



【摘要】:结构处理主要是考虑原设计结构从工艺性角度看是否合理、优越,并处理因受所用材料、设备能力和加工条件等因素影响而出现的结构问题。下面就通过两个例子来对放样过程中的结构处理问题予以说明。从工艺性角度看,按此方案制作加工难度大,尤其是质量不易保证。
结构处理主要是考虑原设计结构从工艺性角度看是否合理、优越,并处理因受所用材料、设备能力和加工条件等因素影响而出现的结构问题。结构处理涉及面较广,有时还很复杂,需要丰富的专业知识和生产实践经验,并对相关专业(如焊接、起重等)知识有所了解。下面就通过两个例子来对放样过程中的结构处理问题予以说明。
图2-15a所示为一离心式通风机机壳中的零件——进风口。它是由锥形筒翻边而成。从工艺性角度看,按此方案制作加工难度大,尤其是质量不易保证。某厂在制造该产品时,决定在不降低原设计强度要求的前提下,改为图2-15b所示的三件组合形式(以图中双点画线为界)。其中,A件为一个法兰圈,可由钢板切割而成;B件为一个圆锥筒,可由滚板机滚制而成;C件为一个弧形外弯板筒,可以分为两块压制而成。改进后的产品加工难度降低了,质量也容易得到保证,生产效率也有所提高。
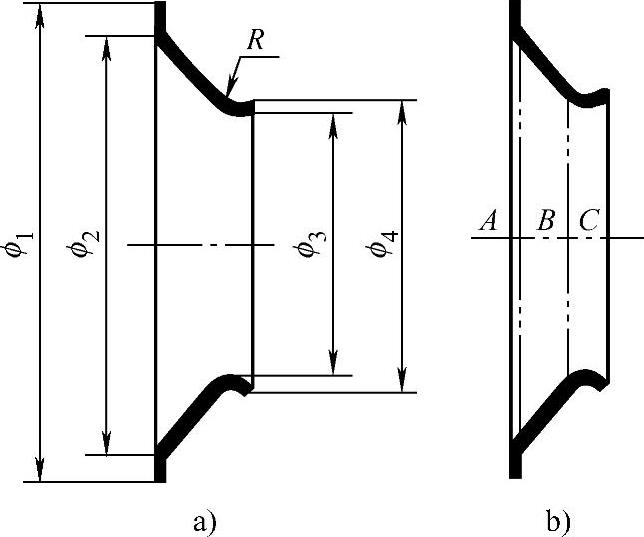
图2-15 进风口
a)设计结构 b)三件组合结构
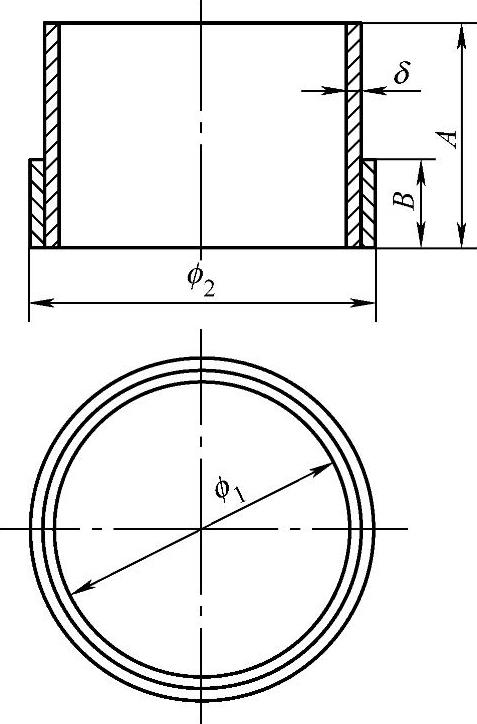
图2-16所示为某产品的一个部件——大圆筒,原设计中只给出了各部尺寸要求,但由于此大圆筒直径较大,其展开料长较长,需要由几块钢板拼制而成。所以,放样时就应考虑拼接焊缝的位置和接头坡口的形式。从保证大圆筒的强度、避免应力集中、防止或减小焊接变形的角度来考虑,采用图2-17所示的拼接方式应该是一个较好的方案。
 (https://www.xing528.com)
(https://www.xing528.com)
图2-16 大圆筒
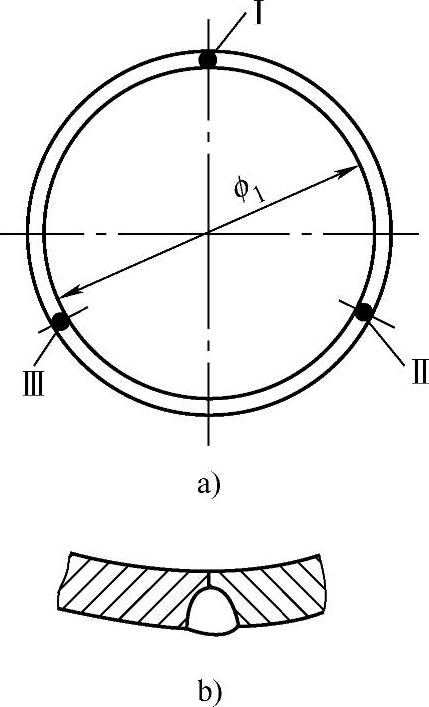
图2-17 拼接位置及坡口形式
a)拼接位置 b)坡口形式
以上两例说明,结构处理中要考虑的问题是多种多样的,放样者要根据产品的具体情况和工厂的加工条件加以妥善解决。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。