



1.数控车削系统偏置画面的进入与操作
(1)偏置画面的进入 图4-22所示为数控车削系统偏置画面,操作过程如下:
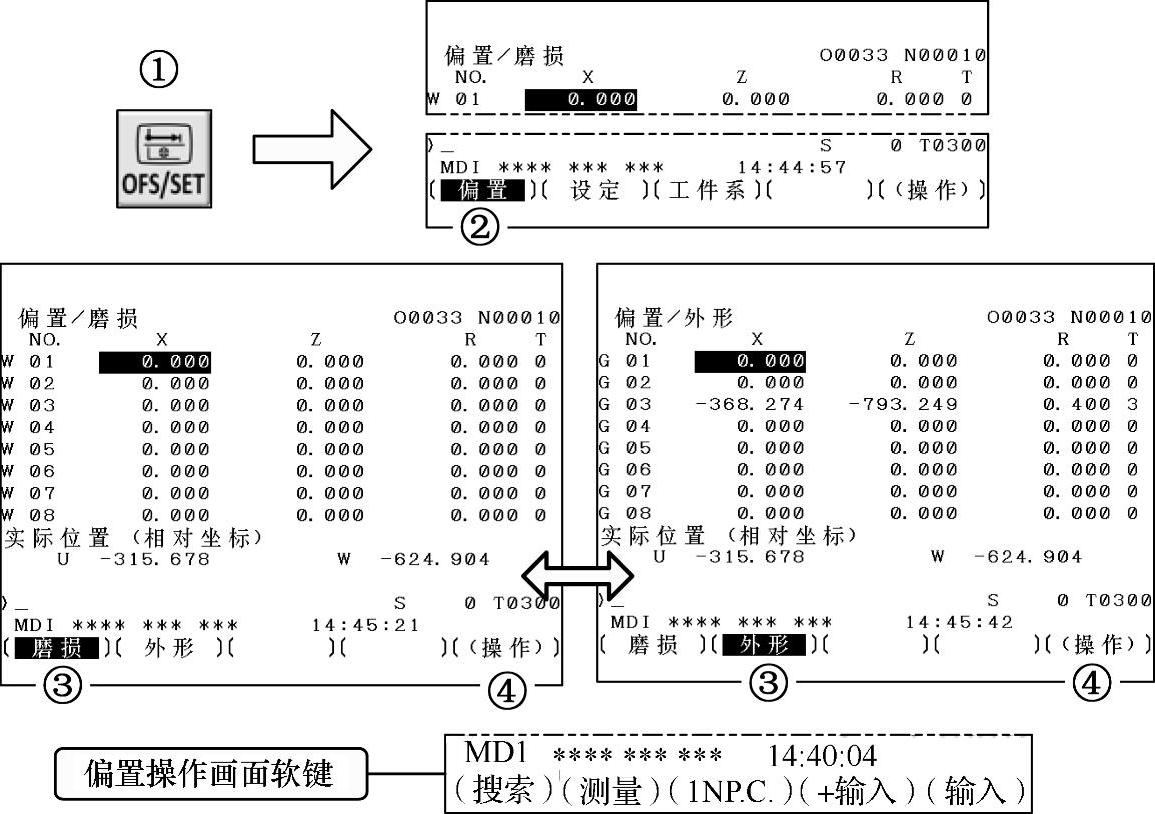
图4-22 数控车削系统偏置画面
1)按下功能键OFS/SET。
2)按下[偏置]软键,进入刀具偏置显示画面[若第1)步已进入偏置画面,这一步可以省略]。
3)按下[外形]或[磨损]软键可在外形和磨损偏置画面之间进行切换。
4)按下[(操作)]软键可进入偏置操作画面,其底部的软键发生了变化。
(2)偏置画面的操作技巧与禁忌
1)画面顶部标题栏提示进入的是外形还是磨损画面。
2)系统将偏置分为两部分管理,前者可看成是基本值,后者可认为是微量调整值,刀具的实际偏置值是这两部分的代数和。
3)每个刀具偏置存储器包括四部分参数:几何偏置X和Y以及刀尖圆弧半径R和理论刀尖方向号T。前者用于刀位点位置的偏移控制,后者用于刀尖圆弧的半径补偿。
4)刀具外形与磨损偏置存储器分别用偏置号G××和W××表示,FANUC 0i Mate-TC数控系统提供了64个存储器,即可以使用64个刀具偏置号。按上/下翻页键 /
/ 可逐页浏览。
可逐页浏览。
5)按光标移动键( /
/ 和
和 /
/ )可移动光标并选择待操作的偏置值。各操作软键的作用如下:
)可移动光标并选择待操作的偏置值。各操作软键的作用如下:
①[搜索]软键:在输入缓冲区键入偏置号,按下[搜索]软键,可按偏置号快速检索。
②[测量]软键:将刀具当前位置相对于工件坐标系原点的偏置值与输入缓冲区键入的值相减直接存入当前刀具偏置存储器中(光标所在位置)。该软键常用于T指令刀具几何偏置建立工件坐标系。输入缓冲区键入值的格式为:X×××或Z×××。若输入的是X0或Z0,则是将刀具当前位置的偏置值直接存入光标所在位置。
③[INP.C.]软键:将刀具当前位置的相对坐标值输入到偏置存储器中。该软键主要用于非基准刀对基准刀相对偏置矢量的输入。
④[+输入]软键:将输入缓冲区键入的值与光标所在位置的值相加(代数和),并存入光标所在位置。
⑤[输入]软键:将输入缓冲区键入的值直接替换光标所在位置的值,即键入值的直接输入。
6)尽可能利用外形与磨损两部分存储的特点管理偏置值,而不要直接在外形存储器中微调偏置值。
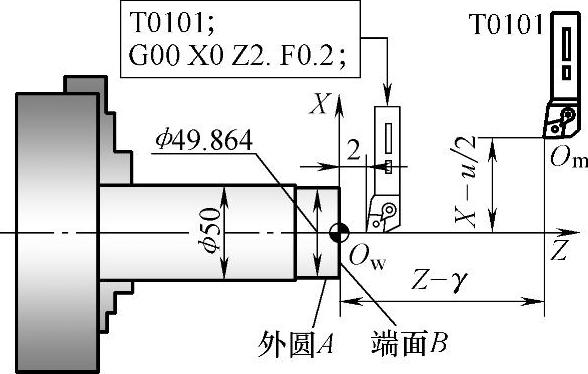
图4-23 刀具几何偏置建立工件坐标系原理
2.数控车削系统偏置的应用技巧与禁忌
(1)T指令刀具几何偏置的应用T指令刀具几何偏置建立工件坐标系在数控车床上应用广泛。
1)几何偏置建立工件坐标系原理分析。以图4-23为例,假设图示T0101号刀具位置为机床参考点位置,工件坐标系原点Ow相对于机床参考点Om的偏置矢量分别为-α和-γ。刀具偏置的原理是刀具移动时相对于机床参考点的实际坐标值等于指令指定位置坐标与偏置值的代数和。假设先执行了指令T0101,然后执行程序段G00 X0 Z2.时,刀具到达的位置是距工件端面中心2mm位置处。刀具相对于机床参考点的实际坐标为X=0+(-α)=-α,Z=2+(-γ)=-(γ-2)。注意,这时绝对坐标显示是X0.000和Z2.000,相当于将机床坐标系移至Ow位置处,建立起了工件坐标系。
2)T指令刀具几何偏置建立工件坐标系操作方法。以图4-23示意图为例,如下所述:
①按下MDI方式键,将T0101号刀换至工作位置,并起动主轴旋转。
②手动操作,试切外圆面A,保持X轴不动,Z轴退刀并停转主轴,测量试切外圆的直径,假设为ϕ49.864。
③按下功能键OFS/SET,依次按下[偏置]→[外形]→[(操作)]软键,进入外形偏置操作画面。
④光标定位至外形偏置存储器G01号X偏置处,在输入缓冲区键入轴地址X及试切外圆测量值(如前述的假设X49.864),按下[测量]软键,完成X轴偏置设置。
⑤重新起动主轴,手动操作试切端面,保持Z轴不动,X轴退刀。
⑥在外形偏置操作画面中,光标定位至G01号Z偏置处,键入Z0并按下[测量]软键,完成Z轴偏置设置。
至此完成了T0101号刀具建立工件坐标系的设置,若程序中执行了T0101指令,则可认为是建立起了工件坐标系。
3)设置技巧与禁忌
①T指令刀具几何偏置建立工件坐标系应尽可能将G54工件坐标系存储器设置为全零状态,因为G54坐标系偏置的变化会影响到刀具几何偏置建立的工件坐标系,而G54工件坐标系的设置在返回参考点后立即生效。
②严禁在主轴不转的状态下试切对刀。(https://www.xing528.com)
③尽可能避免刀具切削的状态下停止刀具移动设置偏置值,同时避免刀具接触工件的状态下停止主轴。
④第②步的保持X轴不动和第⑤步的保持Z轴不动必须严格遵循。
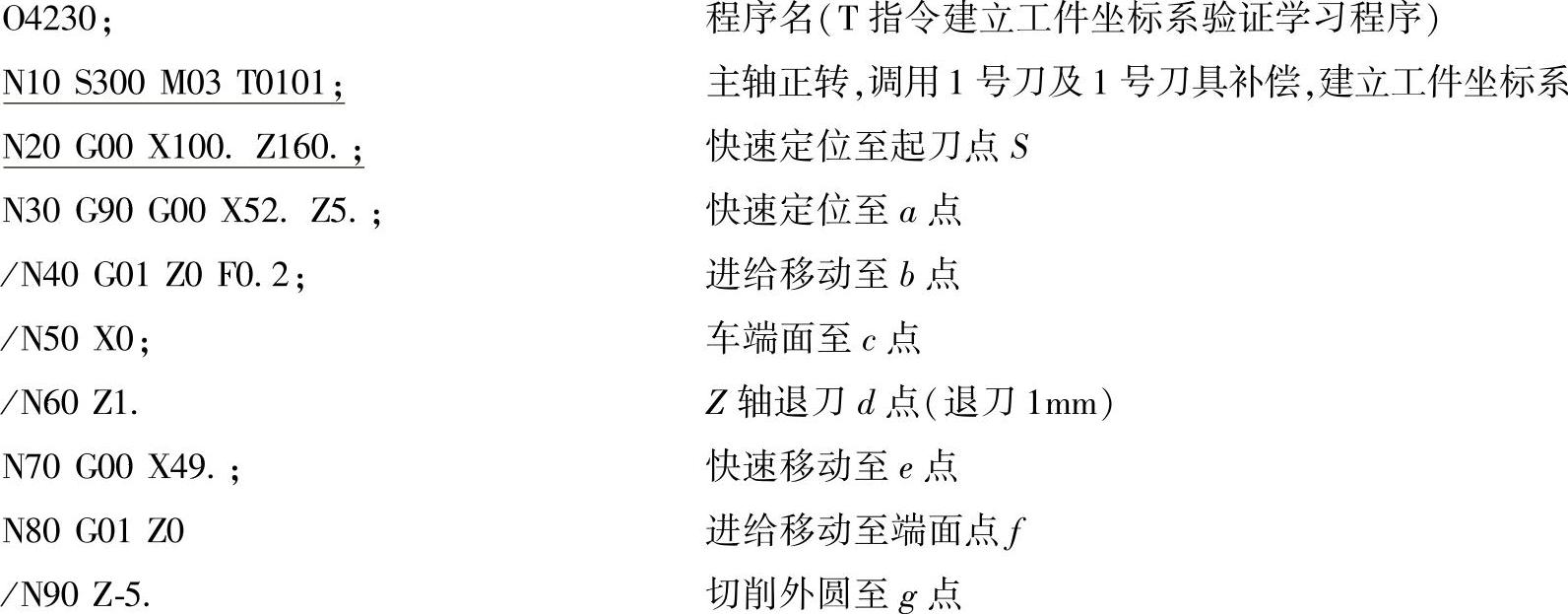
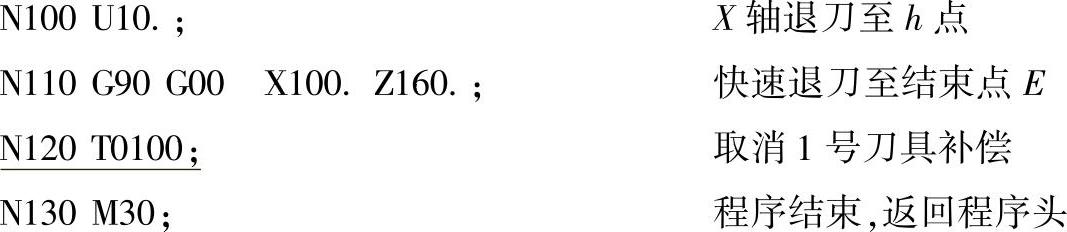
4)操作验证程序。本程序在前述G50指令建立工件坐标系程序O4190的基础上修改而来,修改部分增加了下画线,程序刀具轨迹参见图4-19b。
(2)数控车削系统刀尖圆弧半径补偿的应用技巧
1)刀尖圆弧半径补偿的应用技巧,如下所述:
①刀具圆弧半径补偿主要用于工件轮廓存在圆弧面与锥面且尺寸精度有要求的场合。
②刀尖理论方向号设置在外形补偿存储器中。
③刀尖圆弧半径补偿由刀具指令T××□□调用,由指令G41/G42启动。
2)刀尖圆弧半径补偿验证示例。以图2-98的加工程序O0245为例,假设刀尖圆角半径为0.8mm。
练习步骤:
①准备一把刀尖圆弧半径为0.8mm的精车外圆车刀,并安装在1号刀位上。若条件允许,用线切割机床切割一块工件轮廓样板。另外,准备ϕ50mm尼龙棒一段,装夹在自定心卡盘上。
②将程序O2114输入数控系统存储器中,基于G54指令对刀,完成对刀操作,建立工件坐标系。
③在刀具外形偏置补偿存储器中,将1号偏置存储器的X轴、Z轴偏置值清零,并先将刀尖圆弧半径值R设置为0,理论刀尖方向号T设置为3。运行程序加工。若有样板,则用其检测工件外轮廓与样板的吻合程度。
④将刀尖圆弧半径值R修改为0.8mm,改用单段方式,逐段加工外形轮廓,观察各段切削厚度的变化情况,特别关注圆弧和锥面段与圆柱和端面段加工时切削厚度的变化情况。加工完成后,再次用外廓样板检测其与工件的吻合程度。
⑤加工完成后,自行总结第④步刀尖圆弧半径R设置为0.8mm后各处切削厚度的变化情况,对照2.9.1节中关于刀尖圆弧半径补偿原理分析与理解刀尖圆弧半径补偿的情况。
另外,还可以将图4-19b所示的对刀验证程序O4190加入刀尖圆弧半径补偿指令加工验证,观察设置刀尖圆弧半径补偿值前、后的切削情况,并进行分析。
3.多刀加工非标准刀相对偏置的设置与应用
图4-24所示为两把刀加工示意图。T0101为基准刀,用于建立工件坐标系;T0202为非基准刀,由于刀具安装的随机性,其转到工作位置存在偏置,其相对基准刀的偏置矢量为T2,对应的分矢量分别为T2X和T2Z。若01号偏置存储器的偏置值为零,02号偏置存储器的外形偏置存储器几何偏置部分分别输入T2X和T2Z,则程序执行完T0202后,T02号刀按偏置矢量T2偏移,其结果就相当于T02号刀刀位点与T01号刀刀位点重合。
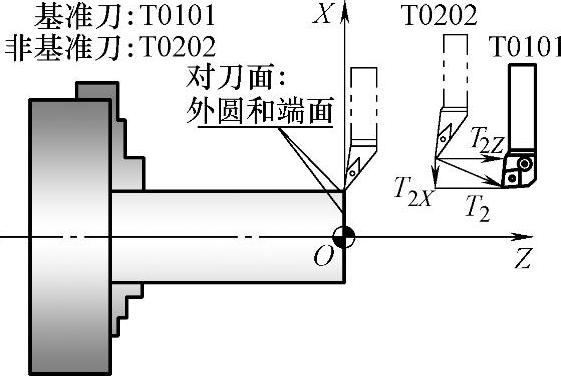
图4-24 相对偏置输入示意图
(1)非标准刀对刀设置原理与方法 分析图4-24可知,偏置矢量T2X和T2Z实际上是T02号刀相当于T01号刀的相对坐标(又称相对偏置),其可在机上测量并借用[INP.C.]软键输入。操作步骤如下:
1)将01号偏置存储器的几何偏置置零,然后用T01号刀对刀建立工件坐标系。对刀时注意将对刀点处的相对坐标置零。
2)将T02号刀转至工作位置,与T01号刀试切的外圆接触,Z轴退刀。
3)进入图4-22所示相对坐标显示方式下外形偏置的操作画面,光标定位至G02号偏置存储器的X偏置值处,按下[INP.C.]软键,则相对偏置矢量T2X被输入。
4)将T02号刀与T01号刀试切的端面接触,X轴退刀。
5)将光标定位至G02号偏置存储器的Z偏置值处,按下[INP.C.]软键,则相对偏置矢量T2Z被输入。
注意:不要按画面上显示的相对坐标值用[输入]软键输入,这种方式出错的概率较大。
(2)非标准刀对刀设置验证程序 仍以加工图4-19b所示的轮廓面为例,分别用T0101和T0202加工,加工程序如下:

程序分析:
1)T0101号刀为标准刀,用G54对刀,因此,1号刀具补偿值必须清零。
2)T0202号刀为非标准刀,2号刀具偏置存储器中存入其相对于1号标准刀的相对偏置值。
3)两刀具加工表面不变,若对刀准确,2号刀执行至程序段N80后,刀尖应该与工件边缘对齐。为观察方便,可用单段方式执行程序、选择性暂停指令观察对刀是否准确。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。