



在数控加工中,刀具“补偿”与“偏置”的实质是一样的,只是叫法不同,可认为是一个问题的两种表述,读者不必追究其差异性。FANUC 0i数控系统的偏置画面中称为“偏置”,而实际中常常又叫“补偿”。若要过于追究的话,可参考FANUC官方手册的说法,即实现刀具位置移动的叫“偏置”,而修正刀具半径偏差的叫“补偿”。
现代数控系统一般将刀具偏置分为外形偏置与磨损偏置两部分管理。图2-10所示为FANUC 0i Mate-TC数控系统的偏置画面。在偏置画面中,可看到5列数据,分别为偏置号No.××、偏置X、偏置Z、刀尖圆弧半径R和理论刀尖方位号T,其中,X和Z称为刀具位置偏置,R和T称为刀尖圆弧半径补偿。偏置号前的G(见图2-10a)为英文单词Geome-try(几何)的第一个字母,所以外形偏置画面常常称为几何偏置;而偏置号前的W为英文单词Wear(磨损)的第一个字母,即图2-10b所示为磨损偏置画面。
外形偏置一般控制刀具安装偏差或形状偏差,其数值较大;而磨损偏置多用于刀具磨损的补偿以及加工尺寸的微调,其数值较小。刀具的实际偏置等于外形偏置与磨损偏置两部分的代数和。另外,外形偏置还常常用于建立工件坐标系。
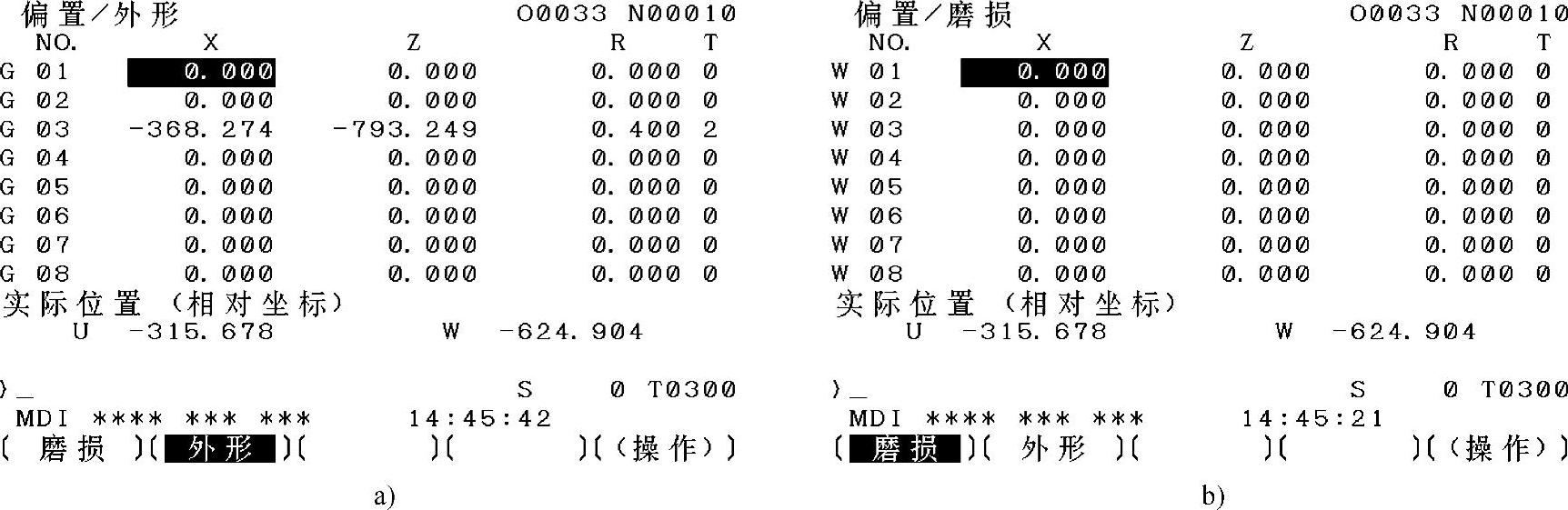
图2-10 刀具偏置画面
a)外形偏置画面 b)磨损偏置画面
偏置轨迹分析时常用到偏置矢量的概念,所谓偏置矢量实际上是偏置存储器中X和Z两偏置分矢量(带符号的偏置分量)的合成矢量。(https://www.xing528.com)
应用技巧与禁忌:
1)系统参数No.5002#1(LGN)用于设置刀具的外形偏置号与磨损偏置号是否相同,默认设置为相同(LGN=0)。
2)系统参数No.5002#2(LWT)用于设置刀具磨损补偿是用刀具移动实现还是用坐标系偏移实现,默认设置为用刀具移动进行补偿(LWT=0),其补偿动作的实现必须在刀具直线移动程序段进行。
3)系统参数No.5002#4(LGT)用于设置刀具外形补偿是用刀具移动实现还是用坐标系偏移实现,默认设置为用坐标系偏移进行补偿(LGT=0),此时与LWM设置无关,在T指令程序段补偿。其偏置动作的实现通过坐标系的移动实现。此时刀具一般不动,仅是坐标值发生变化(即坐标系产生了移动)。
4)系统参数No.5002#5(LGC)用于设置00偏置号时是否取消刀具外形补偿,LGC=0时为不取消(LGC=0)。
5)系统参数No.5003#6(LVC)用于设置按下复位键时是否取消偏置量,LVC=0时为不取消偏置量。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。