



1.加工原理
分层切削法的加工原理如图2-89c、d所示,加工过程中,除每一层的第一刀是三刃切削外,其余各刀均避免了三刃切削。也就是说,每一层第一刀的切削力是最大的,而且每一层的切削深度是相同的,那么,只要第一层的第一刀不扎刀,后面的加工基本就不再扎刀了。由此可见,此方法能最大限度地避免三刃切削,减小刀具的切削面积,从而减小切削力。在加工时只需根据机床、工件和刀具的刚性,合理选择切削参数,就可以完全避免扎刀现象的发生了。
2.需解决的问题
每一层切削完进入下一层切削时,第一刀切入点必须沿轴向偏移一段距离,最后一刀也沿轴向偏移一段距离,这两段偏移距离的方向相反。偏移距离Z等于背吃刀量ap与牙型半角α/2正切函数的乘积,即Z=aptan(α/2)。
分层切削法用系统自带的螺纹加工指令G32、G92和G76指令无法直接编程,若用普通程序编程,由于其只能用常量数值,不可使用计算式且只能顺序执行,所编制的程序会繁琐、复杂、易出错,故常常采用宏程序编程。
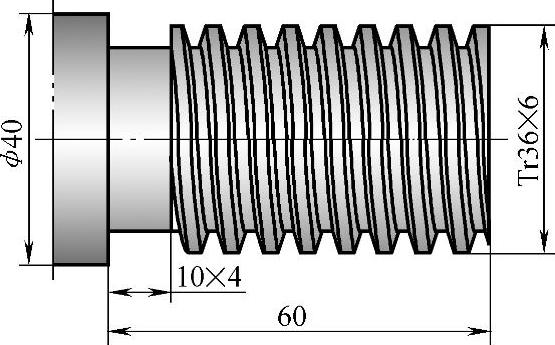
图2-91 分层切削法示例图
3.编程示例
图2-91所示为一个Tr36×6的梯形螺纹,拟用分层切削法编程加工,取刀头刃磨宽度为1.2mm,每层的背吃刀量ap取0.5mm,编程之前的基本计算如下:(https://www.xing528.com)
每一层的偏移量:Z=aptan(α/2)=0.5mm×tan15°=0.134mm
牙底宽:w′=0.366P-0.536ac=0.366×6mm-0.536×0.5mm=1.982mm(由表2-6可知ac=0.5mm)
牙型高:h3=0.5P+ac=0.5×6mm+0.5mm=3.5mm
牙槽顶宽:V=P-w=P-0.366P=P(1-0.366)=3.804mm
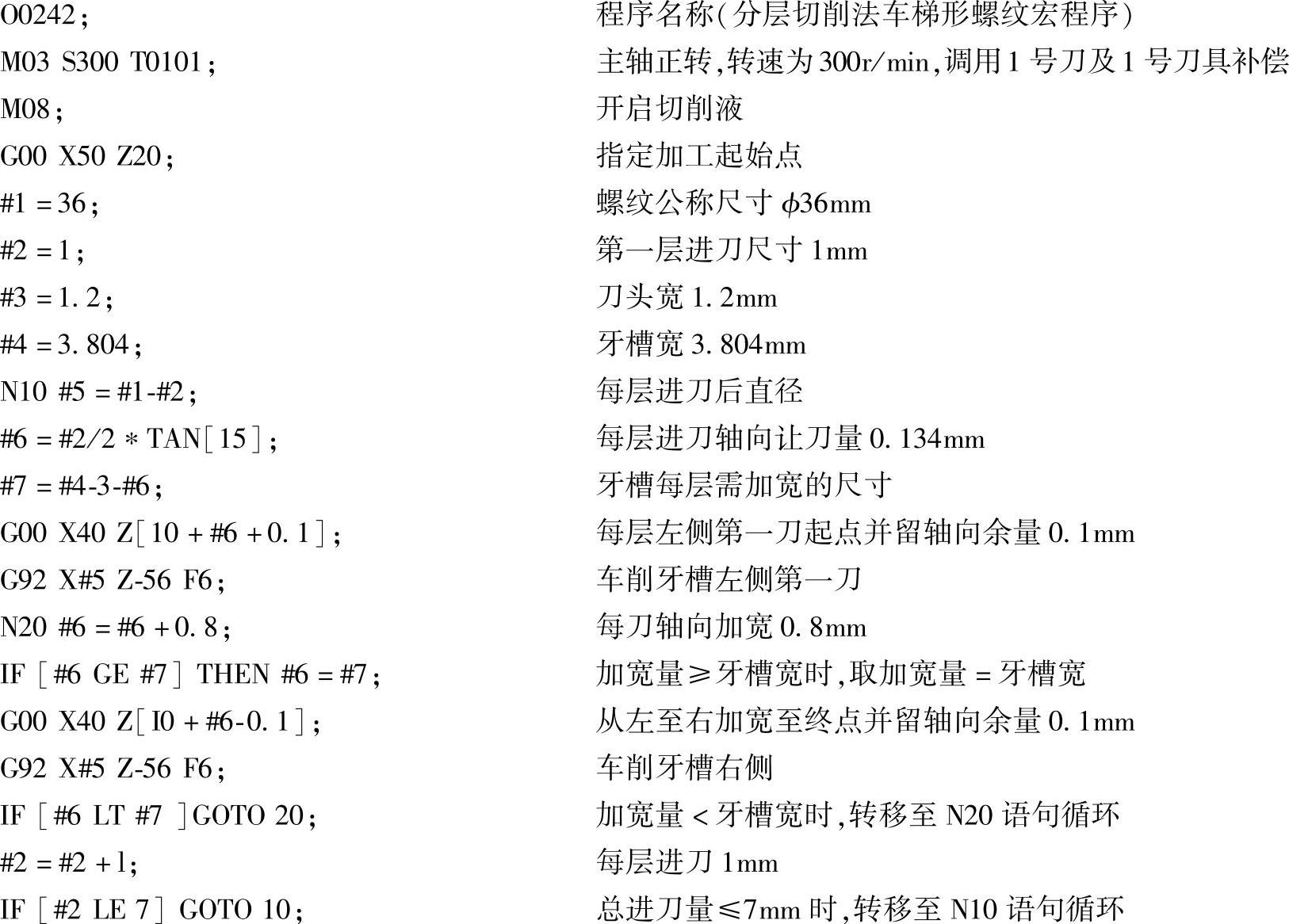
参考程序如下:
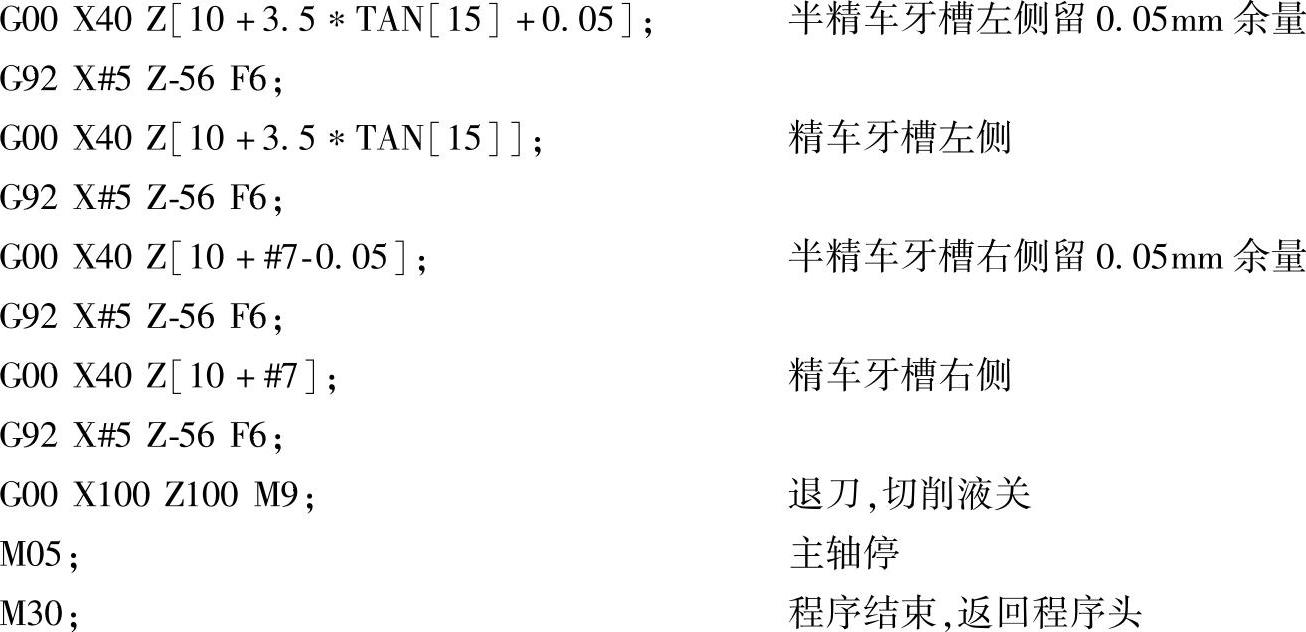
编程技巧分析:以G92指令为螺纹编程基础,以分层切削法为编程原理,利用宏程序中的条件转移语句等为编程手段,所编程序简短、清晰,有较好的应用价值。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。