



1.整体热处理的加热方式和方法
零件整体热处理一般采用炉内加热方式,图6-6所示为炉内加热的几种常用方法,生产中应根据它们的各自特点和实际需要进行选择。
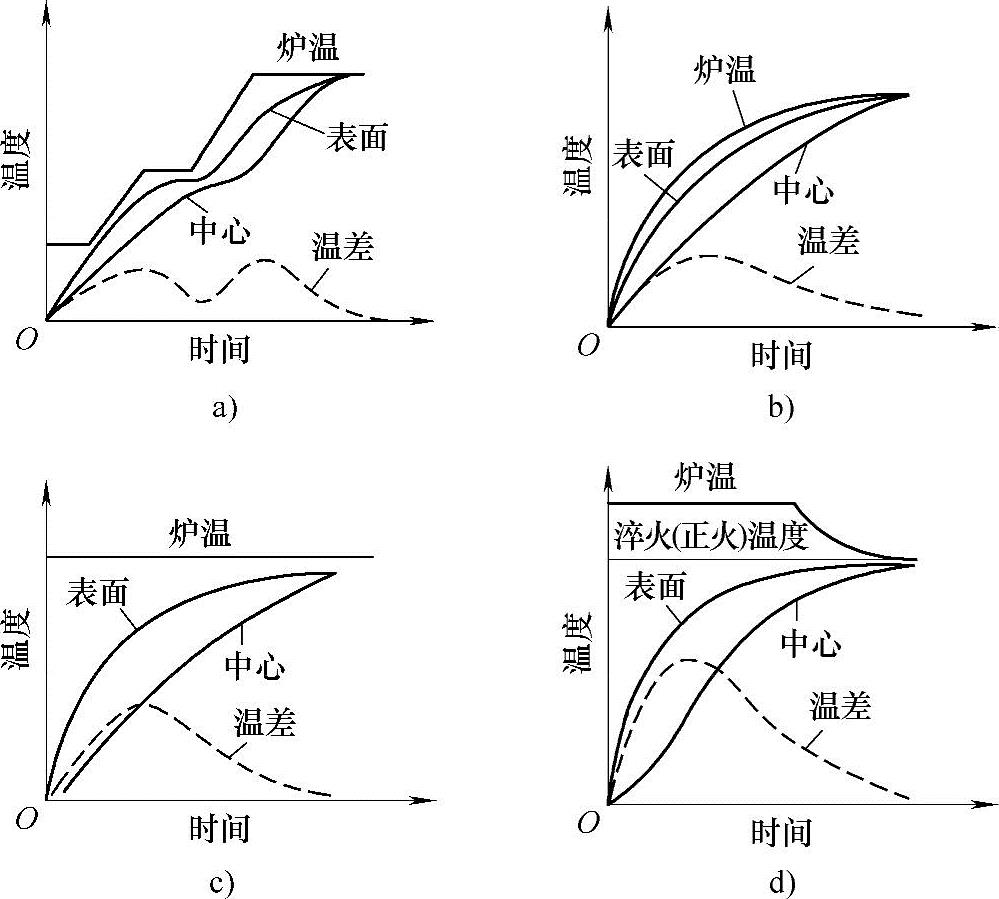
图6-6 零件整体热处理常用的加热方式
a)阶梯加热 b)随炉升温加热 c)高温加热 d)快速加热
(1)随炉温缓慢加热法 即零件装炉前炉温不超过300~400℃。这种方法一般以空气为加热介质,通常是大件或装炉量较大的小件加热时采用。
(2)阶梯加热法 即炉温与零件的预热温度相同。预热后零件随炉温逐渐加热到淬火温度,也可转移到另一温度为淬火温度的炉中加热和保温。这种方法适用于装炉量较大或合金含量较多以及结构形状较复杂的零件的加热。
(3)高温装炉加热法 即炉温与淬火加热温度相同或接近时,将零件装炉,且炉温下降后可以迅速回升到淬火温度,再开始计算加热时间。这种方法适用于大多数碳素钢和低合金钢零件。一方面可以减轻零件的氧化-脱碳,同时缩短加热时间。
(4)超高温装炉加热法 即将炉温加热到比淬火温度高100~200℃,零件装炉后,炉温逐渐降至淬火温度,保温后出炉。这种方法可大大提高加热速度而组织不易过热。
(5)快速加热法 即将炉温加热到比淬火温度高100~200℃,零件装炉后使炉温保持在原有温度不变,零件实际温度通过加热时间控制。这种加热法日趋被生产实践广泛采用,但不适合高合金钢零件或装炉量较大或结构十分复杂的零件的加热。
2.零件装出炉的基本要求
零件装出炉操作应注意以下要点:
1)零件装炉前要认真清除表面的油、水和其他污物,以防加热时对零件表面产生有害影响,保持良好的加热气氛。
2)一般将零件装在夹具上再装炉,一方面可以采取措施防止零件在加热过程产生过大的变形,同时可以将零件准确地摆放在炉内有限的加热区内,另一方面还有利于零件出炉时迅速转移到冷却介质中冷却。
3)零件装炉时,要保持一定间隙以保证炉内气氛在零件之间流通,使加热更加均匀。对于涂保护涂料的零件,相互间应保持10mm以上的距离,以保证涂料的挥发物充分烧除。
4)加热温度相同、零件规格不同,在混合装炉时应将小件放在加热区外段,且大小件分别计时,小件先出炉。
5)不同材料,但加热温度相同的零件,可在同一炉中加热。当加热时间和冷却方法不同时,应按类别摆放,以有利于控制保温时间和冷却操作。
6)加热好的零件转移时间应尽量缩短,一般要求≤25s。
7)操作者应认真填好生产记录卡,温度记录纸填写准确日期和零件批号,以便对热处理质量进行信息跟踪。
3.整体热处理加热介质的使用要点
(1)可控气氛的使用要点
1)采用露点仪、CO2红外仪、氧探头等对热处理炉内的气氛碳势进行测量、控制或监控时,应采用自动控制装置。
2)零件进入可控气氛加热炉之前,必须清理表面的氧化皮、油、润滑脂及水分和其他污物,以免表面附着的这些物质与气氛发生作用,降低表面质量。
3)冷却介质产生的烟雾、蒸汽等不得进入炉内。
4)导入炉内的可控气氛不得直接冲刷零件和热电偶,以防止局部过热或不足。
5)载气、富化气和添加气的管路上均应设置流量计和调节阀,并应随时观察和调节其流量,以便控制炉气,确保炉气稳定。
6)溢出炉外的废气必须点燃,以免污染环境。
(2)真空的使用要点
1)零件入炉前,应彻底清除表面的油脂和其他赃物,烘干后方能入炉,防止因真空度下降而影响零件表面的光亮度。
2)预防周围空气进入真空炉内,必须控制真空炉内的升压率,一般不大于1.33Pa/h。在正常连续使用情况下,每周检查一次炉子的升压率,若升压率高于1.33Pa/h,应清洗炉膛和密封圈或用检漏仪检漏并密封。
3)零件入炉后,真空度达到6.67Pa时炉子才能升温,否则零件表面会不同程度地发生氧化;在升温过程中炉内材料和零件要放气,使真空度降低,应适当调节升温速度。(https://www.xing528.com)
4)生产过程应随时观察和调节炉内真空度,使其保持稳定。
(3)盐浴的使用要点
1)氯化盐,特别是氯化钡使用前,需经一定温度下的干燥脱水处理。推荐的脱水规范是:氯化钡为500℃×(3~4)h;氯化钾和氯化钠为400℃×(2~3)h。
2)盐浴中硫酸盐含量过高时,可用木炭粉在搅拌下撒入盐浴内,或将木炭块装入铁丝筐压沉到盐浴中,从而消除其有害影响。
3)新配盐浴,应经10~15h时效后使用,可降低氧化-脱碳作用。
4)定时捞渣,要根据实际情况添加新盐或全部更换。
5)不得将水、其他盐类(如硝盐)和污物带入氯化盐浴中。
6)硝盐浴最高使用温度不得超过550℃,以免引起着火和爆炸。
7)不得将木炭等可燃有机物质带入硝盐浴中,否则会发生强烈燃烧或引起火灾。
8)不得将带水分或潮湿的零件进入盐浴中加热,以免发生盐液飞溅伤人。
9)往硝盐浴中加水时,最好在室温下进行。如必须在高温下加入时,则最高温度不得超过150℃,并应徐徐加入。
(4)保护涂料的使用要点
1)保护涂料的使用方法,可以浸涂、刷涂或喷涂。
2)任何方法均可能在零件尖角和棱边处涂层过薄,因此最后需用毛刷补涂。
3)零件涂覆保护层后需干燥后入炉。一般在室温保持2h以上,或在60~100℃温度范围内保持30min以上,使其彻底干燥。否则,加热时涂料极易脱落。
4)涂覆保护层的零件,可装箱或装盘加热,也可摆放在炉中加热,但不得抛向炉中,以免冲击掉涂层。
(5)固体粉粒掩埋料的使用要点
1)固体粉粒掩埋料的保护加热,最好选用中性物质,如氧化铝粉末和新铸铁屑等。
2)固体粉粒掩埋料保护时,最好装箱或装盘加热,以免粉粒散落在炉底不易清理。
3)使用金属及其合金粉末保护时,为防止加热过程粘覆于零件表面,影响淬火冷却速度,可以首先用废报纸等包裹一下或盖上零件的关键部位,然后用掩埋料保护。
4)掩埋料的使用次数,视加热温度和保温时间而定(一般2~3次)。效果不佳时,应及时更换。
(6)不锈钢箔包装的使用要点
1)用不锈钢箔包装保护加热时,其钢箔不宜过厚(一般为0.2~0.3mm),否则操作不方便。
2)钢箔可以反复使用,也可以并焊后使用。
3)用钢箔包装时尽量密封,不让空气再度进入其中。
4.零件悬挂加热的吊夹方式和装备
小型零件在盐浴炉中或轴类零件在井式炉中加热时,一般需要装筐或竖直悬挂加热。其常用的吊夹方式和工装如图6-7和图6-8所示。
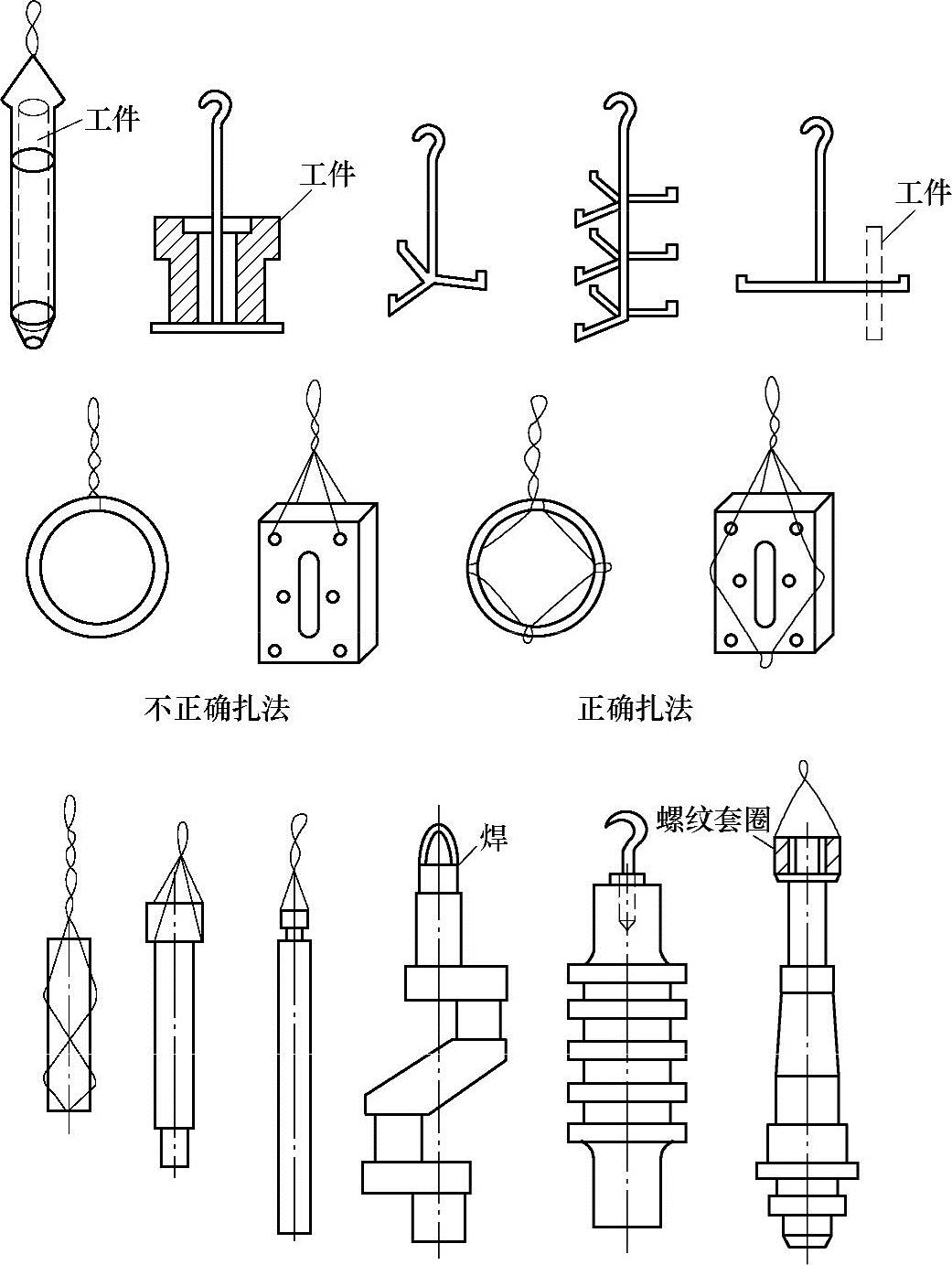
图6-7 零件吊挂方式示例
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。