各种塑料材料的排气间隙 (单位:mm)
精密注射模的排气槽结构如图4-11所示,它由排气间隙和快速排气通道两部分组成,排气间隙的宽度通常取2~4mm,快速排气通道的宽度为3~5mm,深度可取0.5mm。
如图4-12所示,排气槽的开设位置通常在分型面上,且位于熔体充模流动的最远端(图4-12a);在多型腔精密模中,排气槽沿型腔周围开设,构成排气道网络,以便于快速排气(图4-12b)。除在分型面上开设排气槽外,还可在推杆或成型镶块的配合间隙处开设排气槽,将排气通道延伸到模外(或与大气相通),如图4-13所示。对于罩壳形塑件,顶部无法利用推杆或镶块配合间隙排气时,可在适当位置专门设置粉末冶金烧结成形的多孔性排气镶块,以实现型腔的快速排气,如图4-14所示。
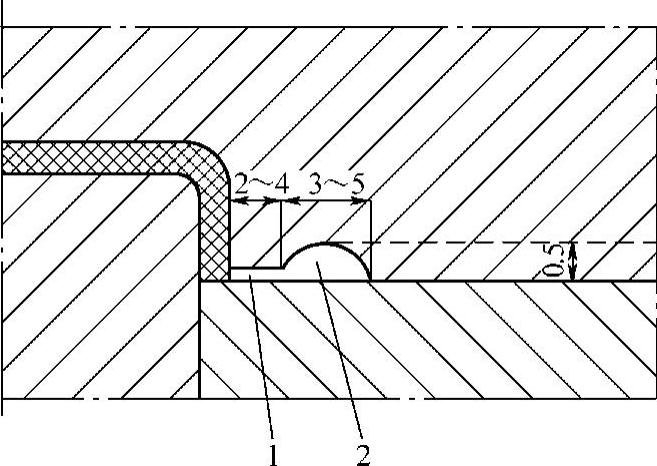
图4-11 排气槽结构
1—排气间隙 2—快速排气通道
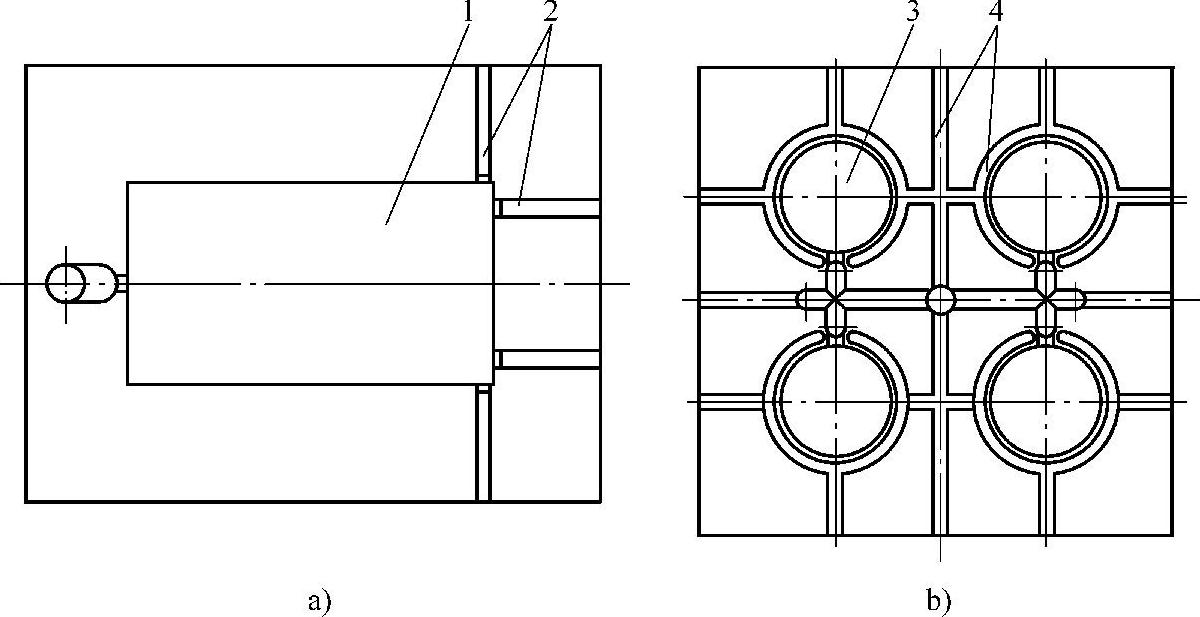
图4-12 分型面上的排气槽(https://www.xing528.com)
a)矩形型腔的排气槽 b)一模四腔的排气槽
1、3—型腔 2、4—排气槽
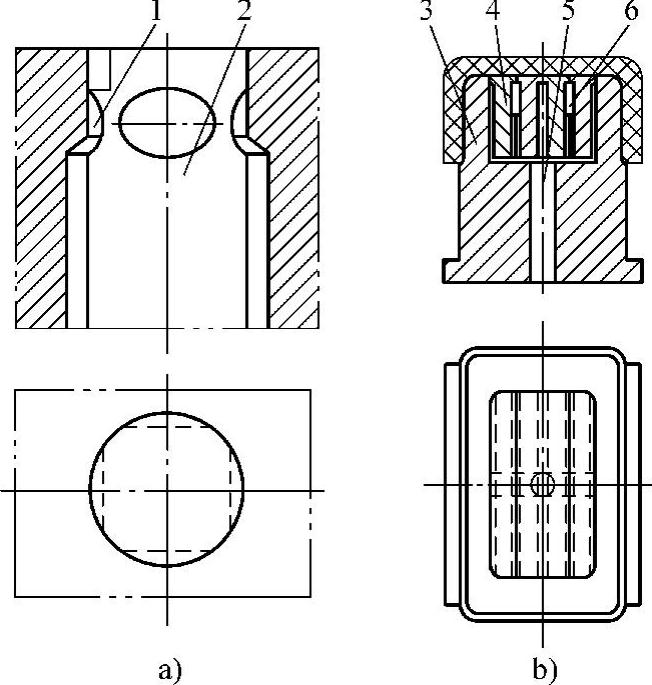
图4-13 其他形式的排气槽
a)推杆上开设排气槽 b)成型镶块上开设排气槽
1、6—排气槽 2—推杆 3—成型镶块 4—排气镶块 5—排气孔
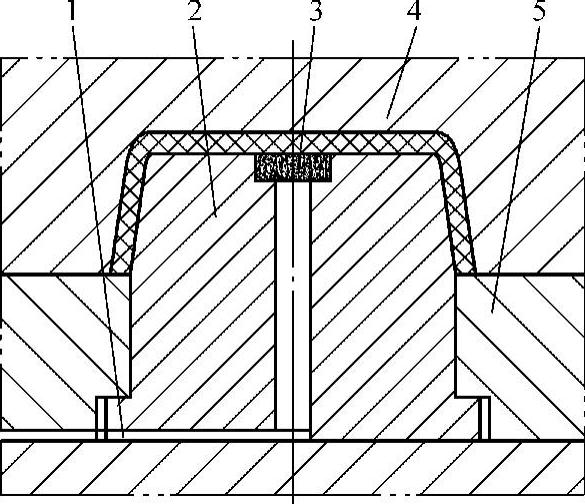
图4-14 多孔性排气镶块排气方式
1—排气通道 2—型芯 3—多孔性排气镶块 4—型腔 5—型芯固定板
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。