



凹模型腔类零件,是指成形产品外表面的模具零件。根据产品成形需要和加工、装配要求,型腔的基本结构分为整体式、整体镶拼式、局部镶拼式和拼块组成式。
1.凹模型腔的技术要求及其加工方法
(1)材料及热处理 一般采用专用模具钢制作,如冷作模具钢、热作模具钢和塑料模具钢等。型腔热处理后硬度一般为45~50HRC,视模具工作条件而定,一般在设计时考虑。
(2)表面粗糙度 型腔表面粗糙度对制品的表面质量有直接影响。注射模型腔表面粗糙度一般为Ra0.1~0.2μm;当塑料流动性不好或表面粗糙度更高时,其粗糙度应达到Ra0.025~0.1μm;镶块结构配合面的表面粗糙度应为Ra0.8μm以下。锻造模具型腔表面粗糙度一般要求Ra1.6μm,飞边槽达Ra12.5μm即可。
(3)精度要求 塑料模具和锻造模具,由于制件精度不高,所以模具型腔的尺寸精度要求一般也不很高,但分型面、零件之间配合面尺寸精度和形位精度往往要求较高。
(4)凹模型腔的加工方法 凹模型腔常用的加工方法有车削、铣削、磨削加工等。随着加工技术的发展,CAD/CAM技术、数控技术和电火花成形技术在凹模型腔加工中的应用越来越广泛。
2.塑料模型腔的加工实例
以图8-38所示的塑料模为例,说明利用正弦夹具铣削型腔的加工工艺。
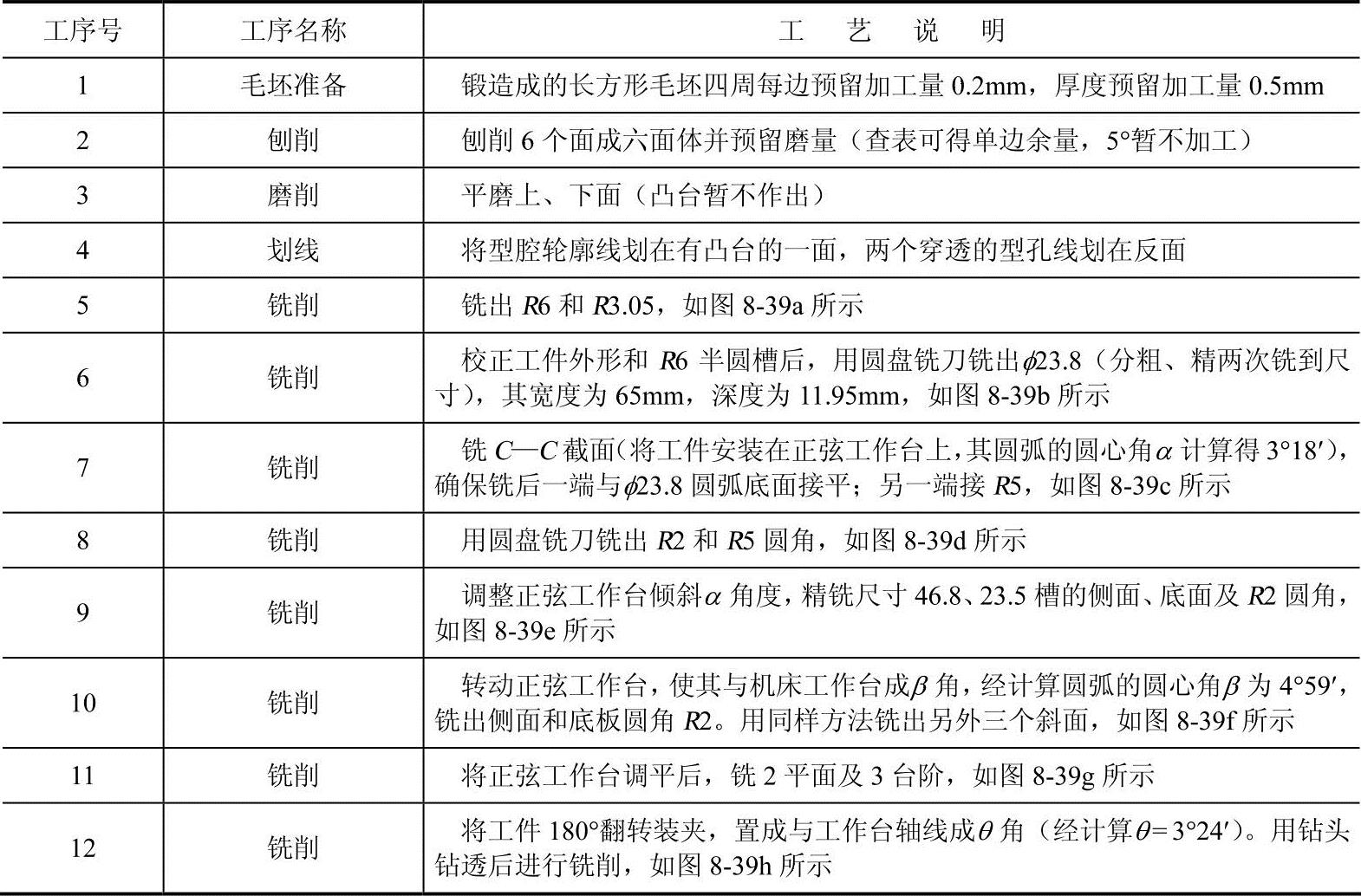
(1)工艺路线 该模具的特点是外形为长方形,三面都带有5°斜度,型腔比较复杂。经全面分析后,确定工艺路线见表8-18。
表8-18 塑料模型腔加工工艺路线
(2)操作要点
1)加工复杂模具零件时,首先应把图样搞清楚,仔细计算每道工序的数据,并选择合适的刀具后进行加工。
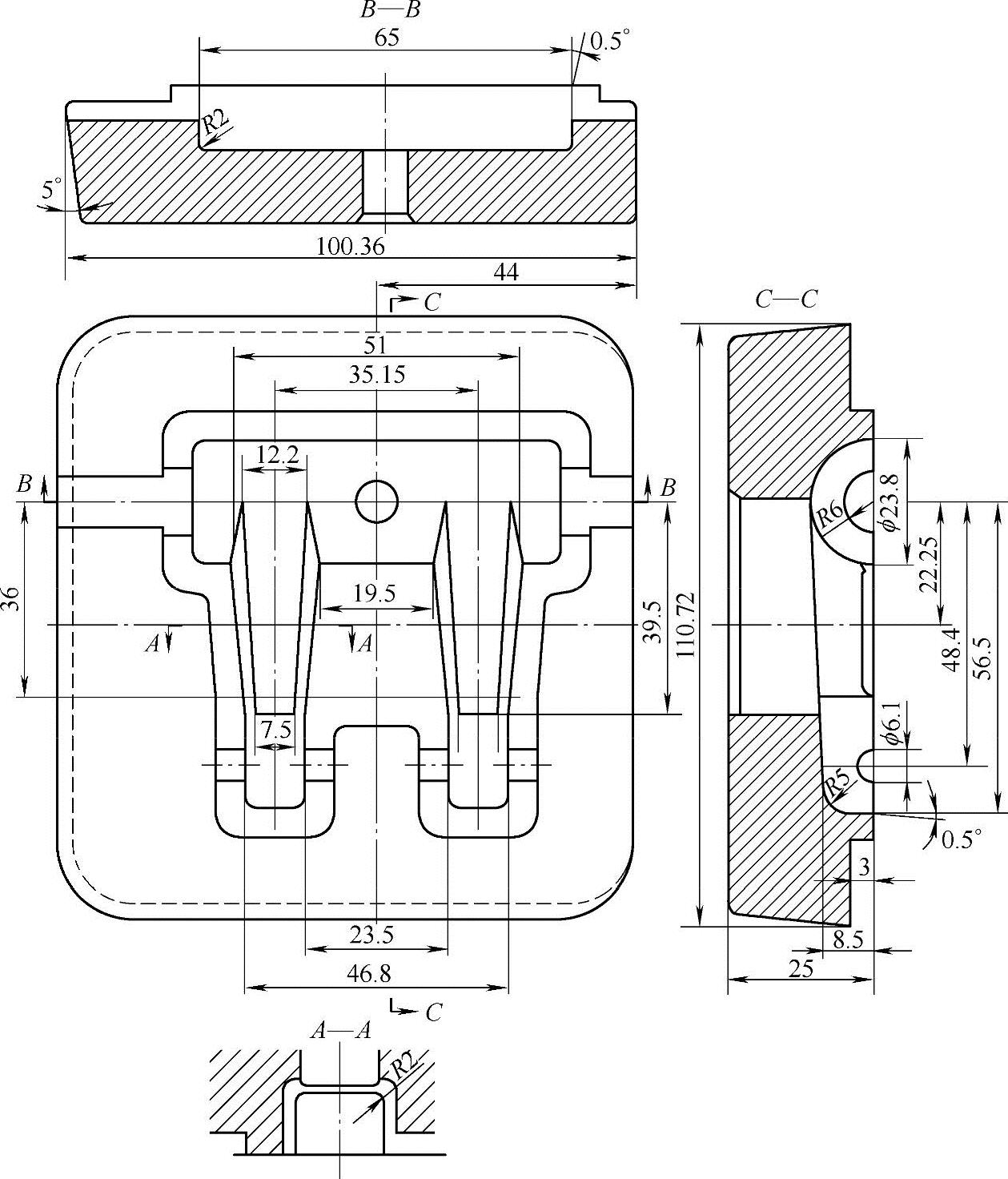
图8-38 塑料模结构
2)铣削时,按图样规定加工,并预留后续的加工余量。对于难以铣削的残留部分可以用钳工锉刀修整。
3)铣削加工时间较长,为避免中途发生故障而影响加工精度,在铣削前应对机床进行适当的检查和调整。(https://www.xing528.com)
4)在加工侧面圆角R2和底部圆角R5部位时,侧面圆角R2由铣刀直接保证,底部圆角R5由铣刀移动加工得到,如图8-39d所示。在加工前用作图法或计算法求出铣刀移动量,通过控制机床工作台的移动和升降加工圆角R5。
5)铣削凹模内腔的过程。当铣削到拐弯部位时,为避免因停刀而造成刀痕,工作台进给方向的转速应比较快才好。
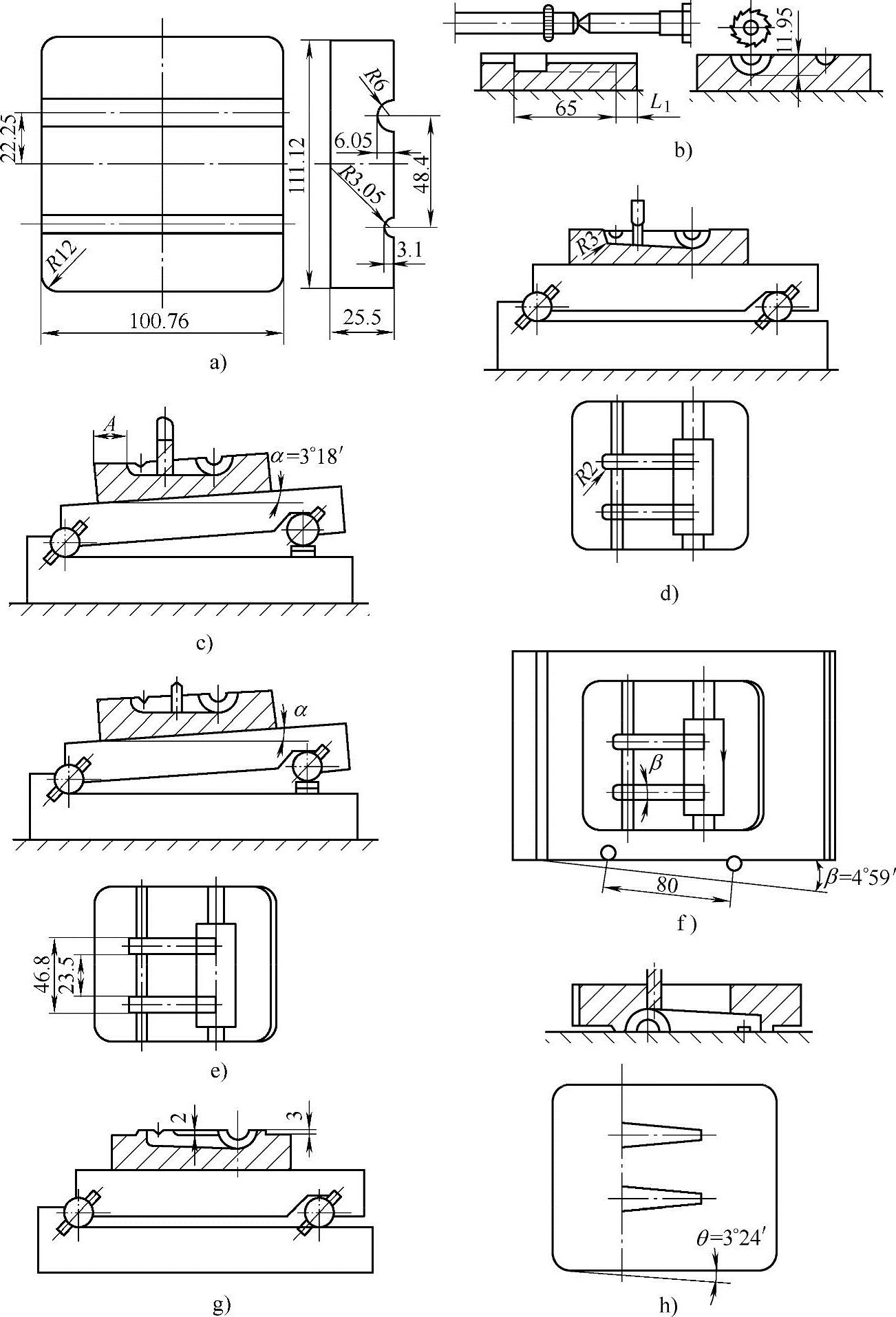
图8-39 型腔加工附图
3.锻模型腔的加工实例
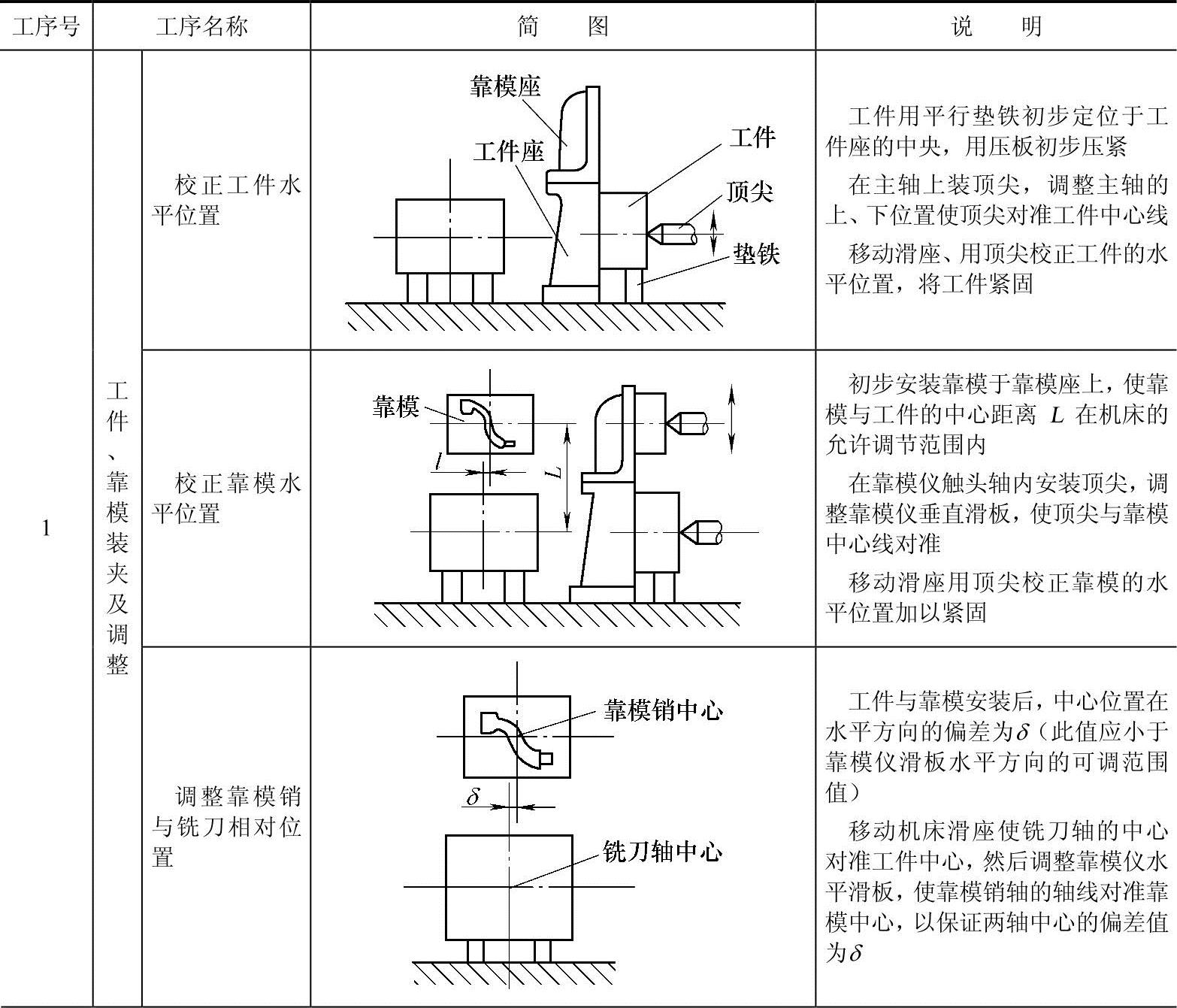
以图8-40所示的锻模为例,研讨利用仿形铣削型腔的加工工艺。
在仿形铣削前,将锻模毛坯加工成六面体,划出中心线。其型腔的仿形铣削过程见表8-19。
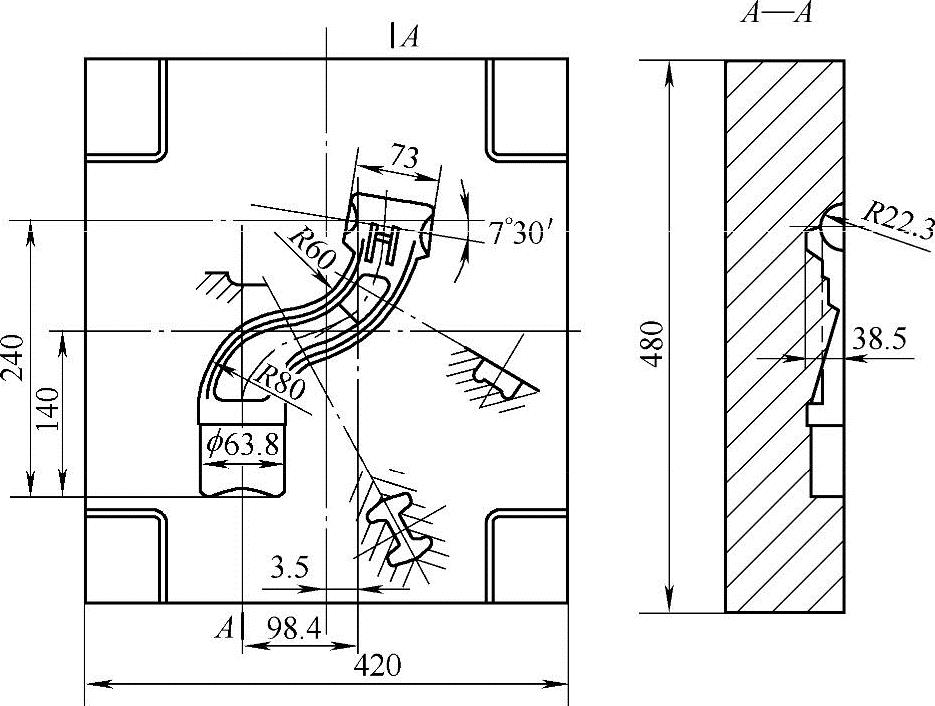
图8-40 锻模型腔(飞边槽未表示出来)
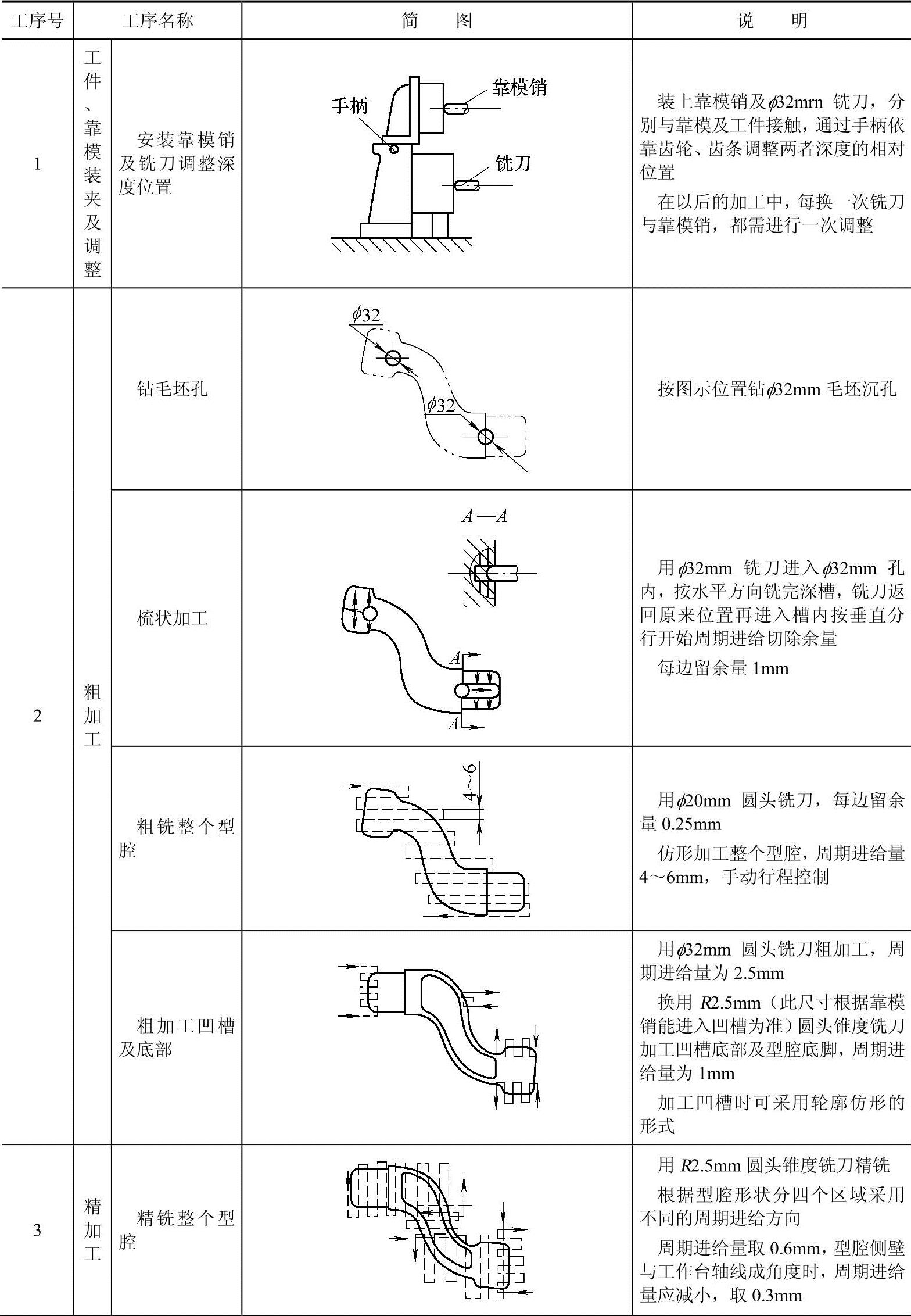
表8-19 锻模型腔仿形铣削过程
(续)
(续)
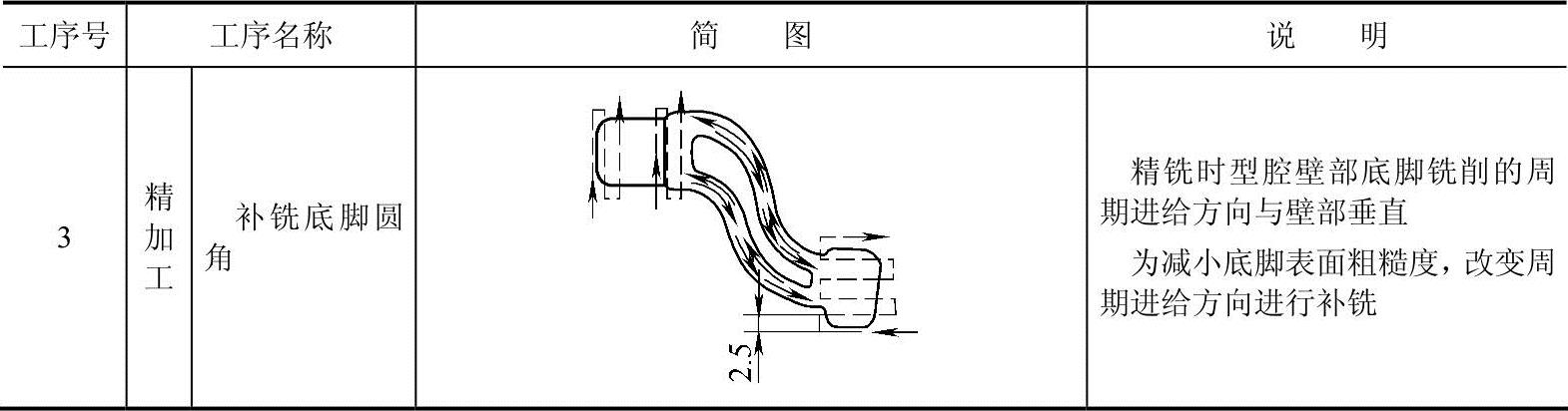
用仿形铣加工型腔,被加工表面不十分平滑,加工后的刀痕及窄槽和部分转角等尚需钳工进行修整。对不同的制件需要制作相应的靠模,使模具生产周期增长。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。