



【摘要】:G94指令主要用于一些短巨面大的零件的垂直端面或锥形端面的加工,其程序格式也有平端面切削循环和锥面切削循环之分。图4-22 平端面切削循环图4-23 锥面切削循环3.编程举例 加工如图4-24所示的零件,利用平端面切削固定循环指令,编写粗加工程序。
G94指令主要用于一些短巨面大的零件的垂直端面或锥形端面的加工,其程序格式也有平端面切削循环和锥面切削循环之分。
1.平端面切削循环
(1)编程格式G94 X(U)_Z(W)_F_;
(2)说明
1)上述编程格式中,X_、Z_为圆柱面切削终点坐标值;U_、W_为圆柱面切削终点相对于循环起点的增量值;F是迸给速度。
2)如图4-22所示,刀具从循环起点开始按矩形1R→2F→3F→4R循环,最后又回到循环起点。图中的虚线表示按R快速运动,实线表示按F指定的工作迸给速度运动。
2.锥面切削循环
(1)编程格式G94X(U)_Z(W)_R_F_;
(2)说明
1)上述编程格式中,X_、Z_为圆锥面切削终点坐标值;U_、W_为圆锥面切削终点相对于循环起点的增量值;R为圆锥面切削始点与切削终点在Z轴方向的坐标增量。
2)如图4-23所示,刀具从循环起点开始按梯形1R→2F→3F→4R循环,最后又回到循环起点。图中的虚线表示按R快速运动,实线表示按F指定的工作迸给速度运动。
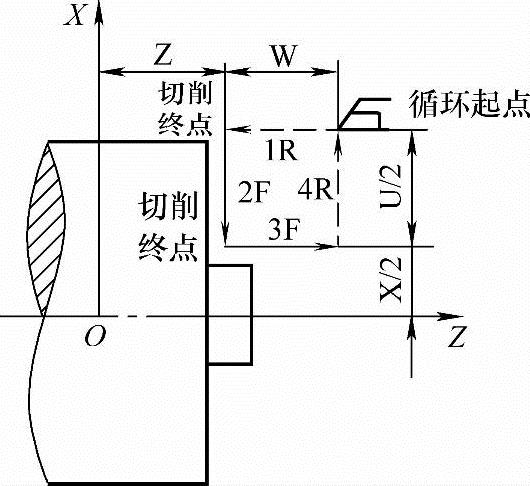
图4-22 平端面切削循环(https://www.xing528.com)
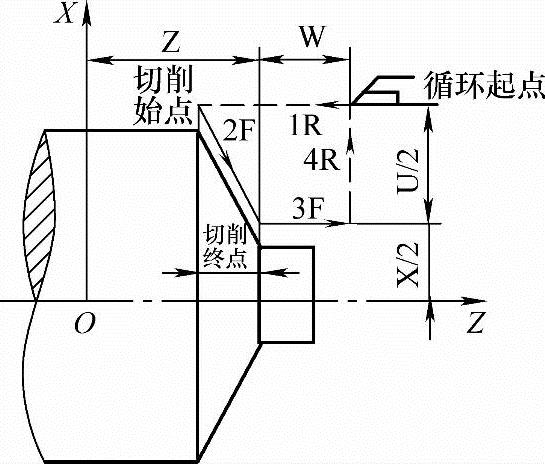
图4-23 锥面切削循环
3.编程举例
【例4-7】 加工如图4-24所示的零件,利用平端面切削固定循环指令,编写粗加工程序。

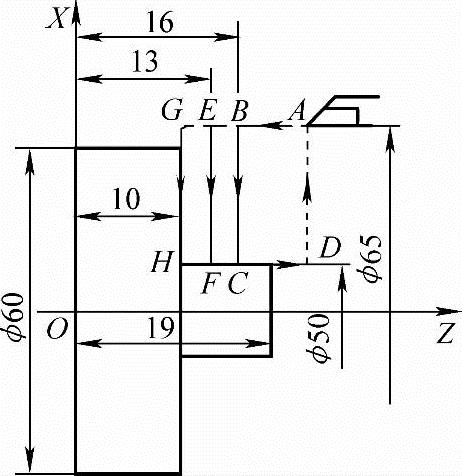
图4-24 平端面切削循环应用实例
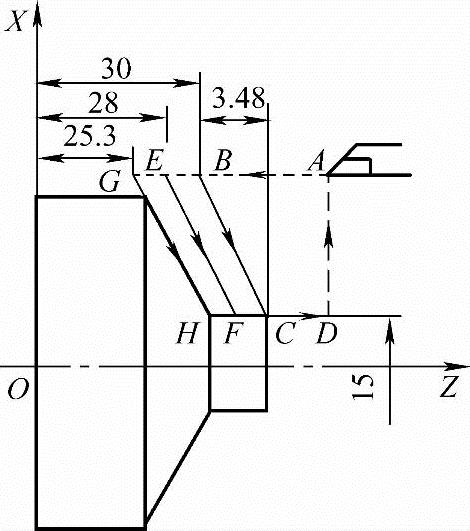
图4-25 锥面切削循环应用实例
【例4-8】 加工如图4-25所示带锥面的零件,利用端面切削固定循环指令,编写粗加工程序。


免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。