



1.精密塑料模具用钢
要获得优良的精密塑料模具,最主要的是要选择合适的模具材料,并制订出合理的热处理要求。精密注射模的成型零件一般选用合金工具钢制造,经热处理后具有高硬度,或采用预硬钢、易切削钢和高精度、镜面塑料模具钢,以保证模具制造精度,并保持模具精度的长期稳定。
常用的精密塑料模具钢材的种类很多,其性能特点和应用场合存在差异,选用时应依据树脂种类、模具寿命、模具加工精度要求、成型加工方法等因素,加以合理选用。
(1)镜面加工用模具材料 光盘、光学透镜和高透明性塑料制品的模具,其成型零件应选用镜面模具钢。这类模具钢要求用真空熔炼、电渣重熔等特殊熔炼方法制成,不应夹带非金属杂质,显微组织应均匀致密,基体硬度高。常用的镜面模具钢种类有:YAG、HPM38、HPM17、HPM50;瑞典ASSAB公司的OPTIMAX;日本大同公司(DAIDO)的PAK90;德国龙记公司的LKM2316ESR等。
镜面模具钢进行镜面研磨时,必须使用高效的金刚石粉研磨膏。氧化铬和氧化铝等材料不但效率较差,而且容易镶嵌在模具材料中,容易产生气孔。研磨时不宜用力过度,否则易产生橘皮纹表面,应特别注意。电火花加工、线切割加工所形成的变质层,可用研磨法彻底去除。不同模具材料的镜面加工性能如图4-35所示,由于模具材料在表面抛光加工时,通常由后道工序所用磨料抛光去除前道抛光工序留下的痕迹,即抛光时最终一道抛光工序所用磨料标号数值越大(磨粒越细),研磨出的表面痕迹越细,即表面质量越好。由图4-35可知,YAG硬度在50HRC条件下可用14000号磨料研磨抛光达到镜面,其镜面抛光性能最好。
1)精密光学透镜用YAG(马氏体时效硬化钢)。在精密塑料模具材料中,YAG的镜面加工性最好,特别适合于光学透镜用模具材料。
2)耐蚀镜面加工用HPM38。HPM38具有与光盘用模具材料抛光相对应的镜面加工性,无需镀铬。
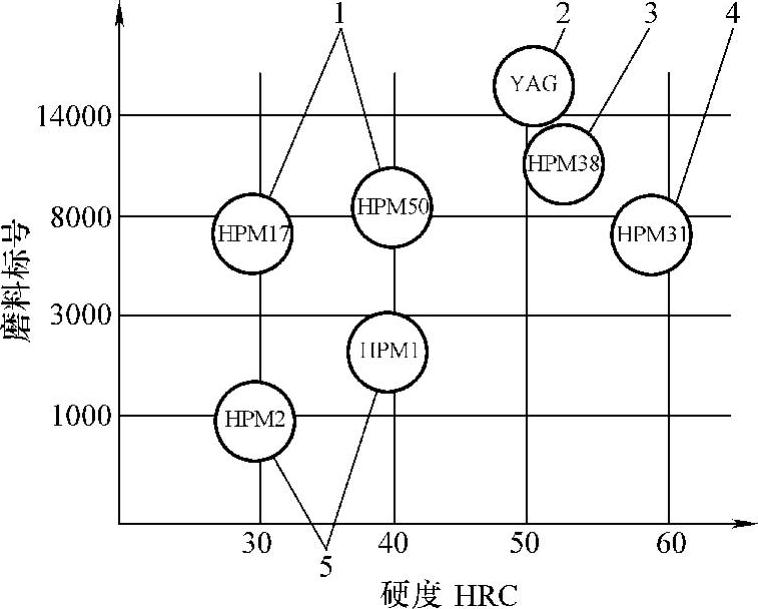
图4-35 模具材料镜面加工性能比较
1—镜面和纹饰面用钢 2—光学透镜和高韧性用钢 3—耐蚀与镜面用钢 4—精密热处理和耐磨用钢 5—普通汽车和民用电器制品用钢
3)普通镜面加工用预硬化钢HPM17、HPM50。HPM17预硬化硬度为38HRC,HPM50预硬化硬度为40HRC,它们适用于电器的透明防尘罩、汽车尾灯等普通透明制品的模具材料。
4)光学级镜面钢OPTIMAX。OPTIMAX钢出厂时,硬度应退火至215HBW,具有极高的纯度及镜面加工性,耐蚀防酸能力极佳,热处理变形小,特别适用于防酸性高的镜面模和光学透镜模。
5)日本大同特殊钢PAK90。PAK90出厂时预硬化至30~33HRC,具有极佳的耐蚀、耐磨及高镜面特性,适用于精密塑料模和高镜面度模具。
6)龙记LKM2316ESR。它出厂时预硬化至27~31HRC,具有极佳的耐蚀性以及高镜面特性,适用于要求表面粗糙度值低及防酸性高的模具。
(2)耐蚀性模具材料 成型加工中,树脂会分解出腐蚀性气体,如PVC分解出的氯气,阻燃性树脂的氯、溴等卤族和磷化合物,ABS的加硫剂,POM的甲酸和甲醛,低发泡树脂的氨和一氧化碳等,对模具均有腐蚀作用,模具需要使用耐蚀钢或作防腐蚀处理。
早期模具多采用镀硬铬来抗腐蚀,但对卤素气体的耐蚀能力差,且易产生镀层气孔裂纹,而且由于局部电蚀作用,反而会促使模具材料的镀层界面发生腐蚀,从而导致铬层迅速剥离。因此,必须使用本身具有高耐蚀性的模具材料。
耐蚀模具钢种类有日本的PSL、HPM38,ASSAB公司的S136、S136H、S336,龙记公司的LKM2316A、LKM2316等。(https://www.xing528.com)
1)PSL、HPM38由于具有耐蚀性,最适宜作为ABS、PVC、橡胶等的成型模具材料。
2)S136出厂时退火后硬度达215HBW,S136H出厂时预硬至29~33HRC,它们具有抛光性能好、抗锈防酸能力极佳和热处理变形少的特点,适宜作为PVC、PP、EP、PC、PM- MA等塑料的成型模具材料,以及食品工业机械构件的成型模具材料。
3)S336为特殊时效不锈钢,出厂时固溶处理后的硬度约为32HRC,耐蚀性极佳,通过简单的时效处理,硬度可提高至50HRC,并能保持尺寸稳定,焊接性能良好,适于作为高蚀性塑料的成型模具材料,多用于医疗和食品工业。
4)LKM2316A出厂退火至230HBW,可加硬至52HRC,LKM2316出厂预硬至27~31HRC,它们耐蚀性极佳,适宜作为高酸性塑料的成型模具材料。
(3)具有耐磨性的模具材料 塑料制品常需添加各种增强或填充材料,如集成电路封装、尼龙齿轮等零件常用玻璃纤维增强;用于电磁屏蔽的导电性塑料常用金属纤维增强;塑料磁铁常与铁酸盐磁铁复合化;以及其他各种填料(如滑石粉、云母、木粉、石棉纤维等)填充的塑料制品,均要求模具具有良好的耐磨性,应使用具有高耐磨性的模具材料。
常见的耐磨模具钢有日本的HPM31、HAP;瑞典ASSAB公司的VANADIS 10、CALMAX635;日本大同公司的NAK55、NAK80等。按模具钢的耐磨性从低到高进行排序,其顺序为:S50C→SCM440→HPM2→HPM1→DAC→HMD1→HPM31→SLD→YXM1→HAP。钢材耐磨性的高低,完全取决于材料中碳化物的种类及其含量。上述用于精密塑料模具的耐磨钢主要有HPM31、SLD、YXM1和HAP(粉末冶金高速钢)等。
1)HPM31通常作为超大批量生产用高耐磨塑料模具钢使用。原来在集成电路封装模、录像带盒和插接件等超大批量生产模具中使用的SKD系列模具钢存在镜面抛光性差、热处理变形不稳定等缺点。
2)HAP系列高硬度、高韧性粉末冶金高速钢是大批量生产用极好的模具材料,它具有良好的镜面加工性、电火花加工性和纹饰加工性;良好的磨削性和切削性;材料几乎没有方向性,热处理变形均匀,且在现有工具钢中,弹性模量最大。
(4)易切削性模具材料(易切削预硬化钢) 在精密模具中,易切削预硬化钢一般不用于制造精密模具的型腔嵌件,但为了保证精密注射模的精度,不宜用普通注射模中使用的S50C、SCM440等软质模具材料制造模板,可用硬质的HPM1(预硬化硬度可达40HRC)或HPM2(预硬化硬度可达32HRC)制造模板。
另外,精密注射模有很多细小的推杆(1mm左右),必须正确安装,嵌件和模板的接合面应保证精度,因此,模板材料的易切削性、加工面粗糙度值的高低都非常重要。
(5)其他精密塑料模具材料 精密注射模除上述常用材料外,还会使用HPM50、YHD50、ZX10、Viking和ELMAX等模具材料。HPM50(硬度为40HRC)具有精密纹面加工性(可用电火花加工表面代替腐蚀加工纹面)、一般镜面加工性和加工面一致性极好的特点,适于制造精密注射模具。YHD50是非磁性高硬度模具钢(硬度为40~45HRC),适用于磁性塑料制品的成型。ZX10为铜系合金模具钢,其热导率超过铁系模具钢的5倍,适用于制造成型周期短、高速注射用精密注射模。Viking是瑞典ASSAB公司的高合金油冷、气冷硬化模具钢,具有良好的热处理尺寸稳定性,尺寸变化极小,良好的机械加工性,极佳的韧性和耐磨性,常用硬度范围为52~58HRC,出厂后硬度为225~250HBW。ELMAX也是瑞典ASSAB公司的高铬-钒-钼合金钢,它通过粉末冶金制造成形,具有高耐磨性、高抗压强度、高耐蚀性和良好的尺寸稳定性。ELMAX出厂状态为退火态,硬度约为240HBW,适用于玻璃纤维增强的工程塑料制品(如IC封装、连接器、开关、电阻等电子器件)的注射成型,此类精密模具须兼顾耐磨性与耐蚀性。
2.模具材料的性能比较
各种模具材料在选用时应考虑其强度、耐磨性、耐蚀性、切削加工性、镜面和纹饰加工性、焊接性等多方面的性能要求,因此,对各种模具材料性能的比较有助于直观地了解不同材料的特点,以方便选用。常用精密模具材料的性能比较见表4-9。
表4-9 常用精密模具材料的性能比较

注:A为最优,C为最差。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。