



1.功能
G92指令可以车削圆柱螺纹和锥螺纹。刀具从循环起点开始按矩形或梯形循环,最后又回到循环起点,如图4-41、图4-42所示。图中的刀具路径中,虚线表示按R快速运动,实线表示按F指定的工作迸给速度运动。
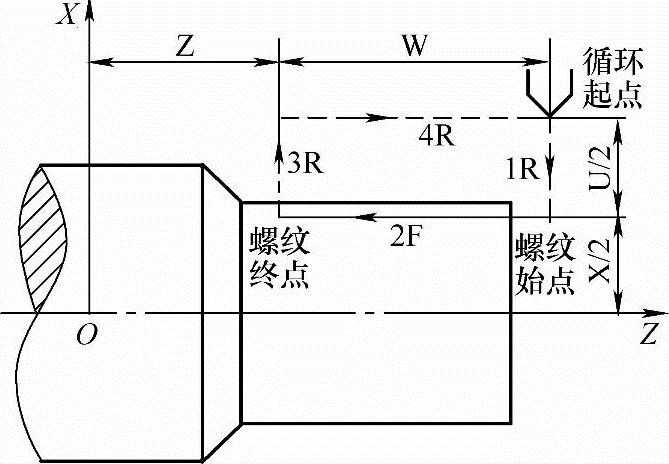
图4-41 G92车削圆柱螺纹
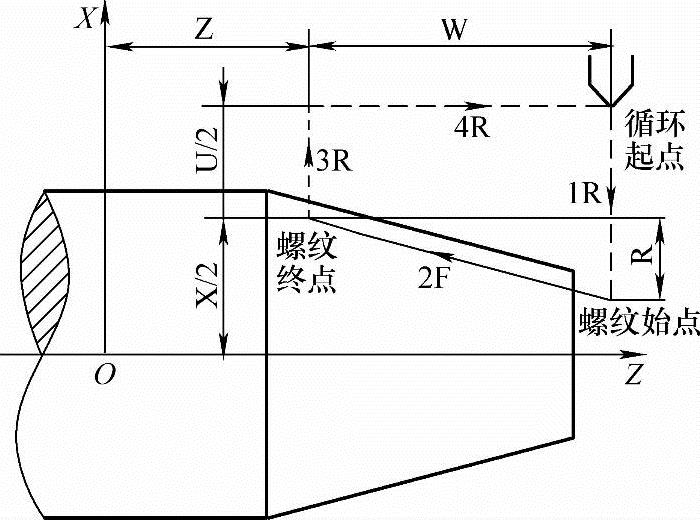
图4-42 G92车削锥螺纹
2.编程格式
1)圆柱螺纹的编程格式
G92 X(U)_Z(W)_F;
2)锥螺纹的编程格式
G92 X(U)_Z(W)_R_F_;
式中 X_、Z_——螺纹切削终点坐标值;
U_、W_——螺纹切削终点相对于循环起点的增量坐标值;
R——为锥螺纹考虑空刀导入量和空刀导出量后,螺纹切削起点与螺纹切削终点的半径差,其正负号的规定与G90中的R相同。加工圆柱螺纹时,R为零,可省略不写;
F——螺纹导程,采用旋转迸给量(mm/r/或in/r)。
3.说明
1)车削螺纹时,首先要车出外螺纹大径(d)或内螺纹小径(D1),然后倒角及车螺纹退刀槽,槽深较螺纹底径深约0.5mm,最后再车螺纹。车螺纹前的外圆直径应比螺纹大径(d)稍小,而车削内螺纹前的孔径(D孔)应比内螺纹小径(D1)略大些。(https://www.xing528.com)
2)车削螺纹时,主轴转速不能太高,并巨迸给速度倍率、主轴速度倍率均无效(固定100%)。
3)螺纹总背吃刀量h=0.6495P,分层切削,每次迸给的背吃刀量依次递减。
4)如要提高螺纹的表面质量,可在精加工后再增加几次光整加工。
5)螺纹车削实际行程应包括螺纹实长、空刀导入量(δ1)和空刀导出量(δ2)。
6)车削螺纹时,F表示导程,是模态指令。因此,在后面的切断程序中,切记一定要加入G98F_,转变为每分钟迸给量(单位mm/min)!否则,在实际生产、实习教学或培训中会出现重大事故。
4.编程举例
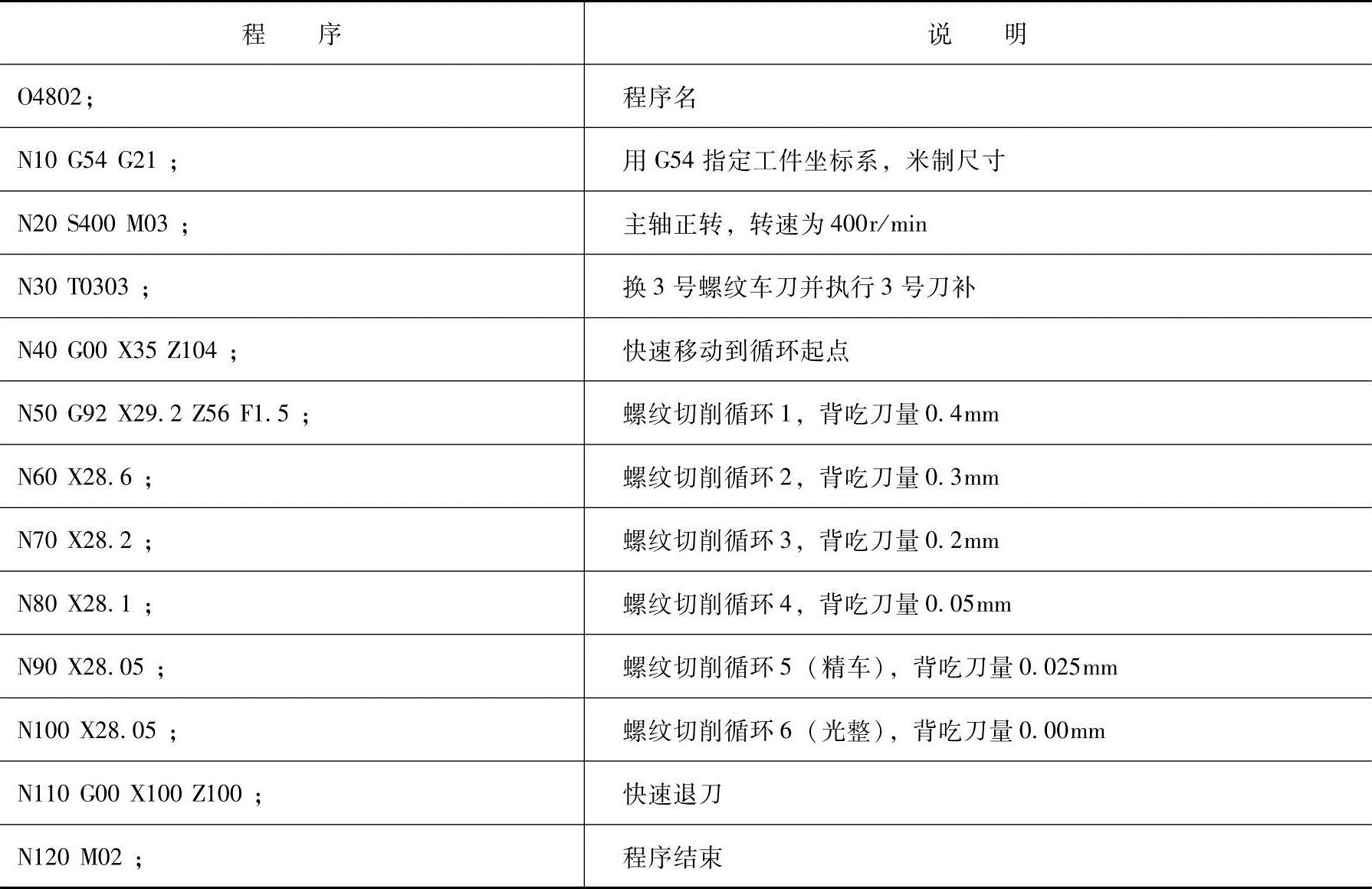
【例4-15】 加工如图4-43所示的圆柱螺纹,利用螺纹固定循环指令,编写加工程序。加工程序及其说明见表4-13。
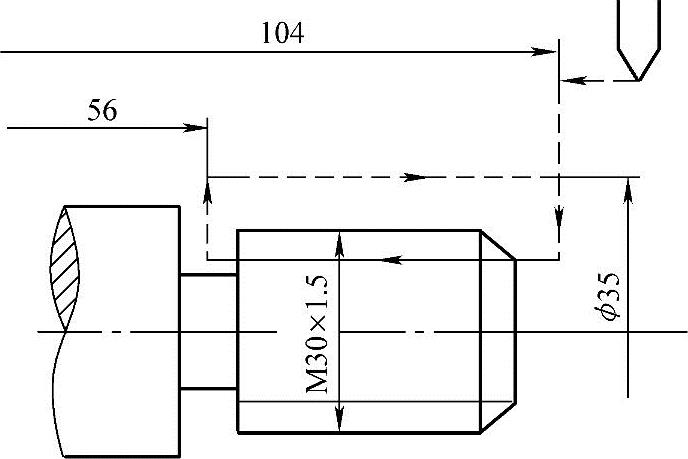
图4-43 圆柱螺纹切削循环实例
表4-13 加工程序及其说明
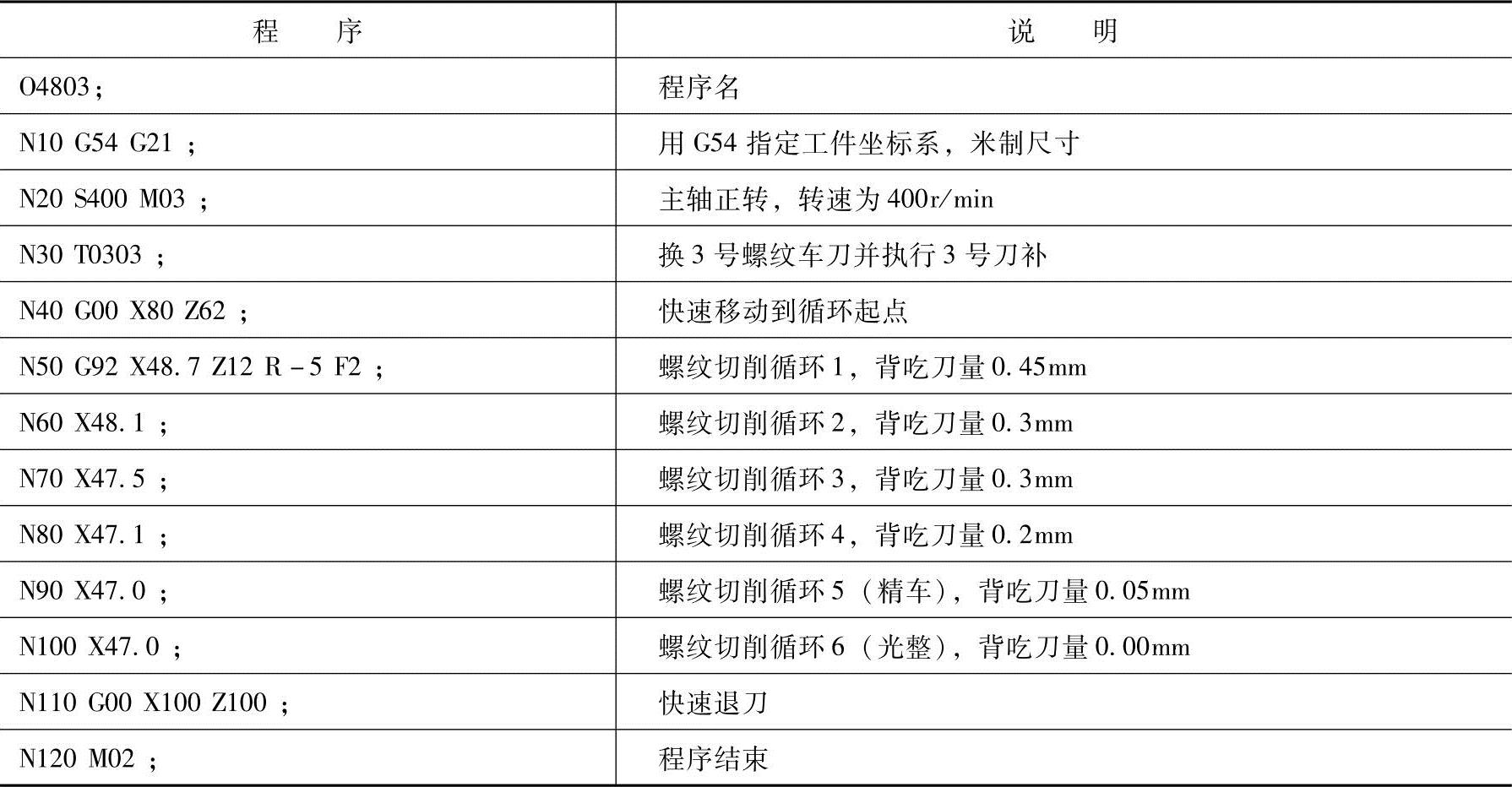
【例4-16】 加工如图4-44所示的锥螺纹,利用螺纹固定循环指令,编写加工程序。加工程序及其说明见表4-14。
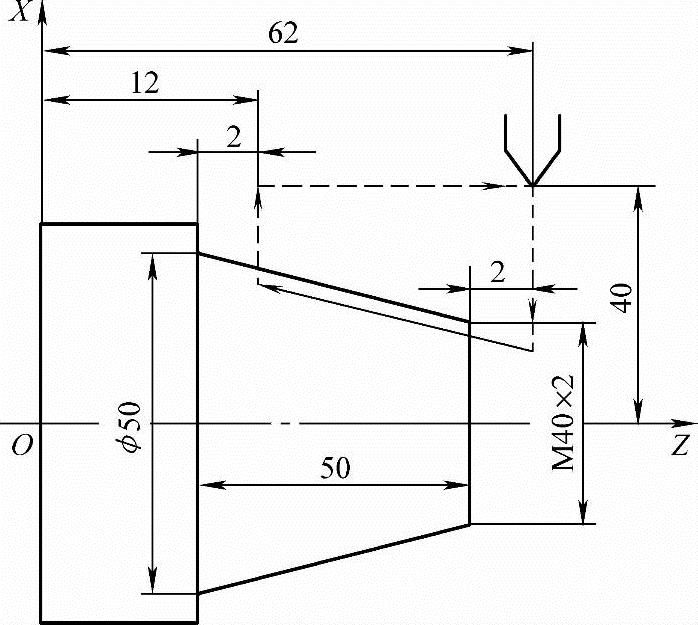
图4-44 锥螺纹切削循环实例
表4-14 加工程序及其说明
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。