



在数控车床上加工零件,应按工序集中的原则划分工序,在一次装夹下尽可能完成大部分甚至全部表面的加工。根据零件结构形状的不同,通常选择外圆装夹,并力求使设计基准、工艺基准和编程基准统一。
为了充分发挥数控车床的高速度、高精度、高效率等特点,在数控加工中,还应有与数控加工相适应的夹具迸行配合,以使工件装夹快速、定位准确。数控车床对工件的装夹要求:首先应具有可靠的夹紧力,以防止在加工过程中工件松动;其次应具有较高的定位精度,并便于迅速和方便地装、拆工件。数控车床夹具除了使用通用的自定心卡盘、单动卡盘和在大批量生产中使用自动控制的液压、电动及气动夹具外,还有多种相应的实用夹具。它们主要分为两大类,即用于轴类工件的夹具和用于盘类工件的夹具。
1.轴类零件的装夹
对于轴类零件,通常以零件自身的外圆柱面作为定位基准来定位。
(1)用单动卡盘装夹 由于单动卡盘的四个卡爪是各自独立运动的,因此必须通过找正,使工件的旋转中心与车床主轴的旋转中心重合后才能车削,如图2-10所示。单动卡盘的夹紧力较大,适合于装夹毛坯及断面形状不规则和不对称的较重、较大的工件。
(2)用自定心卡盘装夹 自定心卡盘能自动定心,工件装夹后一般不需要找正,装夹效率比单动卡盘的高,但夹紧力较单动卡盘的小,只限于装夹圆柱形、正三边形、六边形等形状规则的零件,如图2-11所示。如果工件伸出卡盘较长,则仍需找正。

图2-10 单动卡盘

图2-11 自定心卡盘
(3)用两顶尖装夹 对于较长的或必须经过多次装夹加工的轴类零件,或工序较多、车削后还要铣削和磨削的轴类零件,要采用两顶尖装夹,以保证每次装夹时的装夹精度。两顶尖装夹工件方便,不需找正,装夹精度高,但必须先在工件的两端面钻出中心孔。该装夹方式适用于多工序加工或精加工。
用两顶尖装夹轴类零件,必须先在零件端面钻中心孔。中心孔有A型(不带护锥)、B型(带护锥)、C型(带螺孔)和R型(弧形)四种。
用两顶尖装夹工件时需注意的事项:
1)前后顶尖的连线应与车床主轴轴线同轴,否则车出的工件会产生锥度误差。
2)尾座套筒在不影响车刀切削的前提下,应尽量伸出得短些,以增加刚性,减少振动。
3)中心孔应形状准确,表面粗糙度值小。轴向精确定位时,中心孔倒角可加工成准确的圆弧形倒角,并以该圆弧形倒角与顶尖锋面的切线为轴向基准定位。
4)两顶尖与中心孔的配合应松紧合适。
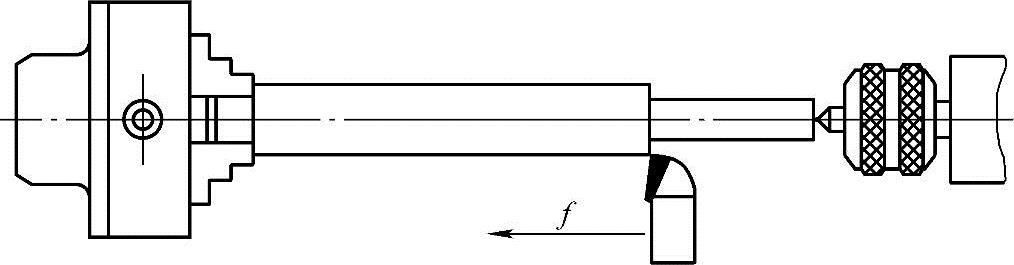
(4)用一夹一顶装夹 由于两顶尖装夹刚性较差,因此在车削一般轴类零件,尤其是较重的工件时,常采用一夹一顶装夹。为了防止工件的轴向位移,需在卡盘内装一限位支承,或利用工件的台阶限位,如图2-12所示。由于一夹一顶装夹工件的安装刚性好,轴向定位准确,巨比较安全,能承受较大的轴向切削力,因此应用很广泛。
 (https://www.xing528.com)
(https://www.xing528.com)
图2-12 一夹一顶装夹
2.盘类零件的装夹
用于盘类工件的夹具主要有可调卡爪式卡盘和快速可调卡盘,其结构和工作原理分别介绍如下:
(1)可调卡爪式卡盘 可调卡爪式卡盘的结构如图2-13所示。每个基体卡座2上都对应配有不淬火的卡爪1,其径向夹紧所需位置可以通过卡爪上的端齿和螺钉单独迸行粗调整(错齿移动),或通过差动螺杆3单独迸行细调整。为了便于对较特殊的、批量大的盘类零件迸行准确定位及装夹,还可按其实际需要,通过简单的加工程序或数控系统的手动功能,用车刀将不淬火卡爪的夹持面车至所需的尺寸。
(2)快速可调卡盘 快速可调卡盘的结构如图2-14所示。使用该卡盘时,用专用扳手将螺杆3旋动90°,即可将单独调整或更换的卡爪5相对于基体卡座6快速移动至所需要的尺寸位置,而不需要对卡爪迸行车削。为便于对卡爪迸行定位,在卡盘壳体1上开有圆周槽,当卡爪调整到位后,转动螺杆3,使螺杆上的螺纹与卡爪上的螺纹啮合。同时,被弹簧压着的钢球4迸入螺杆3的小槽中,并固定在需要的位置上。这样,可在约2min的时间内逐个将卡盘上的卡爪快速调整好。但这种卡盘的快速夹紧过程需另外借助于安装在车床主轴尾部的拉杆等机械机构来实现。
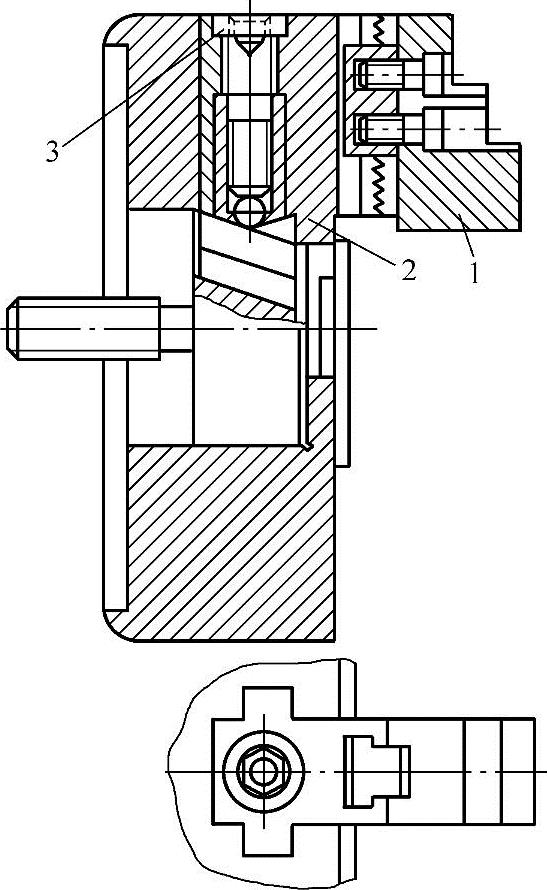
图2-13 可调卡爪式卡盘
1—卡爪 2—基体卡座 3—差动螺杆
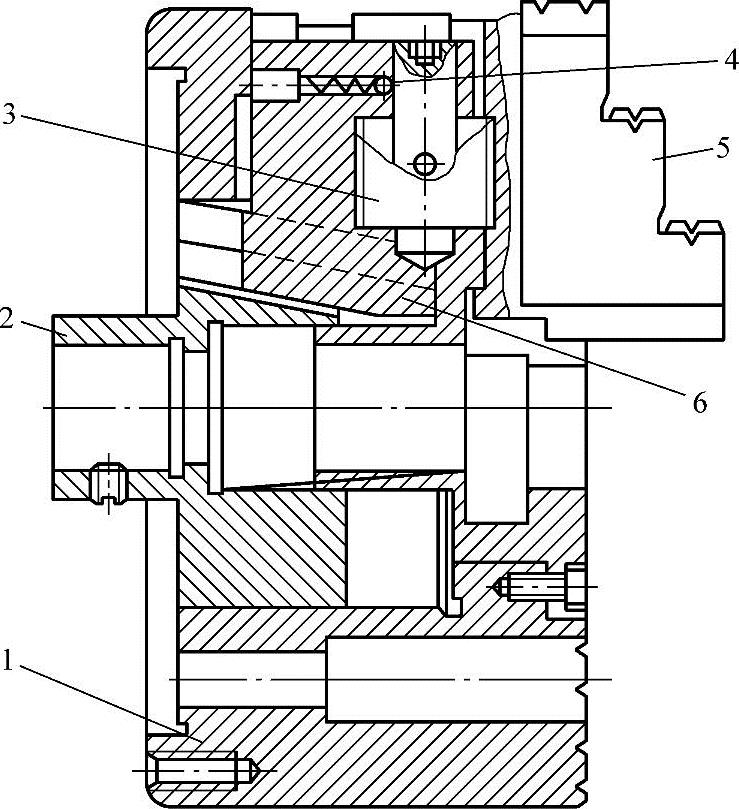
图2-14 快速可调卡盘
1—壳体 2—基体 3—螺杆 4—钢球 5—卡爪 6—基体卡座
快速可调卡盘的结构刚性好、工作可靠,因而广泛用于装夹法兰等盘类工件,也可用于装夹不太长的轴类工件。
数控车削加工中,常采用以下装夹方法来保证工件的同轴度、垂直度要求。
(1)一次安装加工 即在一次安装中把工件全部或大部分尺寸加工完的一种装夹方法。此方法没有定位误差,可获得较高的几何精度,但需经常转换刀架,变换切削用量,尺寸较难控制。
(2)以外圆为定位基准装夹 以外圆为基准保证位置精度时,零件的外圆和一个端面必须在一次安装中精加工后,方能作为定位基准。以外圆为基准时,常用软卡爪装夹工件。
(3)以内孔为定位基准装夹 中小型轴套、带轮、齿轮等零件,常以工件内孔作为定位基准安装在心轴上,以保证工件的同轴度和垂直度。常用的心轴有以下两种:
1)实体心轴。分为小锥度心轴和台阶式心轴两种。小锥度心轴的锥度为1:1000~1:5000。其特点是制造容易,加工出的零件精度较高;缺点是长度无法定位,承受的切削力小,装卸不太方便。
2)胀力心轴。它是依靠心轴弹性变形所产生的胀力来夹紧工件。胀力心轴装夹工件方便,精度较高,应用广泛,但夹紧力较小,多用于位置精度要求较高的工件的精加工。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。