



【摘要】:1)对于非渗碳淬火齿轮,余量可以较小。2)具有渗碳淬火变形控制或补偿措施时,余量可以减小。3)斜齿轮的磨齿余量应比直齿轮取大一些。6)螺旋角、齿宽均较大的渗碳淬火轴齿轮,要考虑预切齿时的螺旋角修正。
1.磨齿余量的形式
由于粗切齿工序有较大的误差,以及热处理变形产生的误差,所以为了在磨齿时能把齿面全部磨光,必须有适当的磨齿余量。
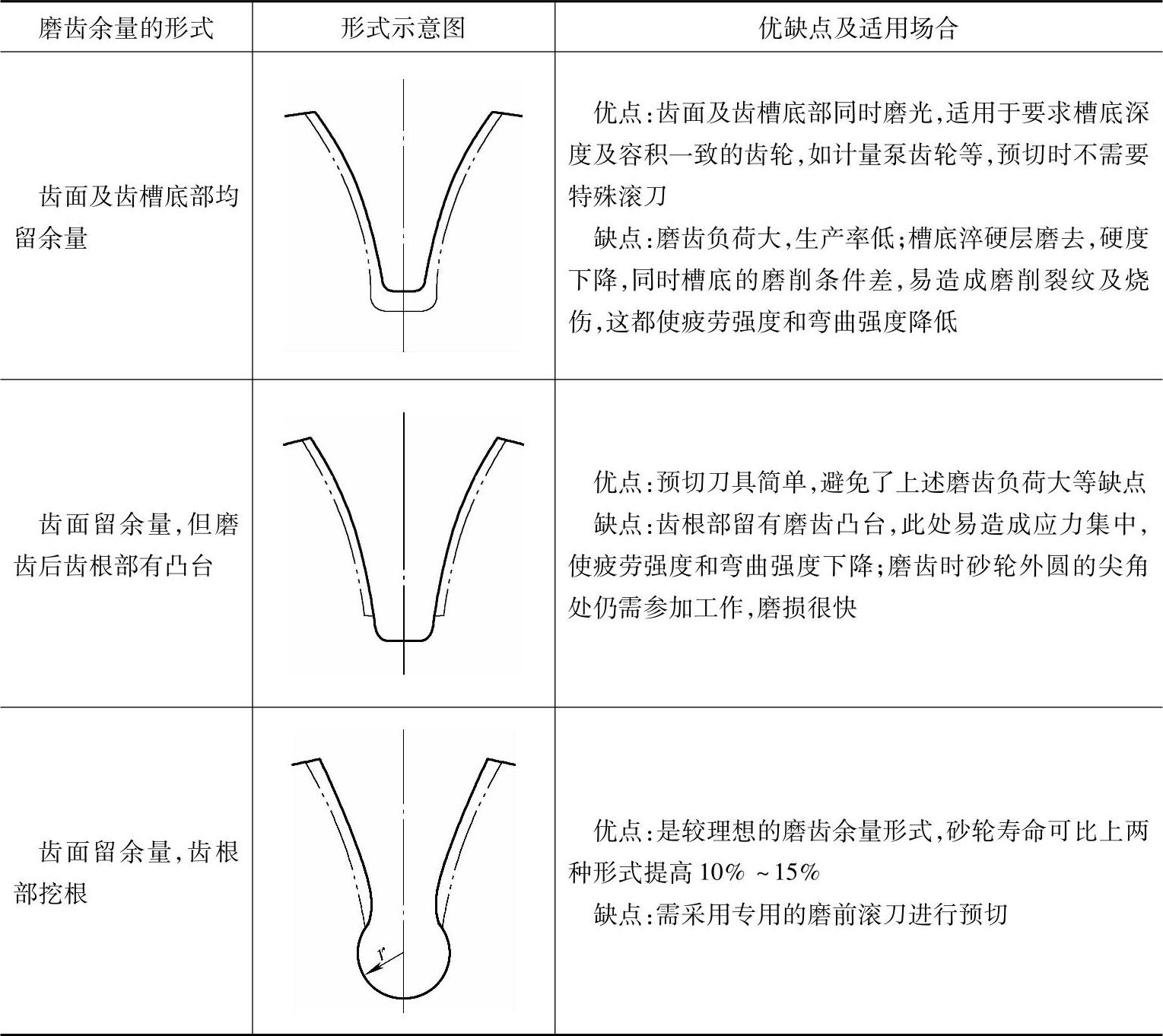
根据被磨齿轮的技术要求和磨齿工艺的实际需要,磨齿余量一般有表13-73所示的三种形式,其优缺点及适用场合也列于表中。
表13-73 磨齿余量的形式
2.磨齿余量的选择
磨齿余量应尽可能小,这样不仅有利于提高磨齿生产率,而且可减小从齿面上磨去的淬硬层厚度,提高齿轮承载能力。当预切齿轮误差和热处理变形过大时,虽可选用较大的磨齿余量,但它们使被磨齿轮上各个齿面的磨削余量不均匀,一般有表13-74所列的几种情况。
表13-74 磨削余量不均匀的几种情况
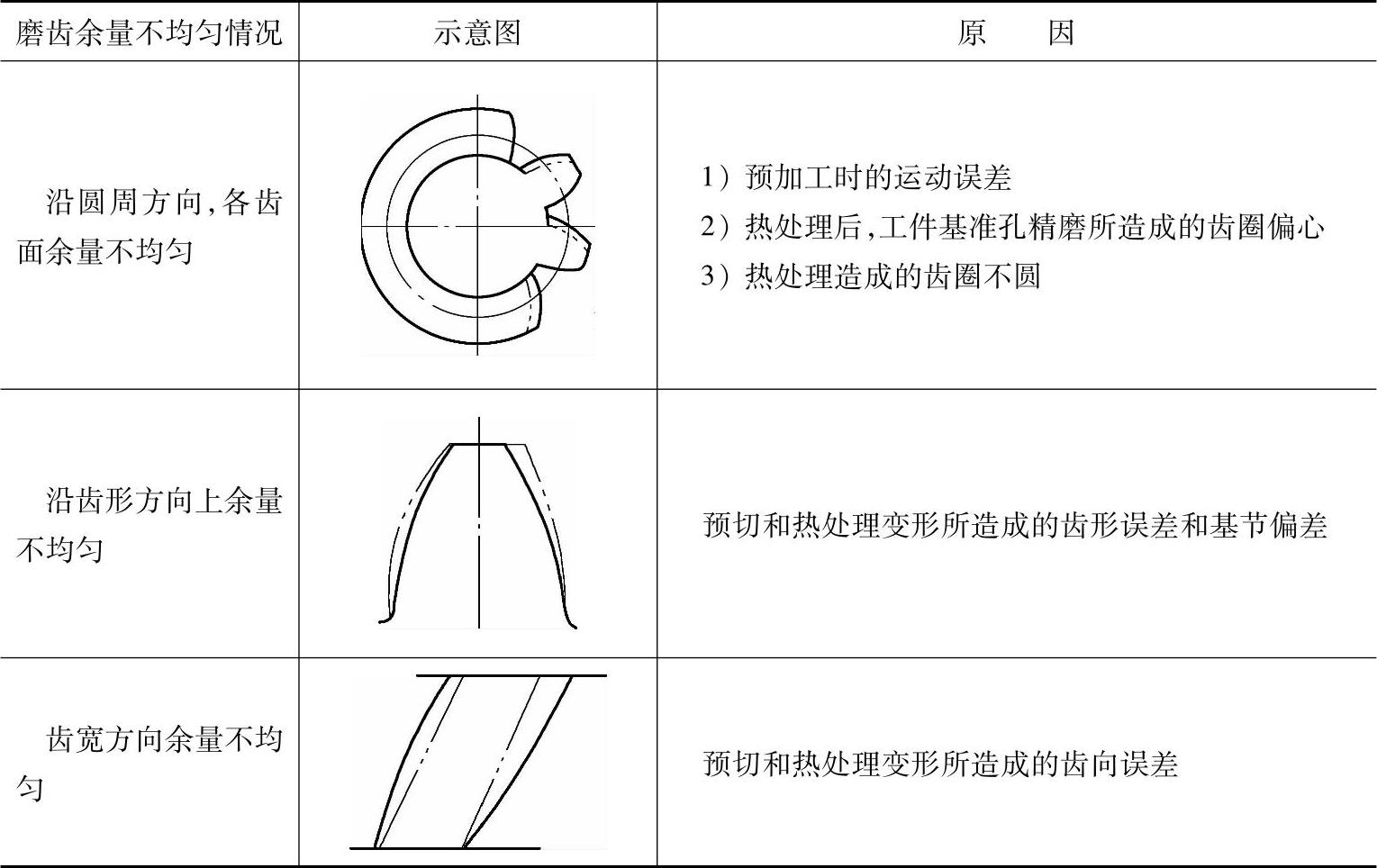
表13-75是普通渗碳齿轮的磨齿余量概略值,这些数值只能作为制定磨齿工艺时的参考,磨齿余量的合理数值,应根据齿轮规格、结构形式和材料,齿坯精度(包括磨前齿轮的基准孔精度和齿部精度),热处理变形情况等决定。以下经验供参考。(https://www.xing528.com)
表13-75 磨齿余量表(公法线余量) (单位:mm)
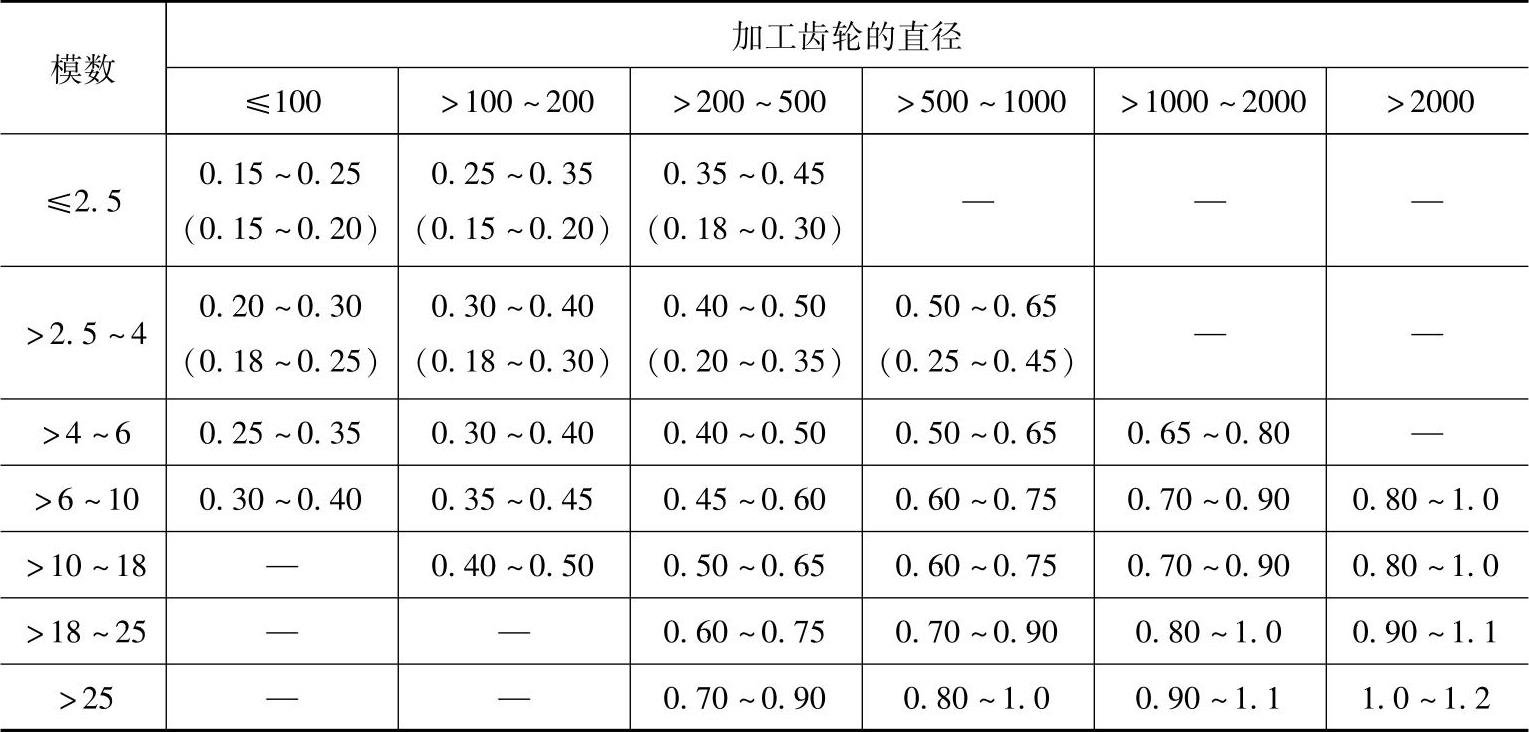
注:括号中的数值用于有效渗层不深(例不大于模数的0.2倍),变形控制措施得力,预切精度较高的齿轮生产时参考。
1)对于非渗碳淬火齿轮,余量可以较小。
2)具有渗碳淬火变形控制或补偿措施时,余量可以减小。
3)斜齿轮的磨齿余量应比直齿轮取大一些。
4)对长齿宽的工件,余量要相应大些。
5)预切精度较差时,余量要大些。
6)螺旋角、齿宽均较大的渗碳淬火轴齿轮,要考虑预切齿时的螺旋角修正。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。