



型孔类模具零件在各种模具中都有大量应用。由于成形制件的形状繁多,所以型孔的轮廓也多种多样,按其形状可分为圆形型孔和异形型孔两大类;按孔的结构可分为整体式型孔和镶拼式型孔;按零件上的型孔数量,可分为单型孔和多型孔。对于后者各个型孔之间一般有较高的孔距精度要求,此外,还要与相关零件之间的孔距保持一致,故加工较为复杂。
1.型孔类零件加工的技术要求
1)型孔加工的精度要求较高,如冲裁模刃口部分一般为IT6~IT9,多型孔凹模孔距公差一般为5级以上。
2)型孔表面粗糙度要求高,一般要求Ra1.6~0.4μm,且冲裁模刃口应保持锋利,刃口侧壁应平直或稍有利于卸料的斜度。
3)型孔转角处为尖角时(刃口部位除外),未注明者允许按R0.2mm加工。
4)镶拼式凹模镶块的结合面缝隙不得大于0.03mm。
5)型孔类零件热处理后硬度为58~62HRC。
2.圆形型孔的凹模加工工艺实例
以图8-28所示拉深模为例,说明圆形凹模型孔的加工工艺。
(1)原始条件
1)该模具要求的尺寸精度和表面粗糙度详见图样所示。
2)所用材料为Cr12钢,淬火后硬度为58~62HRC。
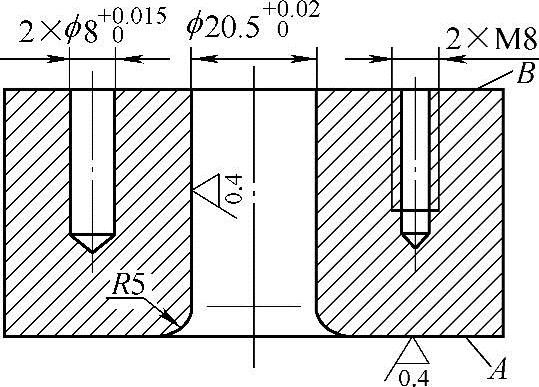
图8-28 拉深模结构
(2)工艺路线 根据该凹模的原始条件,拟订的工艺路线见表8-13。
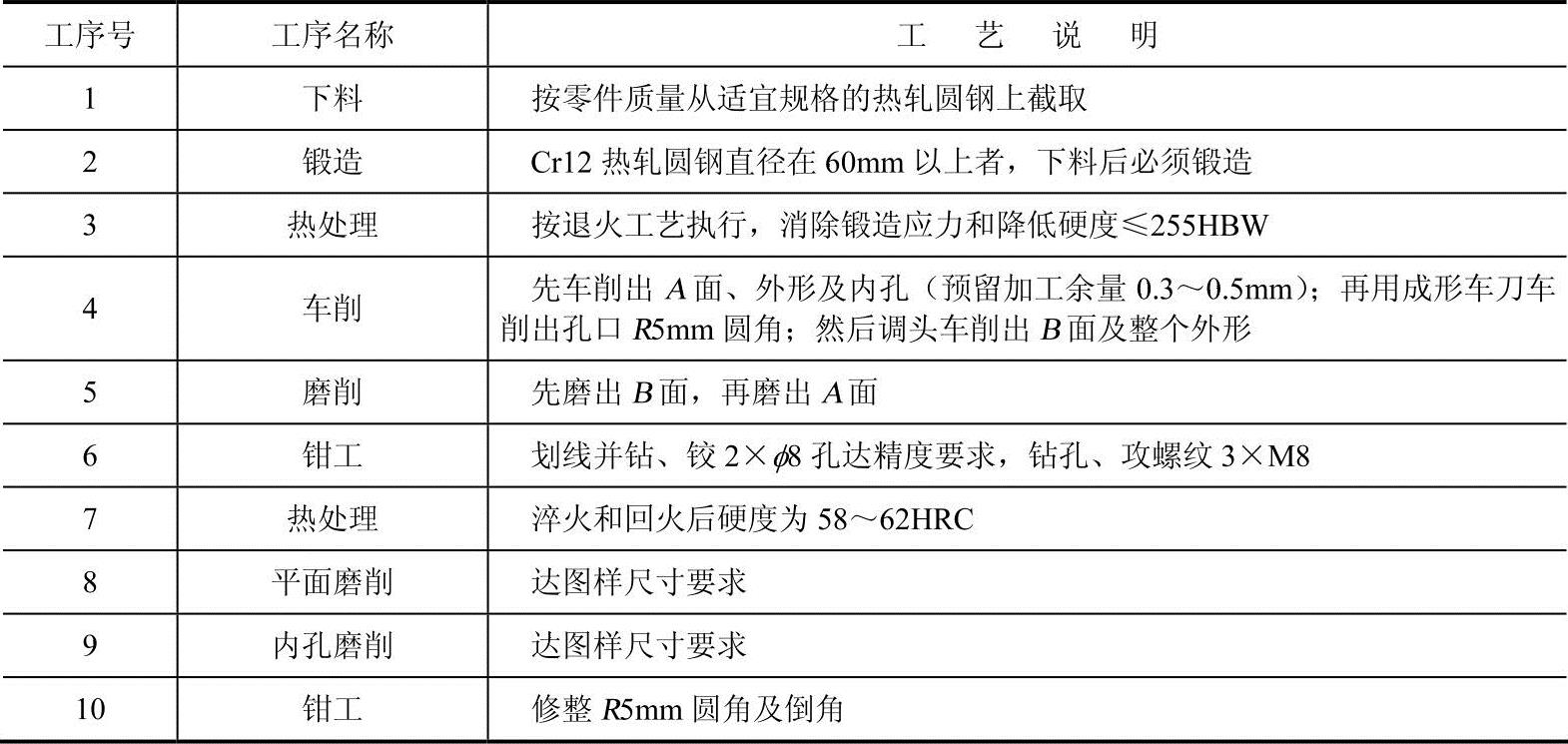
表8-13 圆形型孔拉深模的工艺路线
(3)操作要点
1)车削加工时,预留量要均分,即先测量毛坯加工余量,然后根据余量大小,分配A面、B面和外圆的车削量。应确保锻造和热处理过程带来的脱碳层和氧化皮等缺陷彻底去除掉。
2)平面磨削时,一定以先车的面,即A面作基准面磨出B面,然后再磨A面,以便保证型腔与端面的垂直度要求。为了避免出错,要给A面打个记号,以区别于B面。
3)由于内孔磨削时已失去了原来车好的圆角状态,因此内孔精磨后,一定要修整及研磨孔口圆角R达到质量要求,且修光时应沿着型腔径向进行。
4)当模具由一系列圆孔组成,而各孔之间有很高的位置精度要求时,各孔往往在热处理前,采用坐标镗床加工。为了避免热处理变形失去镗削加工精度,所以常常将多孔凹模制作成镶拼式结构,如图8-29所示。将凹模镶件2加工好后镶入固定板1中,如此既可保证热处理要求,又可保证孔距要求。如果热处理能确保变形不超过允许范围,凹模制作成整体结构,就能大大简化工序、缩短工时、降低成本。
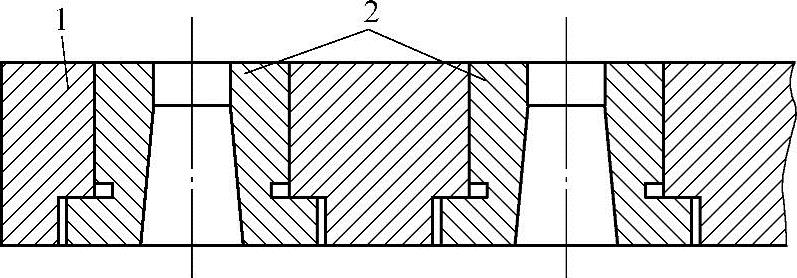
图8-29 多孔凹模的镶拼结构
1—固定板 2—凹模镶件
3.异形型孔整体凹模的加工工艺实例
在模具加工中,经常遇到各种异形型孔凹模的加工,与圆形型孔凹模相比,其加工难度更大、更复杂,常用的方法是铣削成形和线切割成形。铣削加工不仅可以加工各种复杂内腔,而且加工精度高,表面粗糙度低,生产效率高。下面以图8-30所示异形型孔拉深凹模为例,说明其加工过程。
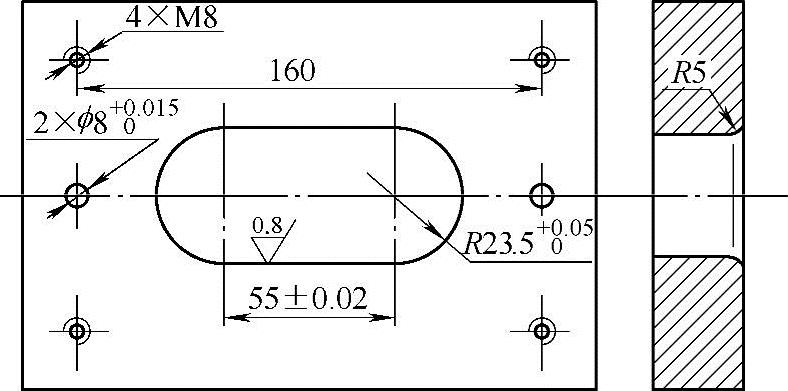
图8-30 异形型孔拉深凹模
(1)原始条件
1)该模具要求的尺寸精度和表面粗糙度详见图样所示。
2)所用材料为9Mn2V钢,淬火后硬度为58~62HRC。
(2)工艺路线 根据该凹模的原始条件,拟订的工艺路线见表8-14。
表8-14 异形型孔拉深凹模的工艺路线
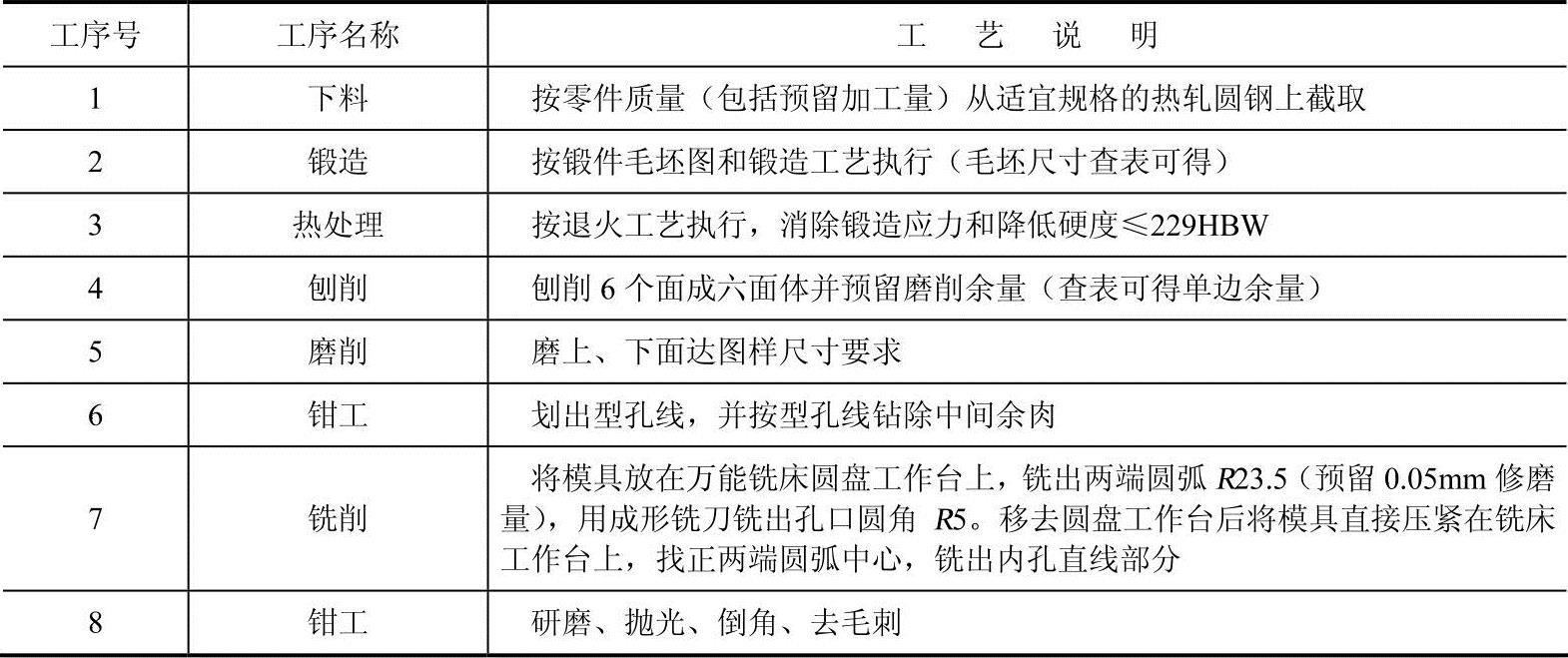
(3)操作要点
1)异形型孔凹模,通常将毛坯锻造成矩形。型孔可以用钻削方法去除余肉(图8-31),大型凹模也可以用气割法去除余肉。(https://www.xing528.com)
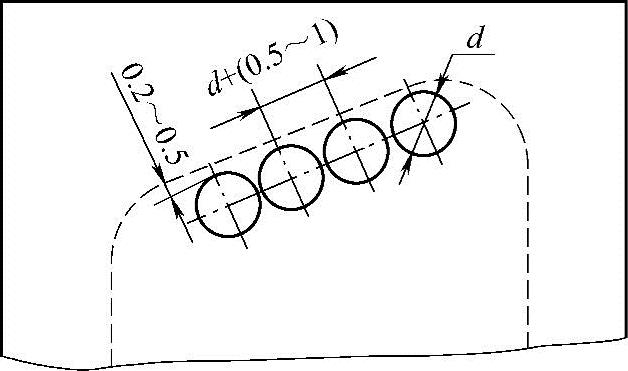
图8-31 沿内孔轮廓钻孔
2)为了保证内腔两端圆弧的中心距,可制作一个简易二类工具,如图8-32所示。使用时,用螺钉和销钉将其与凹模连接在一起,只要将其中心的φ8mm孔与圆盘工作台中心预先设置的销轴配合,即可分别铣出两端圆弧。
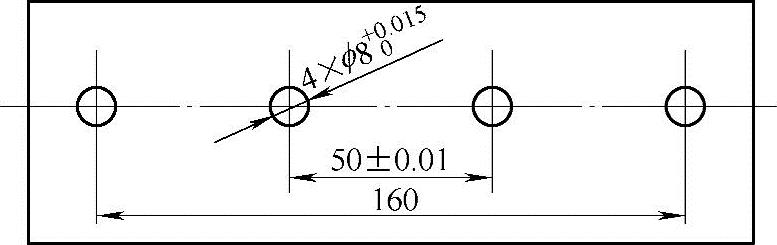
图8-32 简易二类工具
3)加工时首先加工圆弧段,然后加工直线段,并保证圆弧段与直线段圆滑过渡。
4)若采用其他方法加工,孔口R5mm圆角仍需铣削出,应注意圆弧的尺寸应适当缩小,以免在后续加工过程因定位误差而连接不良,产生凸台(图8-33)导致零件报废。
4.异形型孔凹模镶块的加工工艺实例
以图8-34所示电机硅钢片定子槽凹模为例,说明其加工过程。
图8-33 定位误差产生的凸台
(1)技术要求及工艺分析 由于该凸模的制造精度较高且生产批量较大,为了延长使用寿命采用硬质合金材料制作。由于涉及到斜面磨削加工、圆弧磨削加工和槽部磨削加工等难度较大的工序,故在选择设备及二类工具等方面应注意。
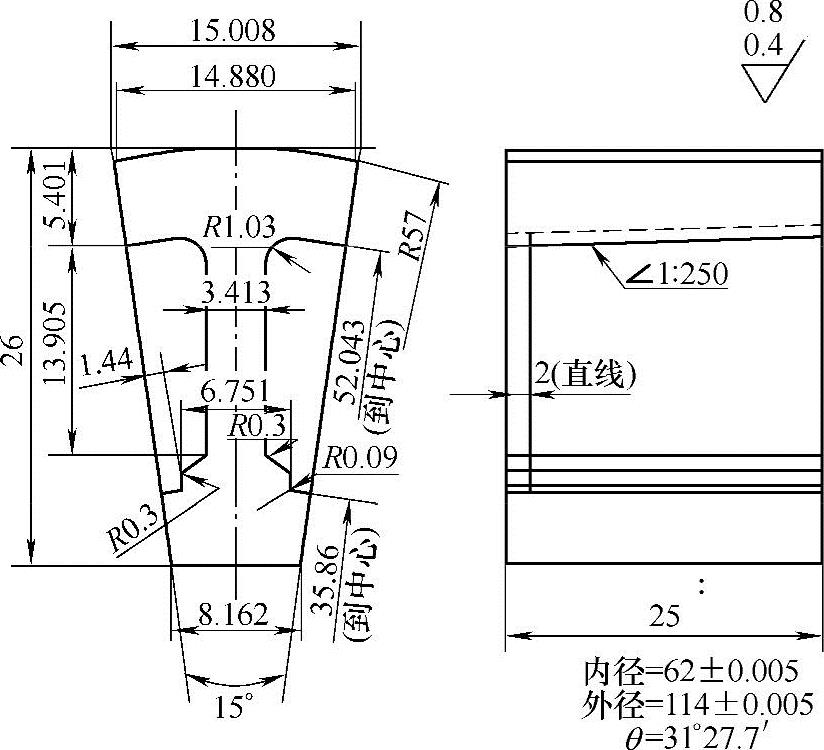
图8-34 定子槽凹模镶块
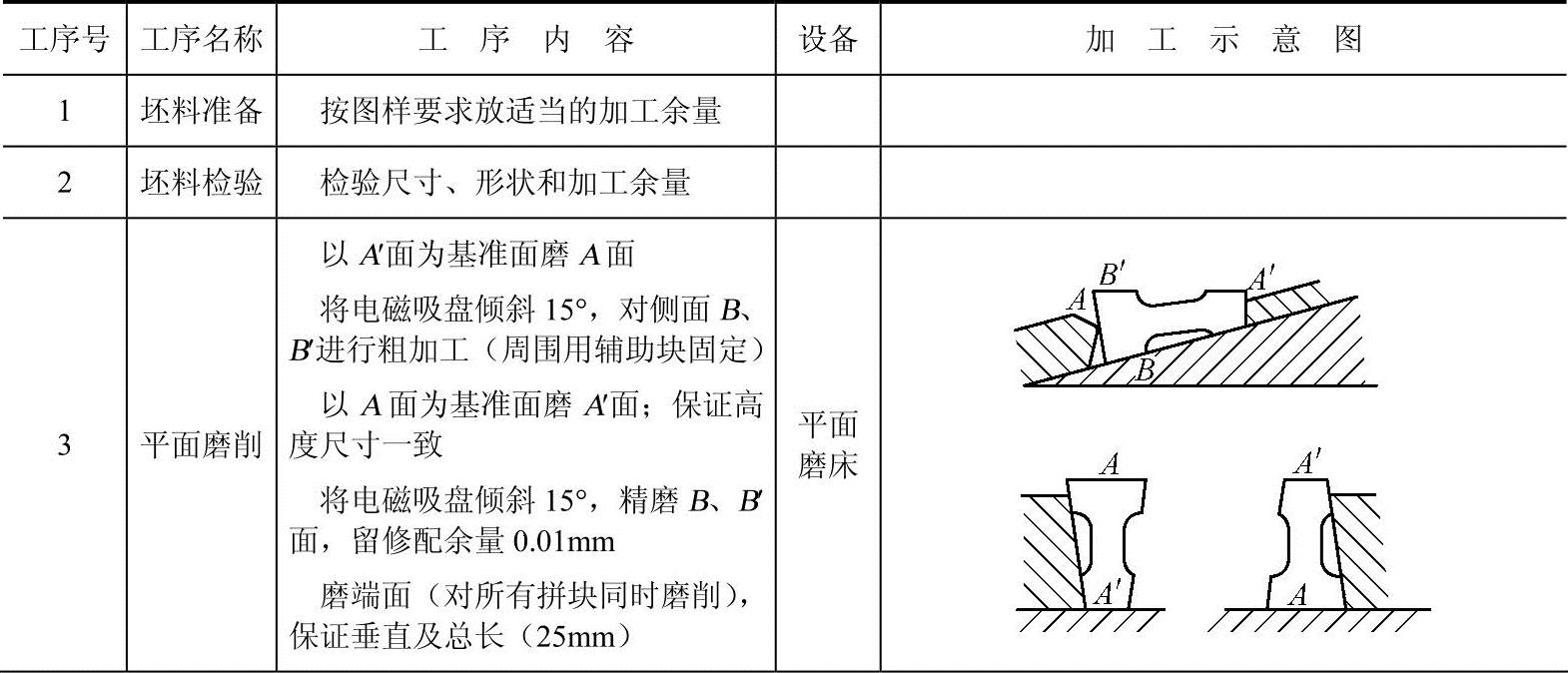
(2)工艺路线 定子槽凹模镶块的工艺路线见表8-15。
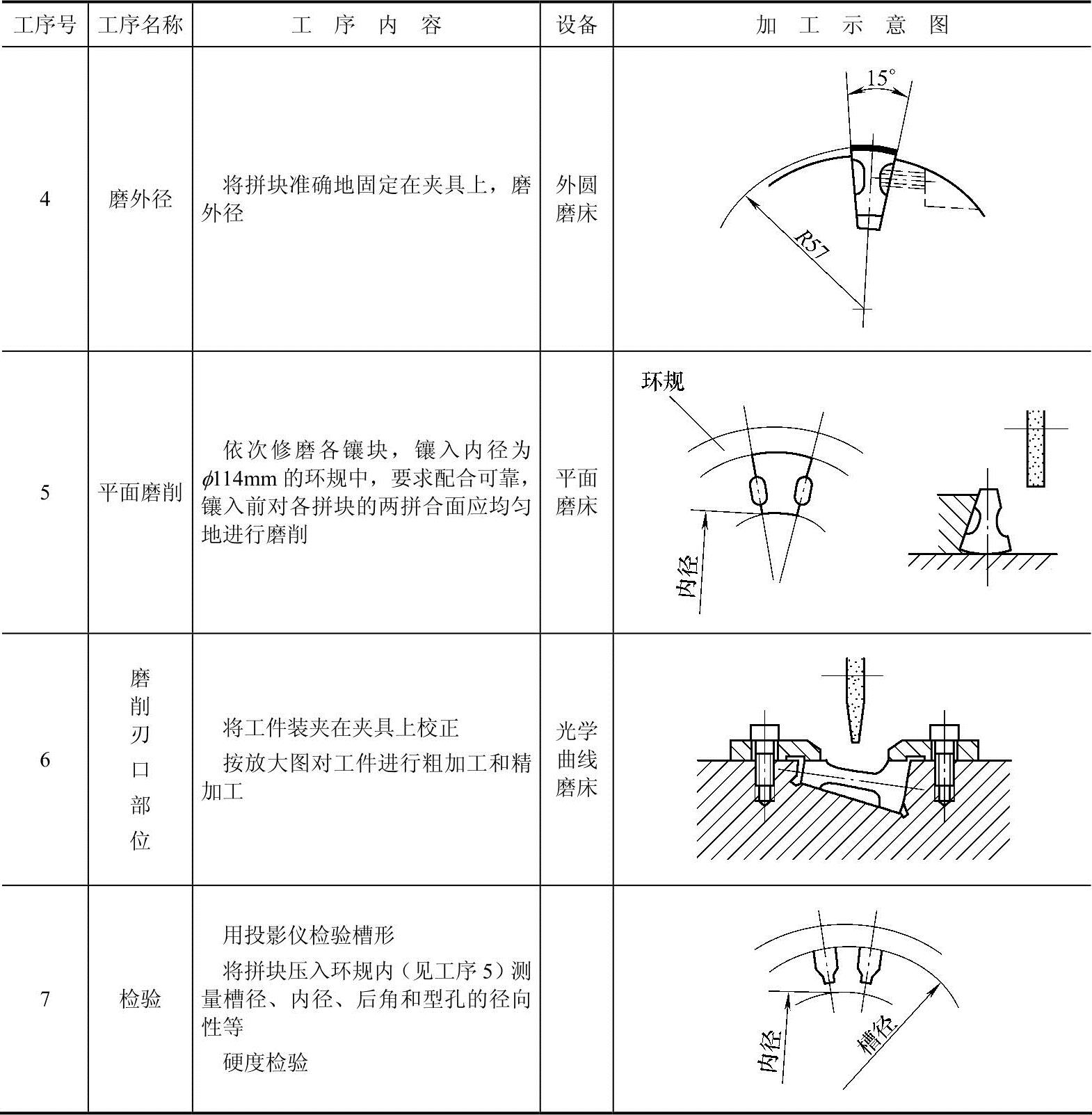
表8-15 定子槽凹模镶块的工艺路线
(续)
5.外方腔圆的型孔凹模加工实例
此类模具多为压铸模、塑料模等,其内孔的成形方法多为车削加工,外方多为铣削或刨削加工。
以图8-35对拼式塑压模为例,说明其加工过程。
(1)工艺分析 这是一副对拼式塑料模型孔,由两块形状完全一致的零件拼合而成。内腔的口部为长方形,中间为φ21.71mm的锥孔,底部为φ44.7mm的球形腔,下接一长方形型孔。该件的主要加工难度集中在拼块的拼合和车削加工上。
下面仅介绍锥孔和球形孔的加工工艺。
(2)工艺路线 该件的工艺路线见表8-16。
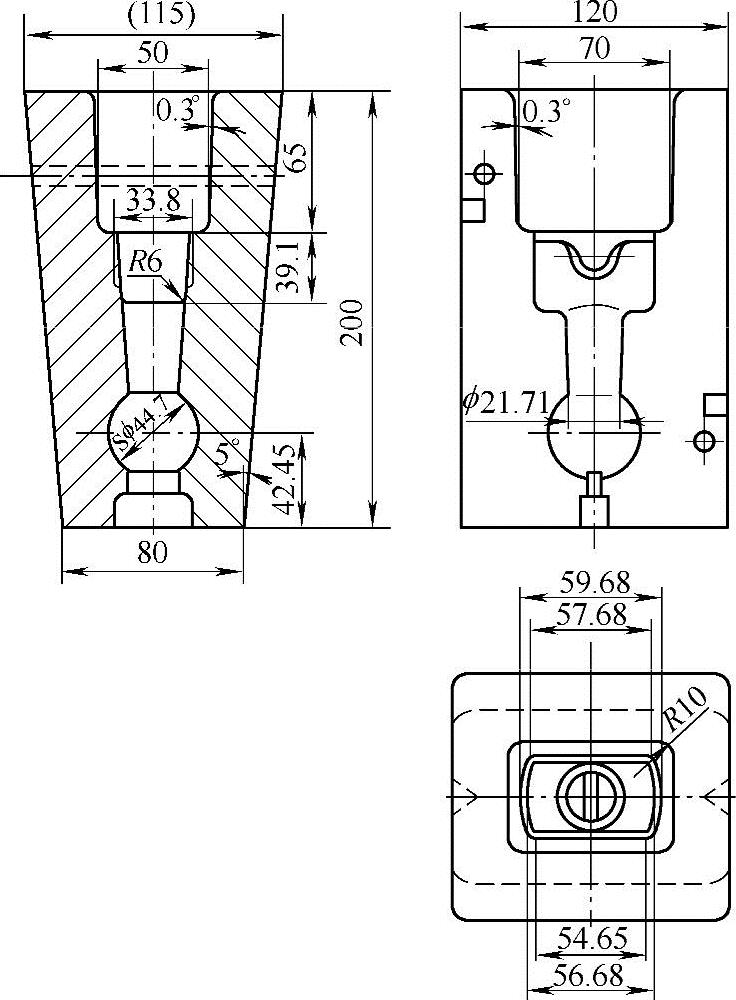
图8-35 对拼式塑压模结构
表8-16 对拼式塑压模的工艺路线
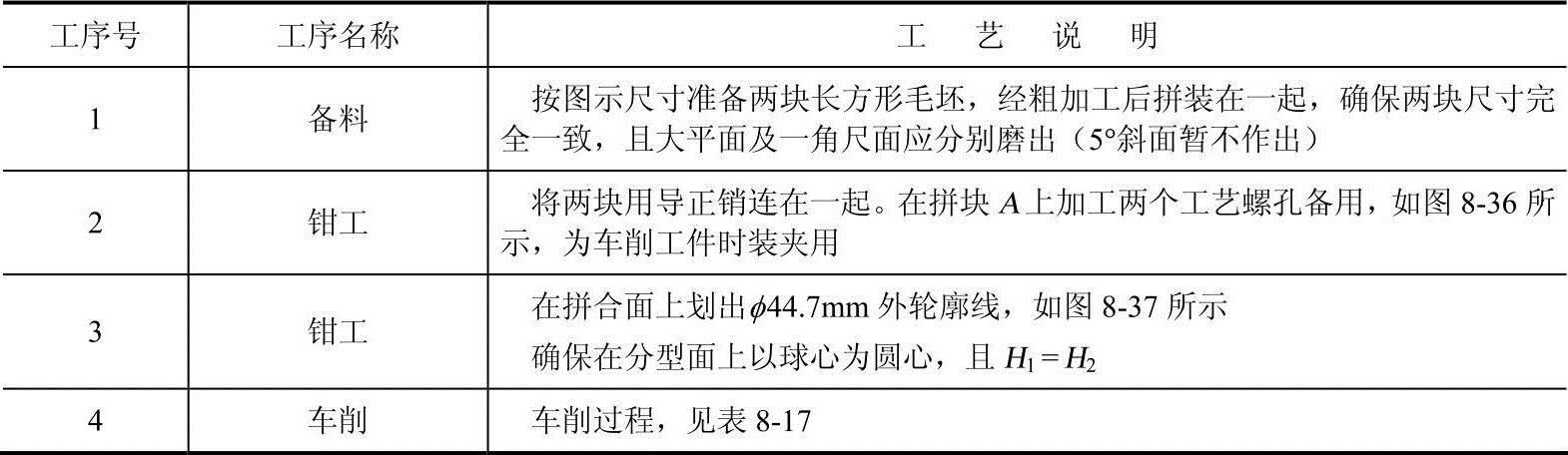
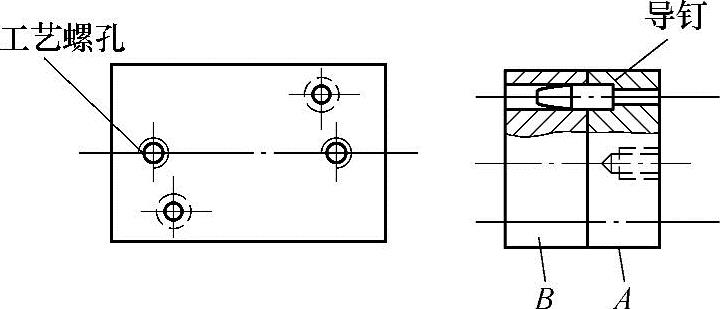
图8-36 拼块上的螺孔和销孔
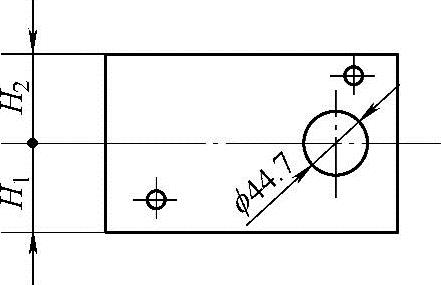
图8-37 划线
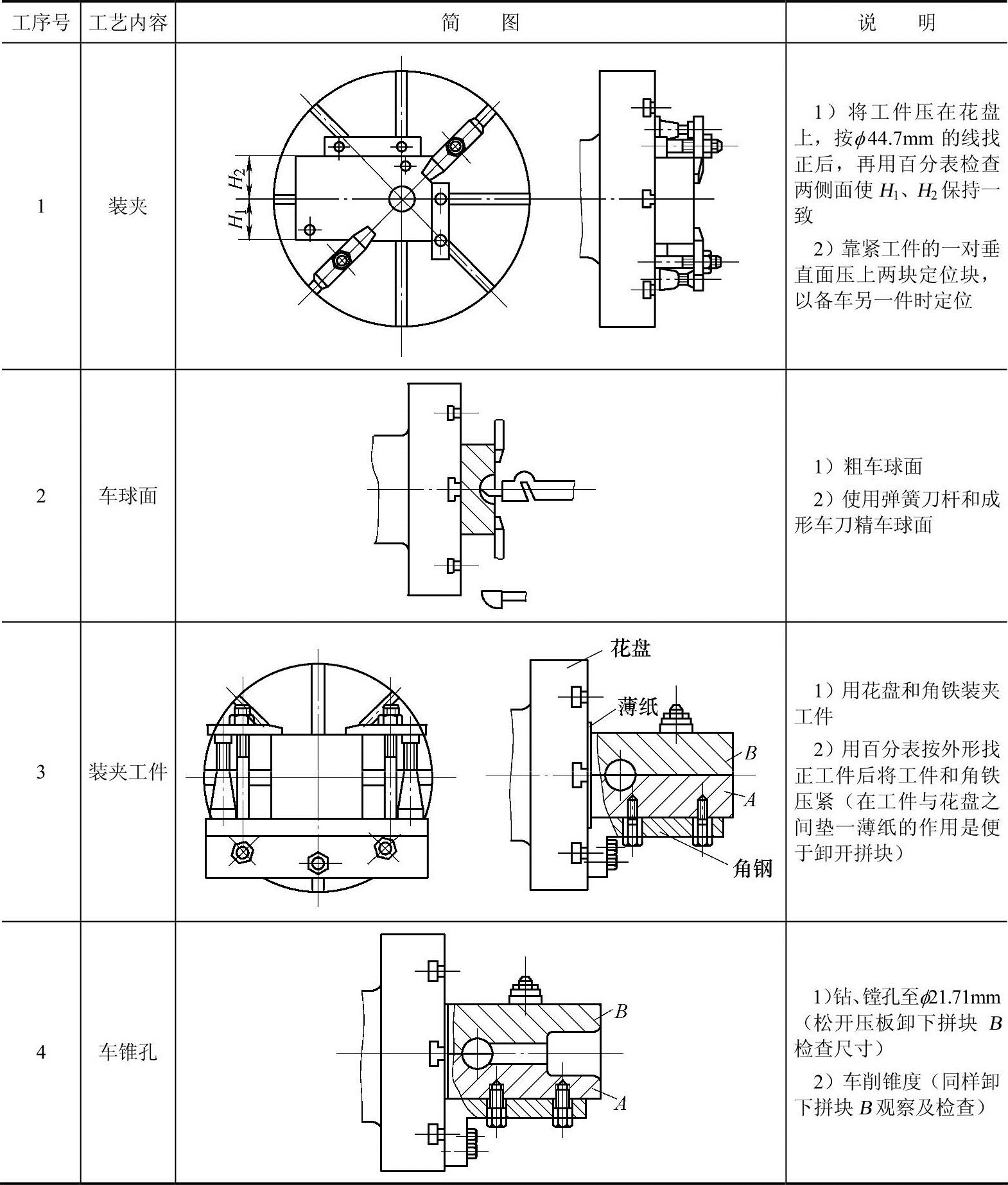
表8-17 对拼式塑压模型孔的车削过程
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。