



滑块抽芯机构装配后,应确保滑块型芯与凹模达到所要求的配合间隙;滑块运行灵活、有足够的行程、正确的起止位置。
滑块的装配,往往是以凹模的型面为基准。因此,在凹模装配后进行滑块的装配,其顺序如下:
(1)装配凹模(或型芯) 将凹模镶块压入固定板。磨削上、下平面并确保尺寸A,如图9-36所示。
(2)加工滑块槽 将凹模镶块退出固定板,精加工滑块槽。其深度按M面决定,如图9-36所示。N为槽的底部。T形槽按滑块台肩的实际尺寸精铣后,钳工最后修正。
(3)钻型芯固定孔 利用定中心工具在滑块上压出圆形印痕,如图9-37所示。按压印找正钻、镗型芯固定孔。
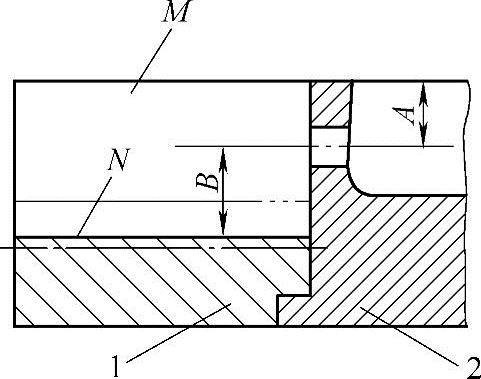
图9-36 装配凹模
1—凹模固定板 2—凹模镶块
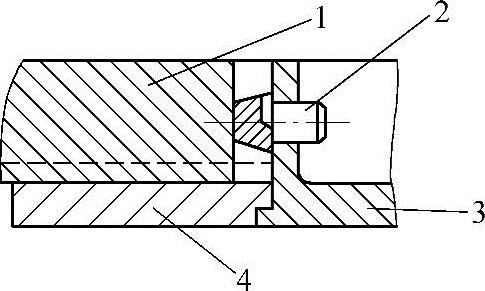
图9-37 型芯固定孔压印图
1—侧型芯滑块 2—定中心工具 3—凹模镶块 4—凹模固定板
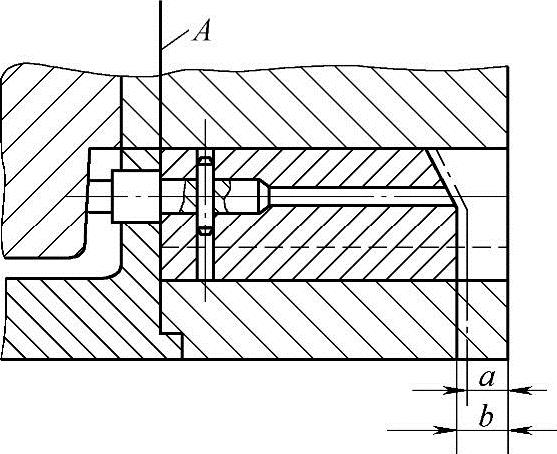
图9-38 型芯修磨量的测量
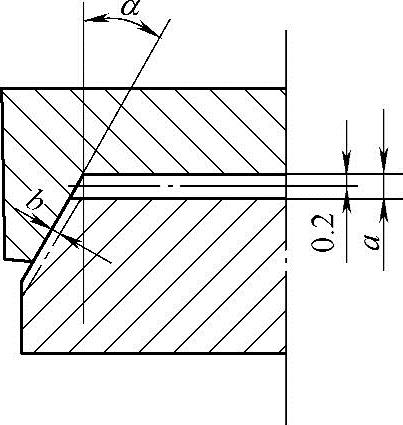
图9-39 滑块斜面的修磨量
(4)装配滑块型芯 在模具闭合时,滑块型芯应与定模型芯接触,如图9-38所示。一般都在型芯上预留加工余量,通过修磨达到要求。其操作过程如下:
1)将型芯端部磨成与定模型芯相应部位吻合的形状。(https://www.xing528.com)
2)将滑块装入滑槽内,使其端面与型腔镶块的A面接触,测得尺寸b。
3)将型芯装入滑块,并推入滑槽,使滑块型芯与定模型芯接触,测得尺寸a。
4)修磨滑块型芯,其修磨量为b−a−(0.05~0.1)mm。(0.05~0.1)mm为滑块端面与型腔镶块A之间的间隙。
5)将修磨正确的型芯和滑块配钻销钉孔,并用销钉定位。
(5)楔紧块的装配 在模具闭合时楔紧块斜面必须与滑块斜面均匀接触,并确保有足够的锁紧力。为此,要求装配时,模具在闭合状态下分型面之间应保留0.2mm的间隙,如图9-39所示。此间隙靠修磨滑块斜面预留的修磨量保证。此外,楔紧块在受力状态下不能向闭模方向松动,所以,楔紧块的后端面应与定模板处于同一平面。
根据上述要求楔紧块的装配如下:
1)用螺钉紧固楔紧块。
2)修磨滑块斜面,使其与楔紧块修磨密合其修磨量为
b=(a−0.2)sinα
式中 b——滑块斜面的修磨量(mm);
a——闭模后测得的分模面实际间隙(mm);
α——楔紧块的斜度(°)。
3)楔紧块与定模板一起钻、铰定位销孔,装入定位销。
4)将楔紧块后端面与定模板一起磨平。
(6)加工斜导柱孔
(7)修磨限位块 开模后滑块的起始位置由限位块定位。在设计模具时,一般将滑块后端面与定模板外形齐平,由于加工时产生误差而使得两者不处于同一平面时,可按需要将限位块修磨成台阶形。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。