



1.切削用量
滚刀转速的确定需考虑工件的材料、大小、滚刀和滚齿机的刚度,还应注意滚切齿数少的齿轮,特别是用多头滚刀滚切少齿数齿轮时,机床分度蜗杆的转速将很高,因此,滚刀转速应限制在滚齿机分度蜗杆的极限转速之内。滚刀转速n0与切削速度v的关系为
式中 n0——滚刀转速(r/min);
v——切削速度(m/min);
da0——滚刀外径(mm)。
切削速度v与进给量f的选用,应当以保证工件质量、提高生产率、延长滚刀寿命为前提,根据机床、工件、刀具系统的刚度、工件的模数、齿数、材料及精度要求综合考虑。
1)选用较慢的切削速度可使滚刀磨损减小,但切削高硬度齿轮时,进给量过小反而不好。
2)采用大进给量比采用高切削速度对提高滚刀的耐用性更有利,但加工面粗糙度值大。
3)切削速度高时,进给量越小则加工面表面粗糙度值越小。
4)粗加工齿轮采用较小的切削速度,较大的进给量。对于精度高、模数小、工件材料硬的齿轮,宜采用高切削速度、小进给量。
5)滚齿机的刚度对滚刀寿命的影响很大。
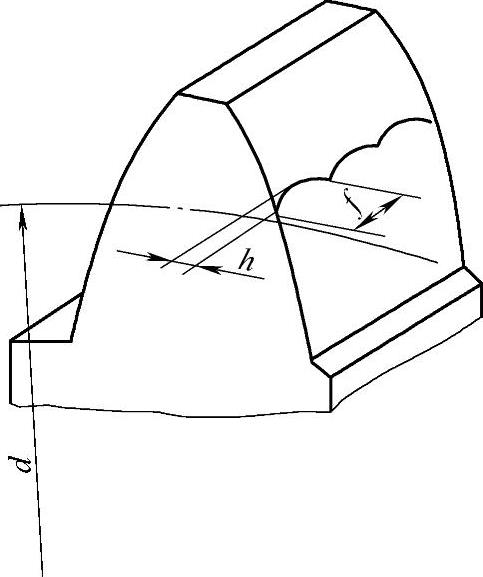
图13-10 齿面的波痕
轴向进给量和滚刀直径是进给刀痕深度h(μm)的决定因素。由滚切所产生的齿面的波痕高度hf(μm)的计算如下(见图13-10):
齿根处 h≈f2/4da
齿面上 hf≈(f2/4da)sinα
式中 f——轴向进给量(mm/r);
da——滚刀直径(mm);
α——压力角(°)。
齿面轴向进给刀痕深度与滚刀直径成反比,与进给量的平方成正比。精滚时,进给量要受到限制。精滚齿时要增大进给量,必须加大滚刀直径。另外,对于斜齿轮,轴向进给量是f时,则齿向方向进给量为f/cosβ。所以,螺旋角越大,就越要减小进给量f。
采用高性能高速钢普通滚刀,每天工作8h,最大磨损宽度约0.4mm的经济切削速度如图13-11所示。
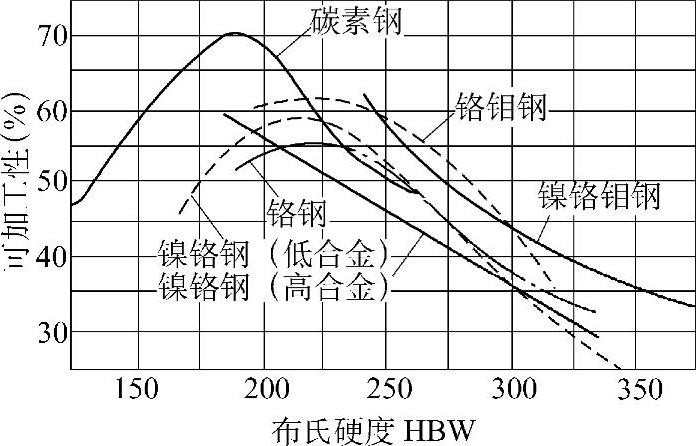
轮坯材料可加工性如图13-12所示。
普通高速钢滚刀切削45钢齿轮常用切削用量见表13-21。
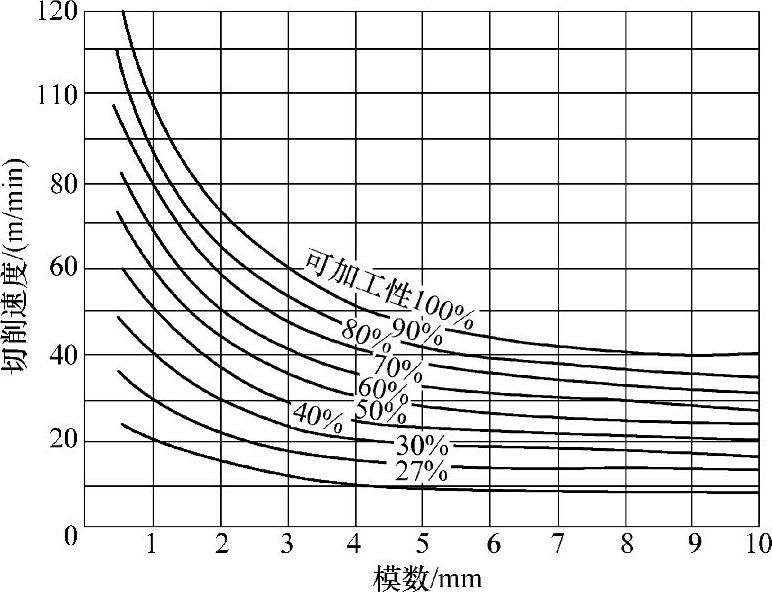
图13-11 按齿坯可加工性和模数选取切削速度
 (https://www.xing528.com)
(https://www.xing528.com)
图13-12 按材料布氏硬度确定材料可加工性
表13-21 普通高速钢滚刀切削用量

滚切不同材质的齿轮的切削速度可参考表13-22。
表13-22 滚切不同材质的齿轮时切削速度 (单位:m/min)

滚切不同材质的齿轮时的进给量可参考表13-23。
表13-23 滚切不同材质的齿轮时的进给量 (单位:mm/r)

大批量生产时应根据上述切削用量,通过试验获得经济的切削速度和进给量。
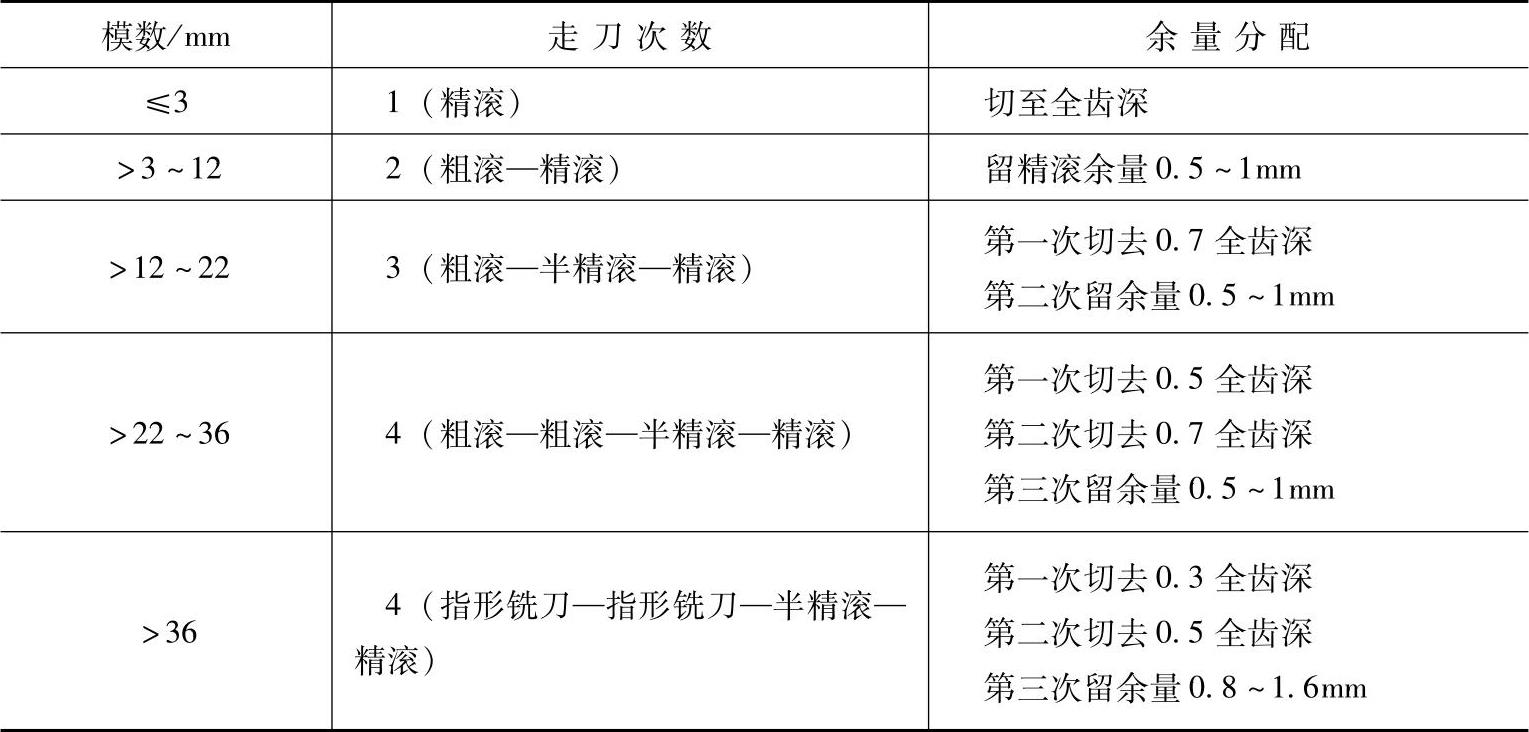
滚齿时的滚切余量可按表13-24分配。
表13-24 滚切余量分配表
使用硬质合金滚刀刮削硬齿面齿轮时的刮削留量见表13-25。
表13-25 硬齿面齿轮的刮削留量 (单位:mm)

2.切削液的选用
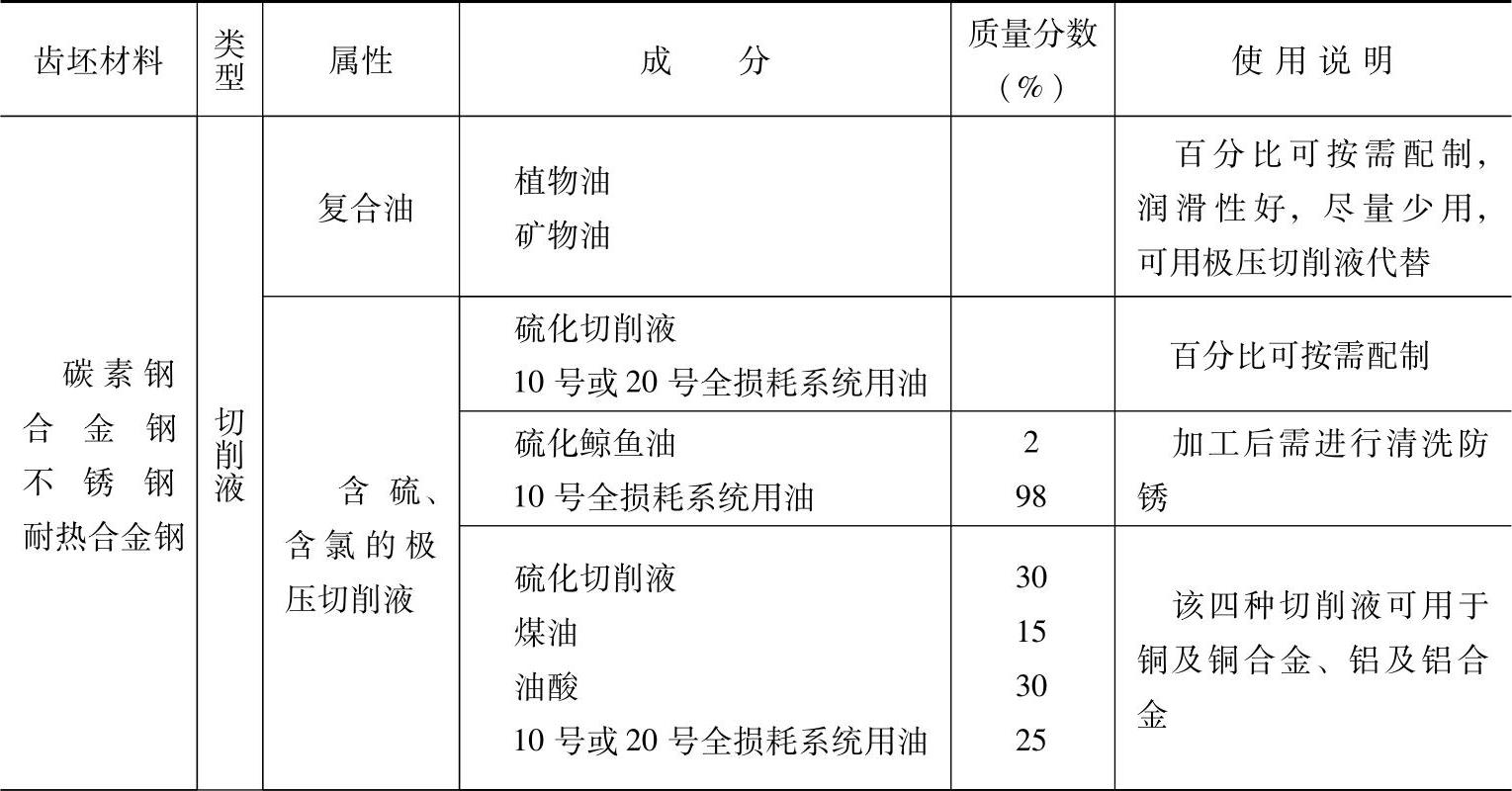
滚齿时,为了提高滚刀耐用度和冷却效果,降低齿面粗糙度,应向切削区直接浇注切削液,其流量为8~10L/min。用高速钢滚刀滚切不同材料的齿轮时,切削液可按表13-26选用。
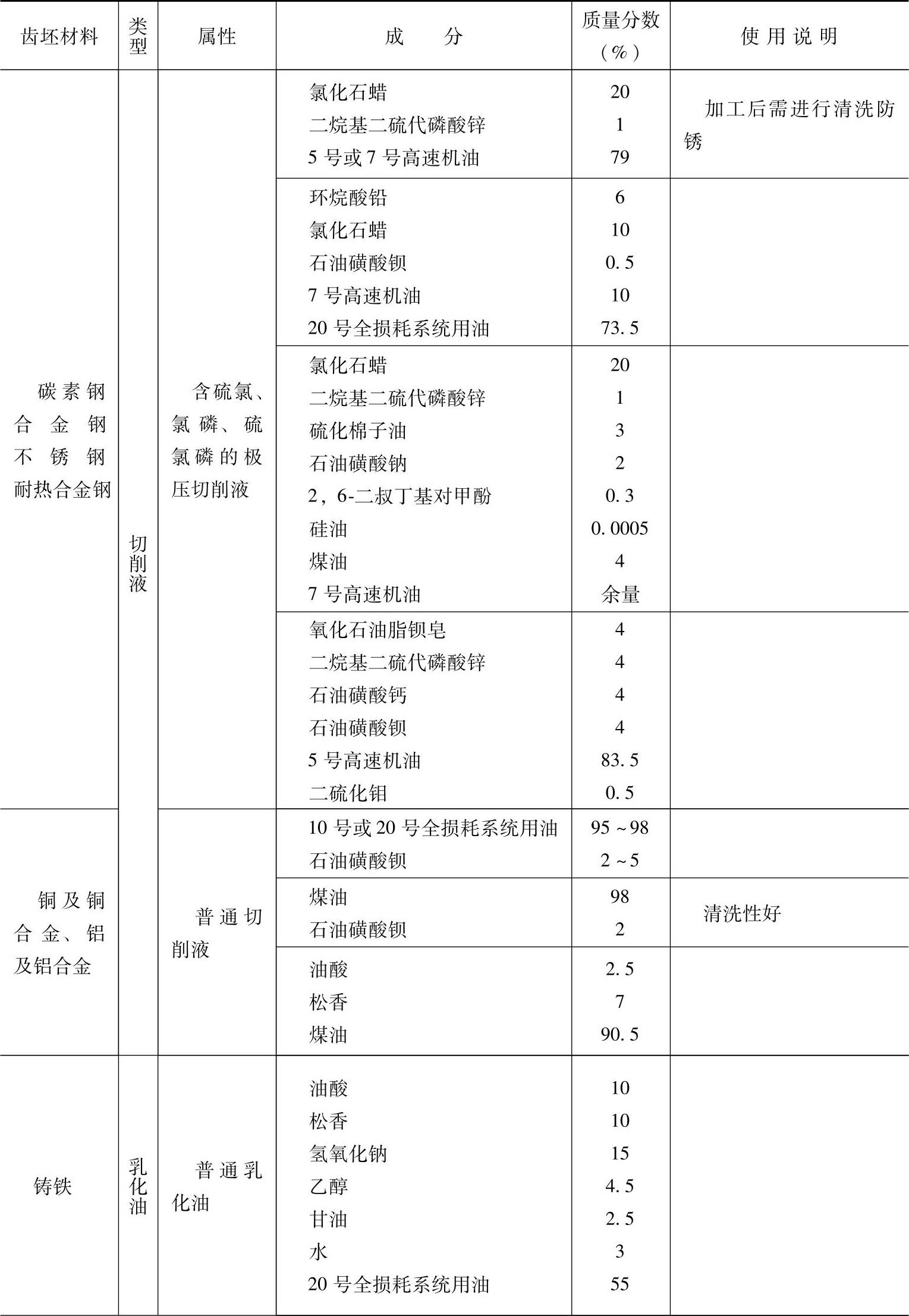
表13-26 高速钢滚刀滚齿时切削液选用表
(续)
(续)
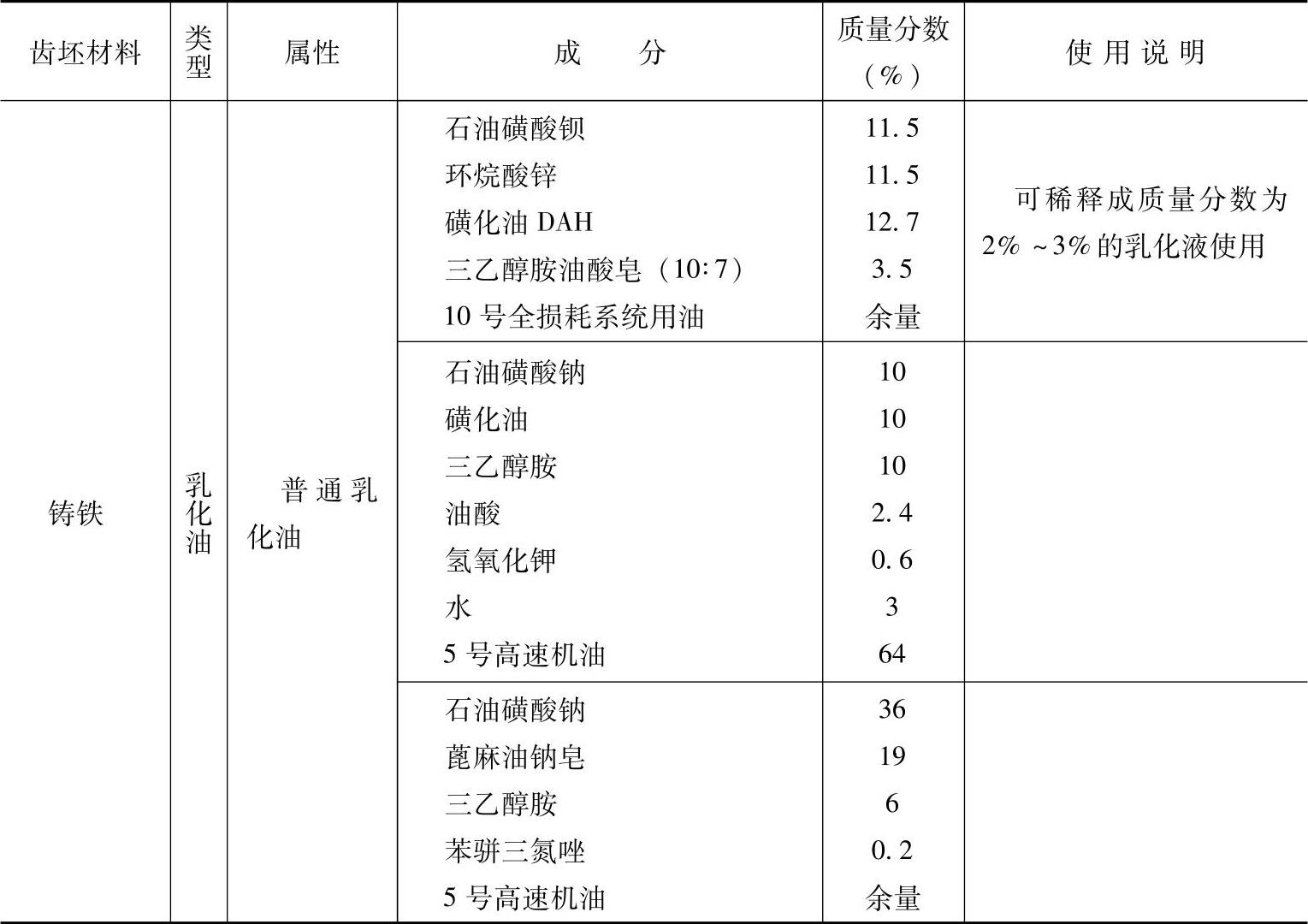
注:滚切铸铁齿轮可不用切削液。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。