



冲裁工作在冷冲压加工中占有相当大的比重,它广泛用于加工各种形状的平板零件,如垫圈、挡圈及各种电器零件等,也可用来为其他冷冲压工作切制坯料。
1.冲裁工作的分离过程
冲裁工作是由凸模和凹模之间的相对运动来完成的,凸模和凹模组成一组刃口,把材料压在中间,凸模逐步下降,使材料分离。整个分离过程可以分成以下三个阶段,如图3-6所示。
(1)弹性变形阶段(见图3-6a) 凸模下压接触坯料,材料在凸模下压力的作用下,产生弹性压缩和弯曲,并略微挤入凹模型孔中。坯料与凸凹模接触处出现很小的圆角,这时材料的内应力没有超过弹性极限。
(2)塑牲变形阶段(见图3-6b) 凸模继续下压,材料内应力超过了屈服强度,部分金属被挤入凹模型孔内,产生塑性剪切变形,形成光亮的剪切断面。由于凸模与凹模之间存在间隙,故材料在剪切变形的同时,还受到弯曲和拉伸。在凸凹模刃口附近部分的材料由于应力集中,出现微小的裂纹。
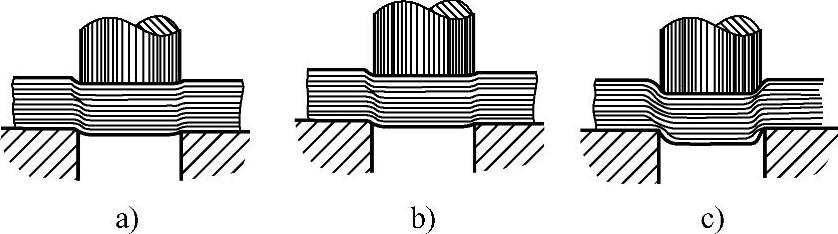
图3-6 冲裁过程的三个阶段
(3)断裂阶段(见图3-6c) 随着凸模继续下压,凸凹模刃口部分材料的微小裂纹不断向材料内部扩展,当上下裂纹重合时材料随即被拉断分离。
2.冲裁间隙
冲裁模的凸模横断面,一般都小于凹模孔,凸模和凹模之间应保持适当的间隙。凸凹模间每侧的间隙称为单边间隙,两侧的间隙称为双边间隙,一般在模具设计制造中,若无特殊说明,冲裁间隙就是指双边间隙。
冲裁间隙是模具制造和调整中的一个重要工艺参数。间隙值的大小对冲裁后制件的尺寸精度、断面质量以及冲裁力和模具寿命等都有重要的影响。若间隙值合理,冲裁时凸凹模上下刃口处所产生的裂纹必能重合,冲制出的制件断面平整、光洁,没有粗糙的裂纹、毛刺、圆角等缺陷。制件靠近凹模刃口部分有一条具有小圆角的最亮狭带。靠近凸模刃口一端略成锥形,表面较粗糙,如图3-7a所示。
当间隙值过小时,冲裁力将增大,材料在凸凹模刃口处的裂纹无法重合,上下两裂纹中间的一部分材料,随着凸模继续下压,将被第二次剪切,使断面呈现有裂口和毛刺的双层切断面,如图3-7b所示。
当间隙值过大时,冲裁力将减少,材料在上下模刃口处的裂纹也不重合,但与间隙过小时的裂纹方向相反,制件断面上出现裂口和毛刺,如图3-7c所示。

图3-7 冲裁模间隙对切断面质量的影响
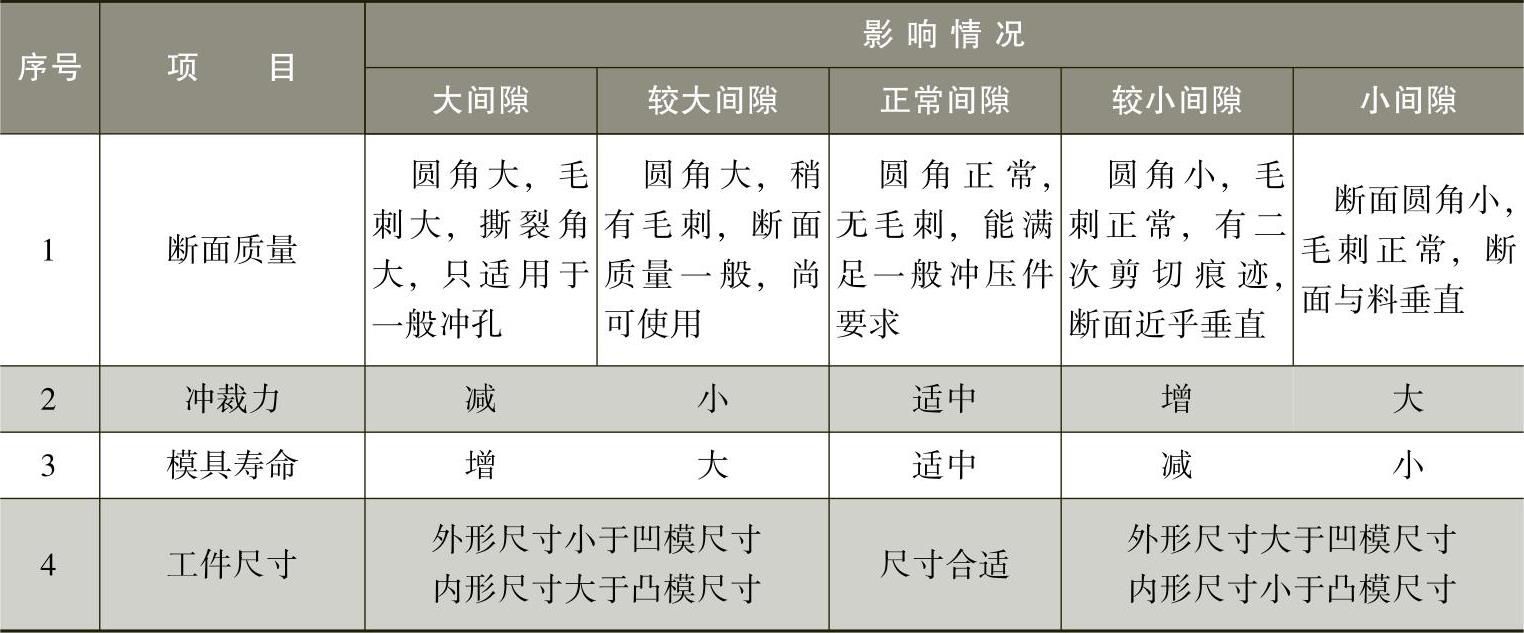
从表3-4中可知,间隙对冲裁制件的断面质量、尺寸精度、冲裁力以及模具寿命等都有很大的影响,所以在设计制造与调整模具时,必须正确地确定和调整间隙。
表3-4 间隙对冲裁工作的影响
生产实践证明,间隙被控制在一个适当的范围内,都能使冲裁工作得到合格的制件,并使冲裁力降低、模具寿命增长。这个间隙范围称为合理间隙。合理间隙的上限称为最大合理间隙Z最大,下限为最小合理间隙Z最小。通常在制造新模具时应采用最小合理间隙作为初始冲模间隙,以保证凸凹模冲裁时留有一定的磨损余量,提高模具的使用寿命。
冲裁各种不同厚度的材料,模具的冲裁间隙可按表3-5选用。
表3-5 冲裁模双面间隙 (单位:mm)

3.冲裁模
(1)冲裁模零件的分类 冲裁模的种类很多,复杂程度也不同,但不论其工作性质怎样,组成模具的零件都是大同小异的。为简化设计和制造,缩短生产周期,通常可根据模具零件的共性进行分类,然后再把其中的一部分零件进行标准化。组成模具的零件按其作用可分为工艺零件和结构零件两大类。
1)工艺零件是指直接与制件成形有关的零件。它包括直接形成制件的成形件、确定坯料或半成品在模具中位置的定位件和从模具中取出制件的卸料件。
2)结构零件是指把工艺零件连接起来,而成为模具整体的零件。它包括安装成形件和传递冲压力的支撑件,引导零件运动方向的导向件和起固定连接等作用的零件。
冲裁模零件的分类见图3-8。
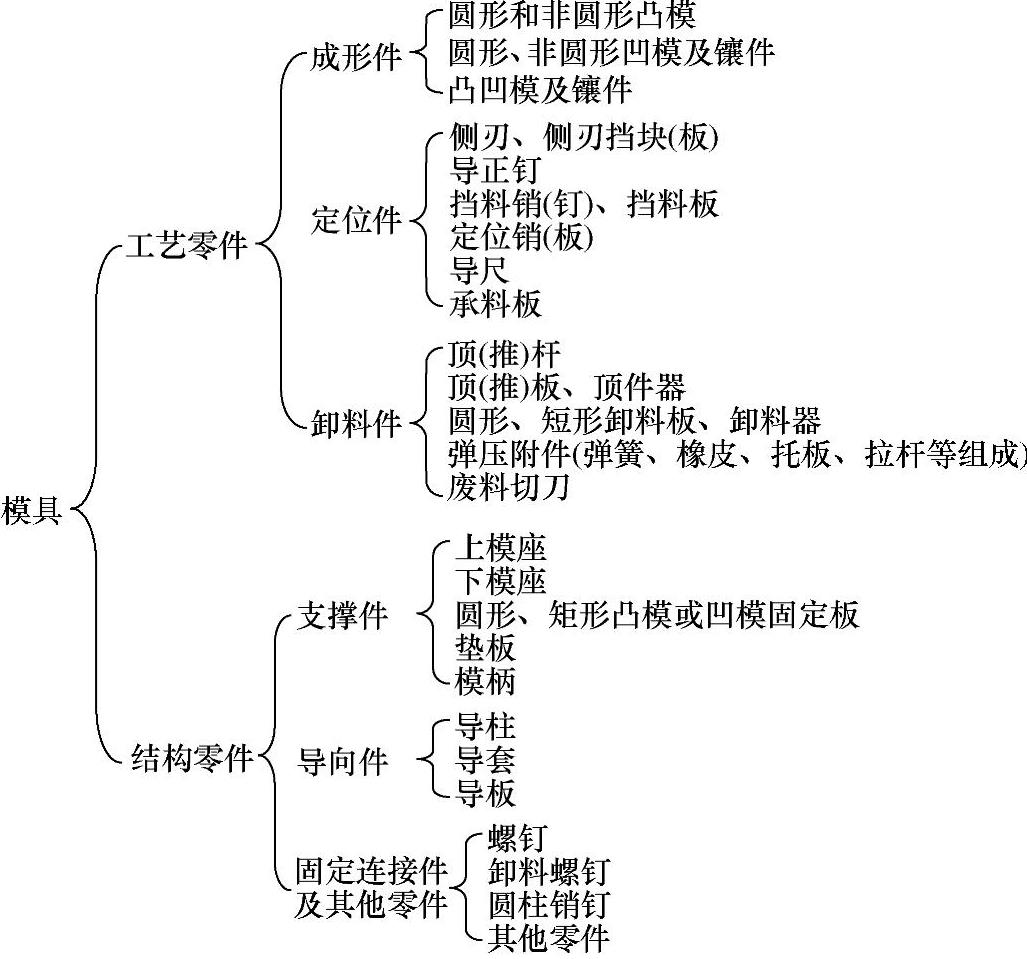
图3-8 模具零件的分类
(2)冲裁模的零部件
1)成形件。主要包括凸模、凹模和凸凹模,是整个冲裁模中的关键零件。由于凸、凹模是凸模和凹模的组合,所以下面只介绍前两种成形件。
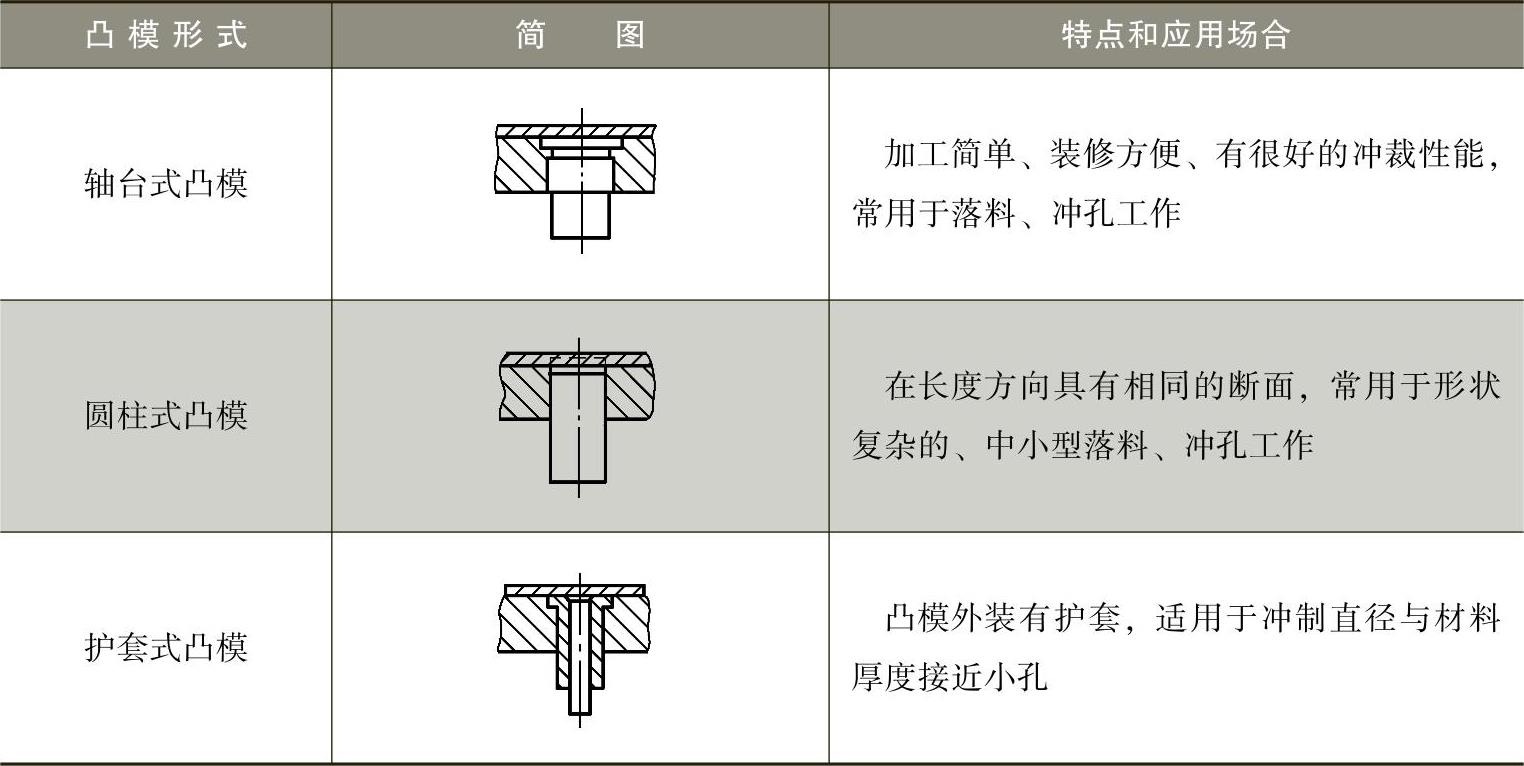
凸模可按以下三种方法来分类:①按横剖面形状(圆的、方的、长方的等);②按刃边的形状(平的或斜的);③按它与上模座的固定方法(用铆接或过盈配合)。
在实际生产中常见的凸模结构形式见表3-6。
表3-6 常见凸模结构形式
凹模按构造可分为整体式凹模和组合式凹模两种;按工作孔口的形式又可分为三种类型,如图3-9所示。
①圆柱形孔口(见图3-9a),其刃口强度较高,修磨后工作部分尺寸不变。它主要用于冲裁形状复杂或精度要求较高的制件。
②锥形孔口(见图3-9b),刃口经修磨后,工作部分尺寸略有增大,常用于精度要求不高,且形状简单的小型制件。
③具有过渡圆柱形孔口(见图3-9c),制造方便但刃口强度较弱,常用于厚度小于3mm的小型制件。
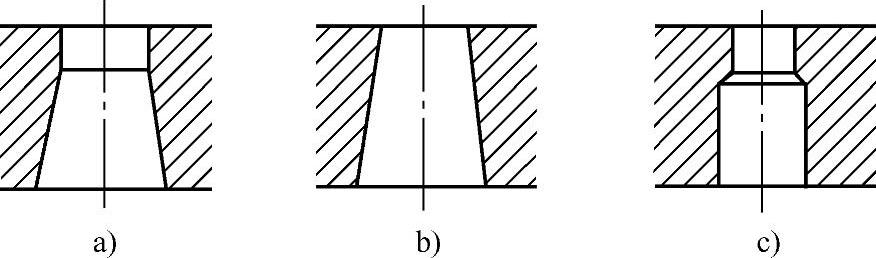
图3-9 凹模工作孔的形式
组合式凹模如图3-10所示。它常用于冲裁形状复杂并带有突出部分或尖角的制件。其结构特点是型腔各面由各种镶块拼接而成,因此制造要比整体式凹模容易。而且在实际使用时,有可能将个别损坏的部分加以更换,而不需要将整个凹模报废。
2)定位件。定位件的种类很多,常用的有挡料销、定位板和导正钉、导尺等。
①挡料销。挡料销分固定挡料销和活动挡料销两类,其作用是控制板料纵向送进距离。固定挡料销又分圆头挡料销和钩形挡料销两种,如图3-11所示,一般都装在凹模上。圆头挡料销应用较多,钩形挡料销则通常在定位孔离凹模孔口太近时使用,以保证凹模具有足够的强度。
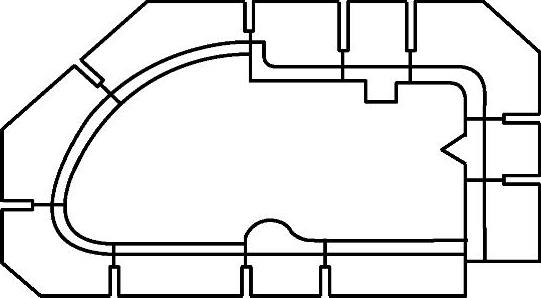
图3-10 组合式凹模
活动挡料销有三种形式,如图3-12所示。
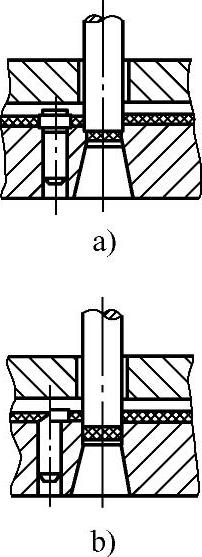
图3-11 固定挡料销
a)圆头挡料销 b)钩形挡料销
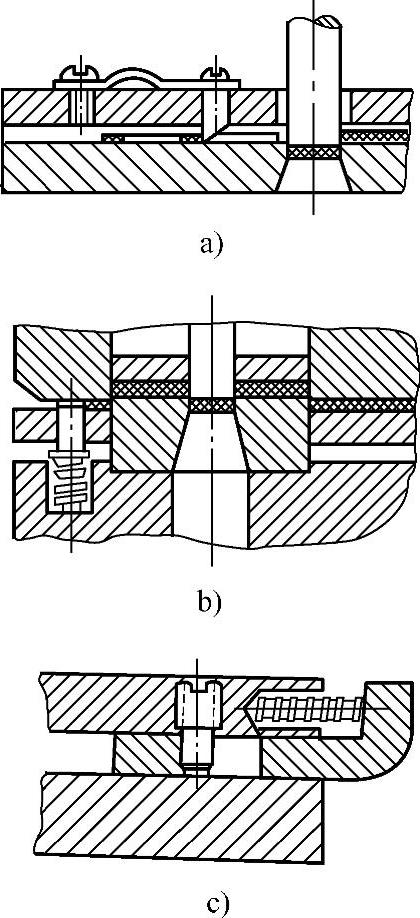
图3-12 活动挡料销
回带式活动挡料销如图3-12a所示。其销头一边制成斜面。送料时,条料靠斜面将挡料销抬起,当塔边越过后,挡料销在弹簧片作用下恢复原位,操作者将条料往回带,使塔边抵住挡料销而定位。
隐藏式活动挡料销如图3-12b所示。用于凸模装在下模的场合。临时挡料销如图3-12c所示,其通常装在导尺内,用于连续冲裁模中条料的首次定位。
②定位板。定位板常用于毛坯料条或半成品的定位。图3-13所示为定位板的两种形式,图3-13a~c是以坯料外形定位的;图3-13d、e是以坯料内孔定位的。
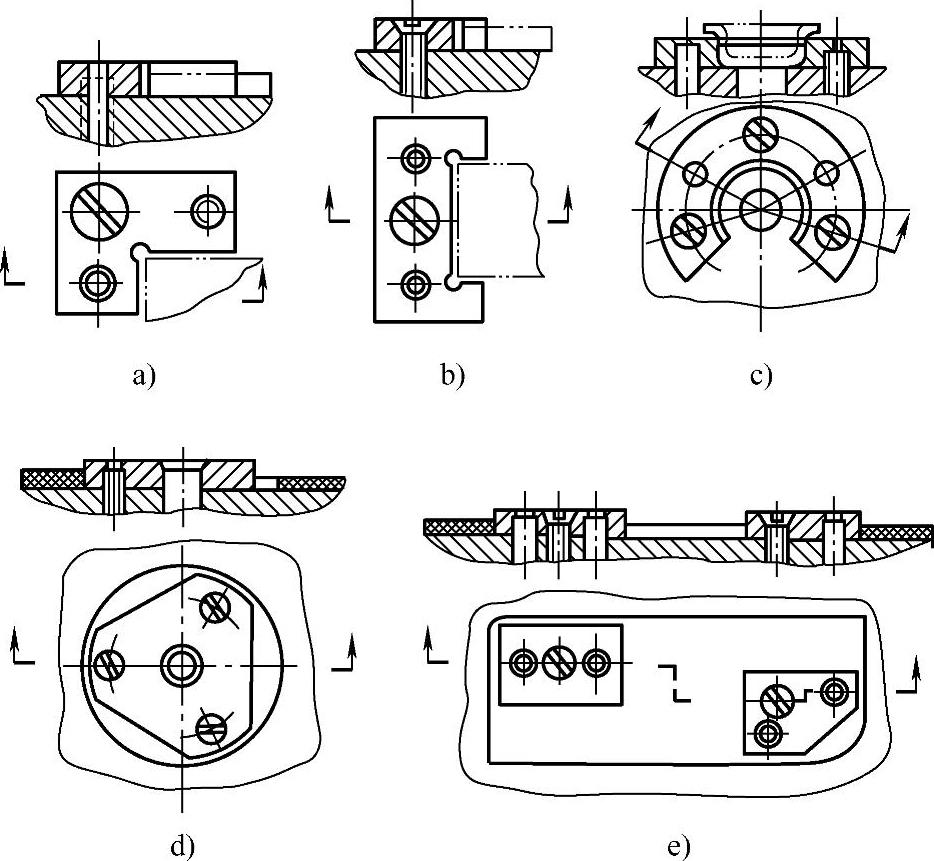
图3-13 定位板
a~c)以坯料外形定位 d)、e)以坯料内孔定位
③导正钉。导正钉主要用于连续冲裁模上对条料进行精确定位,以保证冲裁后制件具有准确的内外形位置尺寸。导正钉的各种结构形式如图3-14所示。
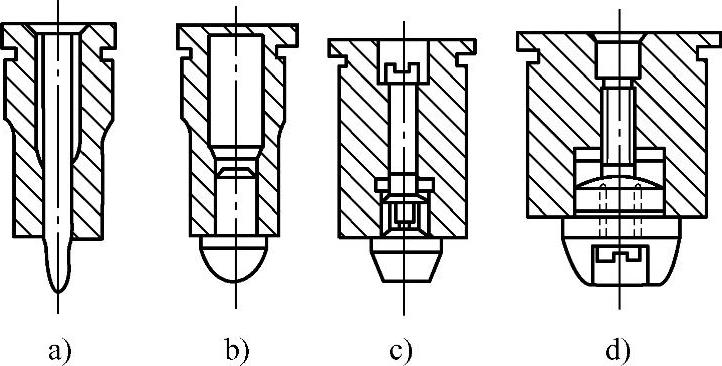
图3-14 导正钉的结构形式
a)用于直径1.5~4mm的孔 b)用于直径4~10mm的孔 c)用于直径10~25mm的孔 d)用于直径25~50mm的孔
④导尺。导尺的作用是使条料在送进时具有正确的送料方向。它常用于有导板的简单冲裁模与连续冲裁模。导尺可以与卸料板做成整体的,如图3-15a所示;也可以做成单独的,如图3-15b所示。
在实际使用时两导尺之间的距离应等于条料的宽度加上0.2~1.0mm的间隙。间隙的作用是保证当条料宽度不均匀时不致被卡滞住。但当条料的宽度公差太大或塔边太小时,则可使用在导尺上装有侧压板的侧压装置。侧压装置的构造形式如图3-16所示。基准导尺4用以引导条料移动,带槽导尺上开有缺槽,以容纳簧片2和压板3,条料送进时压板在簧片2的作用下,将条料压在基准导尺4上。这种侧压装置因侧压力不大,故仅适用于材料厚度在0.3~1mm的落料工作。
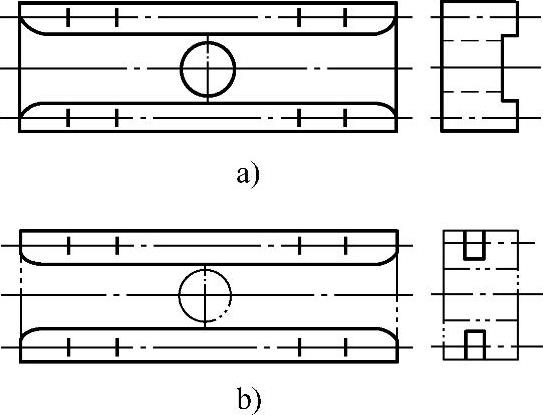
图3-15 导尺的结构形式
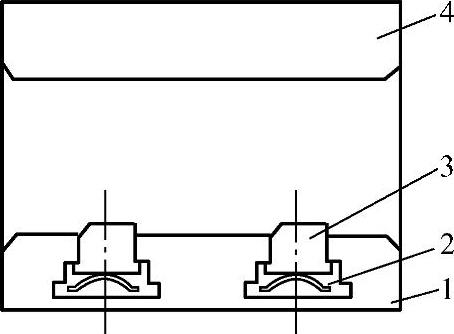
图3-16 侧压装置的构造形式
1—带槽导尺 2—簧片 3—压板 4—基准导尺
3)卸料件。卸料件的种类较多,在实际使用中常组装成卸料装置和顶件装置。
①卸料装置。卸料装置分刚性卸料装置和弹性卸料装置两种。刚性卸料装置主要由卸料板组成。它的结构简单,卸料力较大,适用于平整度要求不高或厚板料制件的卸料。
常用的刚性卸料装置如图3-17所示。封闭式刚性卸料装置如图3-17a所示。它适用于冲裁厚度δ>0.5mm的有导柱(或导板)的冲裁模。悬臂式刚性卸料装置如图3-17b所示。它适用于窄而长的制件,或在大型制件上进行冲孔或切口的冲裁模。
常见的弹性卸料装置如图3-18所示。图3-18a所示是直接用橡皮卸料的,常用于压力机行程小无法安装卸料板的简易冲模。图3-18b所示为弹簧或橡皮作用下通过卸料板进行卸料。常用于材料较薄,制件要求整体的复合模。
②顶件装置。顶件装置分刚性顶件装置和弹性顶件装置两种。常见的刚性顶件装置如图3-19所示。其特点是顶件力大,工作可靠。使用时常装在上模。
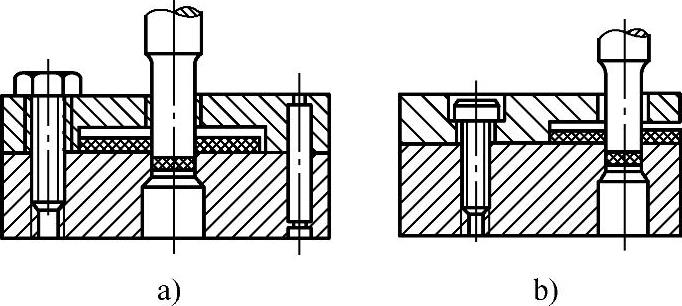
图3-17 刚性卸料装置
弹性顶件器的典型构造如图3-20所示。其特点是工作平稳,无冲击现象。
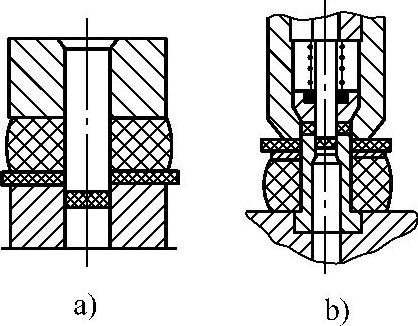
图3-18 弹性卸料装置
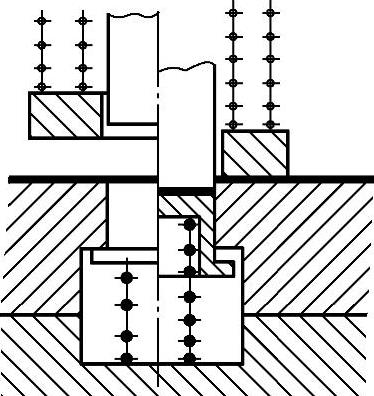
图3-19 刚性顶件装置
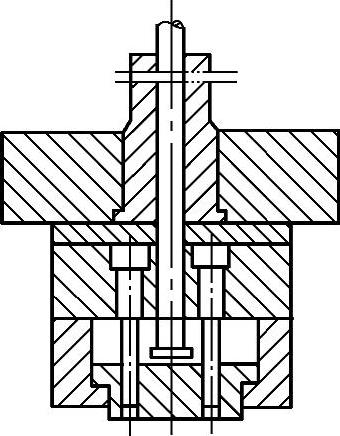
图3-20 弹性顶件装置(https://www.xing528.com)
4)模架。模架是各种冷冲模标准零件的典型组合。它主要是由模座、导柱、导套及模柄等零件组成的。
①模座。模座分上模座和下模座,它是整个模具的基础。上模座通过模柄安装在压力机的滑块上,下模座用压板和螺栓固定在工作台上。
模座已经列入标准化系列,模座的各种形式如图3-21所示。
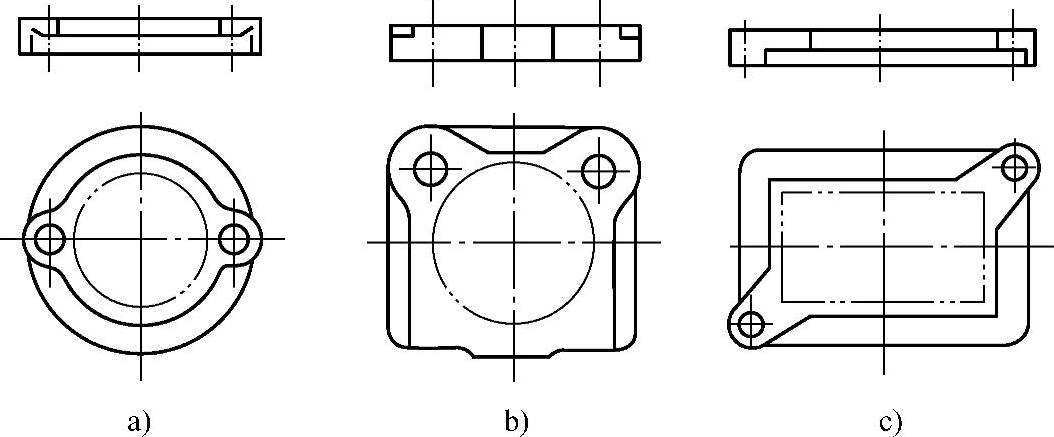
图3-21 模座形式
②导柱、导套。导柱、导套也已列入标准化系列,常用的导柱有两种形式,如图3-22所示。图3-22b所示的导柱一般用于单件生产的模具。它可以使上下模座的孔同时加工,以获得较高的同心度。
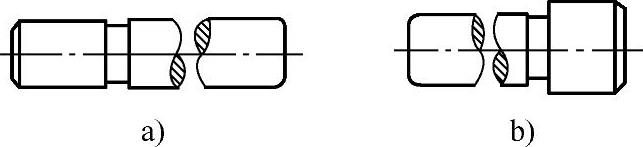
图3-22 导柱形式
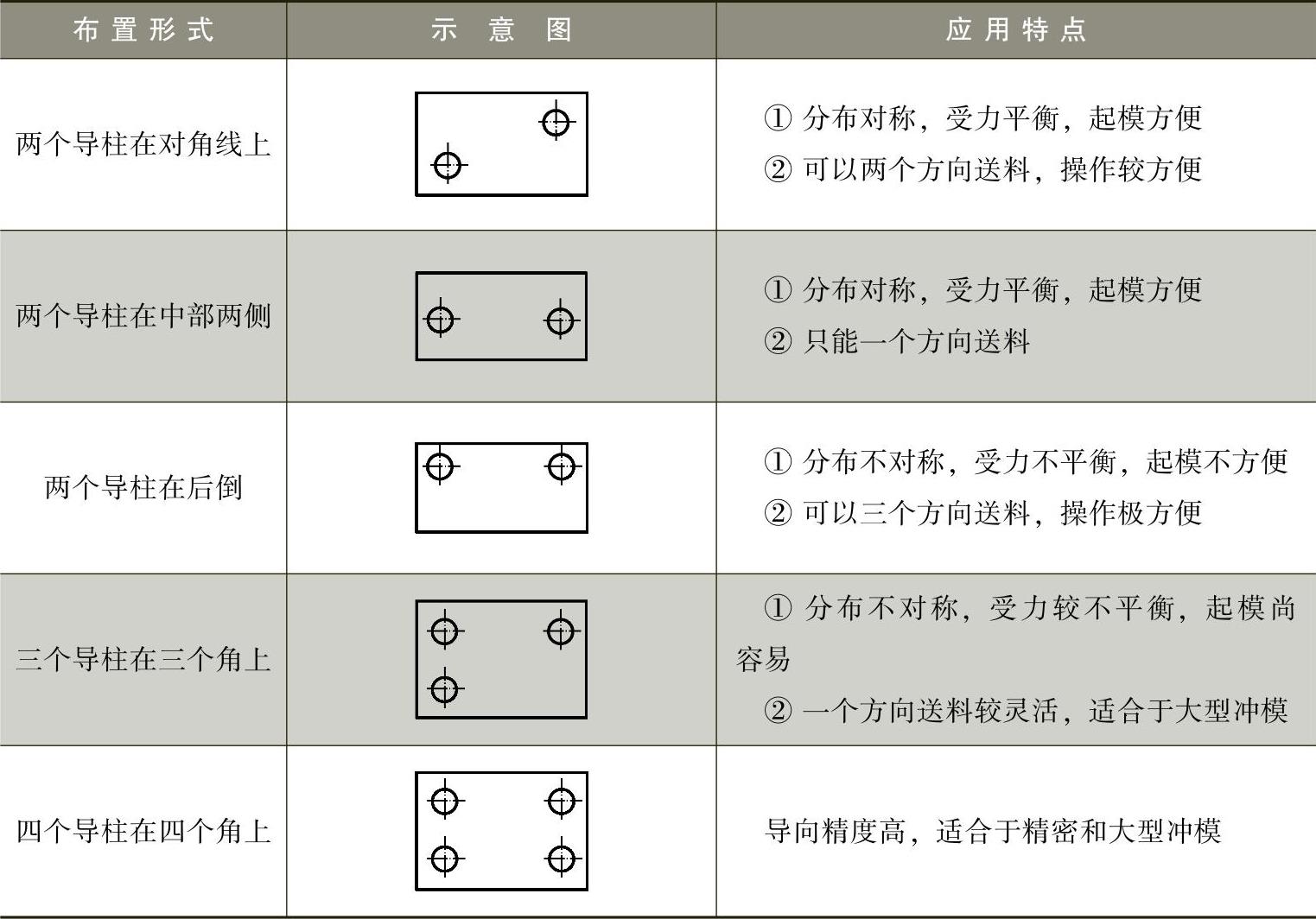
导柱在下模座上的布置见表3-7。
表3-7 导柱的布置
导套的结构如图3-23所示,在导套内割有油槽,以便润滑。
③模柄。模柄用以将上模座固定在压力机滑块上。常用的模柄有三种形式,如图3-24所示。
带有下轴台的圆柱形模柄如图3-24a所示。其直径D一般为20~60mm,常用于模座厚度较大的各种冲裁模。
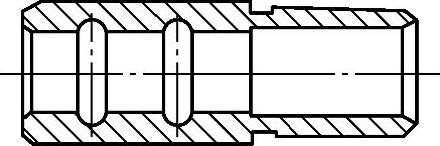
图3-23 导套结构
带螺纹的圆柱形模柄如图3-24b所示。其直径D一般为20~60mm,适用于有导柱导套的冲裁模。
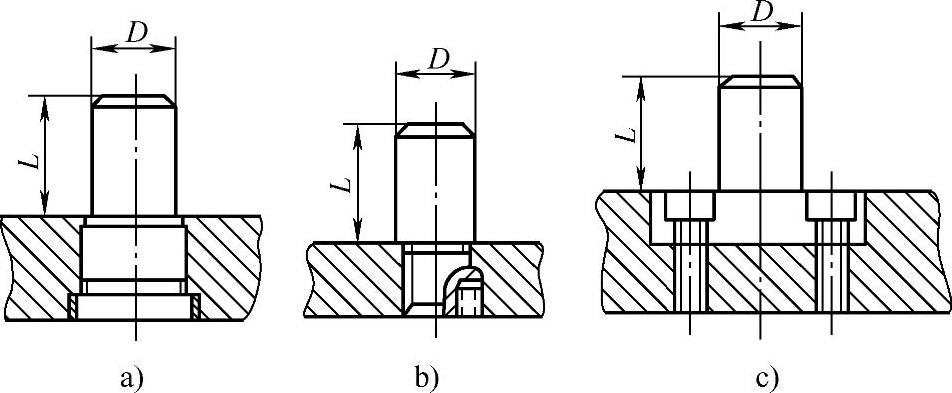
图3-24 常用模柄的形式的冲裁模
螺钉固定的模柄如图3-24c所示,其直径范围较大,常用于大型模具。
4.典型冲裁模的构造
(1)冲裁模的分类 冲裁模的结构类型可按以下三方面来分类。
1)按工序性质冲裁模可分为五类。
①落料模。它使制件按照封闭的轮廓线与原材料完全分离。
②冲孔模。它使废料沿封闭的轮廓与制件完全脱离。
③切断模。它使材料的一部分与另一部分分离,但切断并不是沿轮廓进行的。
④切口模。在制件封闭轮廓内切开一小部分(开口),但不脱离制件。
⑤切边模。它将制件(主要是指经拉深成形的制件)多余的毛边切掉,使制件得到一定的外形或尺寸。
2)按工序的组合冲裁模可分为三类。
①简单冲裁模。它一般由一个凸模和一个凹模组成,也可以由多个凸模和凹模组成,但在压力机每次行程中只能完成同一冲裁工序。
②连续冲裁模也称级进模或步跳模。它能按一定的顺序在压力机一次行程中,在不同的位置上完成两个以上的冲裁工序。
③复合冲裁模。在压力机一次行程中,能在同一位置完成两个以上的冲裁工序。
3)按导向形式冲裁模可分为三类。
①敞开模。模具本身没有导向装置,工作时完全依靠压力机的导轨起导向作用。
②导板模。装有导板作为导向装置,工作时靠导板来保证凸凹模的准确位置。
③导柱模。装有导套、导柱两种导向元件,用以保证凸凹模工作时的准确位置。
(2)简单冲裁模 简单冲裁模按有无导向装置可分为敞开式、导板式和导柱式三种。下面分别介绍几种比较典型的结构。
1)敞开式冲裁模。冲制圆形制件常用敞开式冲裁模,如图3-25所示。它由上模和下模两部分组成,上模为凸模是一个整体,通过模柄装在滑块1上,能随滑块上下运动。下模由凹模4、下模座6、卸料板3等组成,固定在压力机台面上。冲裁时板料放在凹模4上,滑块向下,凸模2就将制件与板料分离,制件从凹模孔中落下。冲裁后的板料由于弹性作用,卡在凸模上,在凸模上升时,板料也随同上升,但很快就被卸料板3挡住。当凸模2继续上升,板料便与凸模2脱开。
敞开式冲裁模的优点是结构简单,制造方便;冲裁时易于观察工作情况。但由于凸模的运动是依靠压力机导轨导向,不易保证凸凹模间的间隙,因此冲裁件的精度不高,模具装配调整麻烦,生产效率低,一般只适用于生产批量不大,制件形状简单,尺寸精度要求不高的冲裁工作。
2)导板式冲裁模。导板式冲裁模为了保证凸凹模间具有均匀的间隙,提高制件的质量,可用带有导板的冲裁模。导板式简单冲裁模的结构如图3-26所示。凹模2上装有定位板3,在定位板上面装着导板4,用螺钉与下模座紧固成一体。在冲裁过程中,凸模5始终在导板孔中运动。导板孔和凸模的配合一般为 ,从而起到导向作用。导板同时也起卸料板作用。它的优点是模具精度较高,使用寿命较长,安装调整容易,但与敞开式冲裁模相比制造复杂,且要求压力机行程要小,以保证冲裁时凸模不脱离导板孔。它在工作时由导柱、导套进行导向,故精度较高,在成批生产中应用十分广泛。
,从而起到导向作用。导板同时也起卸料板作用。它的优点是模具精度较高,使用寿命较长,安装调整容易,但与敞开式冲裁模相比制造复杂,且要求压力机行程要小,以保证冲裁时凸模不脱离导板孔。它在工作时由导柱、导套进行导向,故精度较高,在成批生产中应用十分广泛。
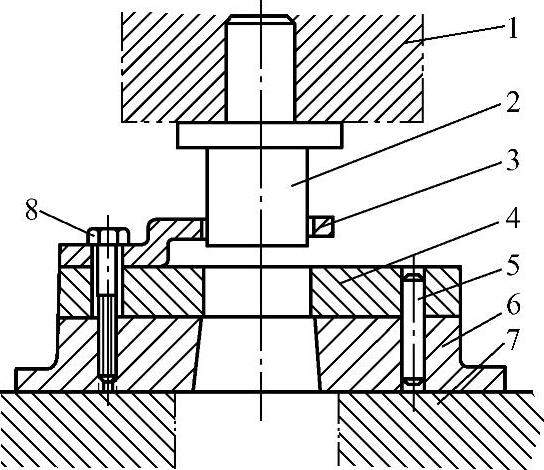
图3-25 敞开式冲裁模
1—滑块 2—凸模 3—卸料板 4—凹模 5—销钉 6—下模座 7—压力机台面 8—螺钉
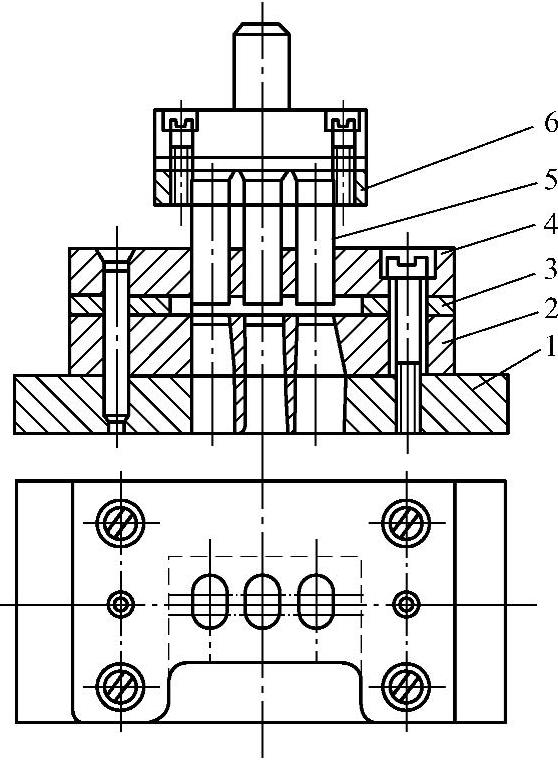
图3-26 导板式冲裁模
1—下模座 2—凹模 3—定位板 4—导板 5—凸模 6—上模座
3)导柱冲孔模。导柱冲孔模的结构如图3-27所示,该模具有两个导柱。工作时凹模2与凸模5的相对位置由导柱4和导套7引导。导柱的下端压入下模座1的孔内。导套压入上模座8的孔内。导柱与导套之间采用 配合,当滑块往下移动时,由于导柱在导套内滑动,保证了凹模与凸模相对的正确位置。
配合,当滑块往下移动时,由于导柱在导套内滑动,保证了凹模与凸模相对的正确位置。
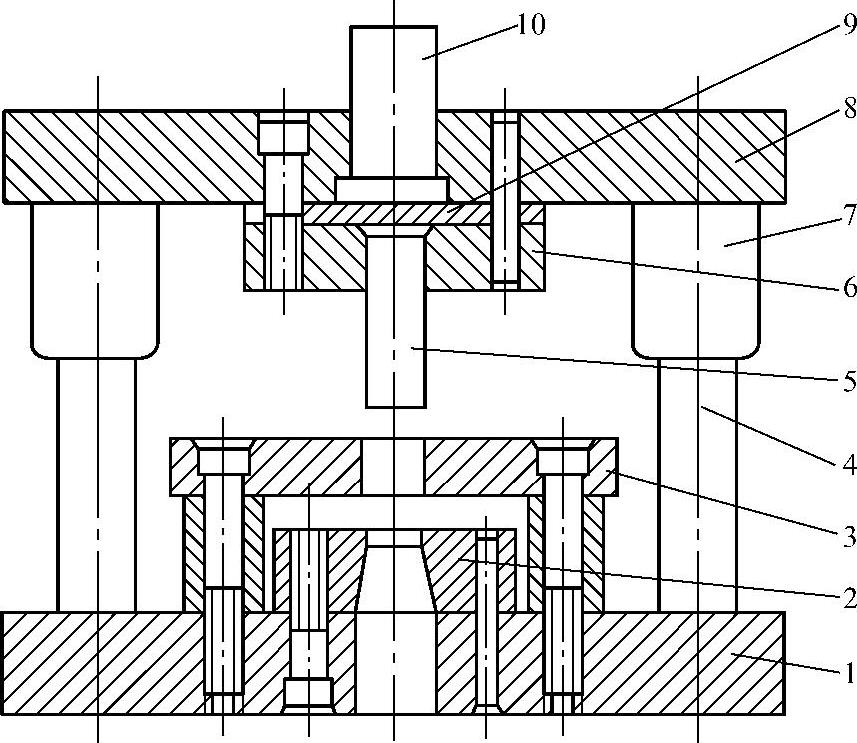
图3-27 导柱冲孔模
1—下模座 2—凹模 3—固定卸料板 4—导柱 5—凸模 6—固定板 7—导套 8—上模座 9—垫板 10—模柄
导柱冲裁模的优点是由于导柱、导套的导向精度高,因此凸模和凹模之间的间隙均匀,且模具安装调整方便,冲裁后的制件精度高。一般适用于精度要求高的大批量制件冲裁。
(3)连续冲裁模 冲制一个带有几个孔的零件,一般需要经过落料、冲孔等几道工序才能完成。如果这些工序都采用各种简单模具,则每一道工序就要制造一副模具。这样必然增加模具的制造数量和成本,而且由于中间工序增多,对于制件的精度来说,各部分的相对尺寸也不易保证。因此,在大量生产中,广泛应用具有连续作用的冲裁模来代替多副简单模具,以保证制件的精度,提高生产率,降低制件的成本。
连续冲裁模能在压力机滑块的一次行程中,完成两个以上的冲裁工序。工作时板材在模具上按一定的顺序,一定的方向进料,经若干次冲裁后,每冲一次就能在模具的不同位置上完成数种工序,而得到一个带孔的完整制件。
冲裁垫圈用的连续冲裁模的工作情况如图3-28所示。冲裁时,板料3自左往右送进,滑块第一次下降,冲孔凸模8冲孔,废料7从凹模4的孔中落下,滑块上升后,板料被导板2卸下。然后将板条送进一个步距L,当滑块第二次下降时,则再冲一个孔。当滑块第三次下降时,导正钉5插入冲好的孔中,使板料具有正确的位置(以保证垫圈内外圆同轴度),落料凸模1落料,使垫圈从凹模4的孔中脱落,以后滑块每下降一次即可冲出一只垫圈。
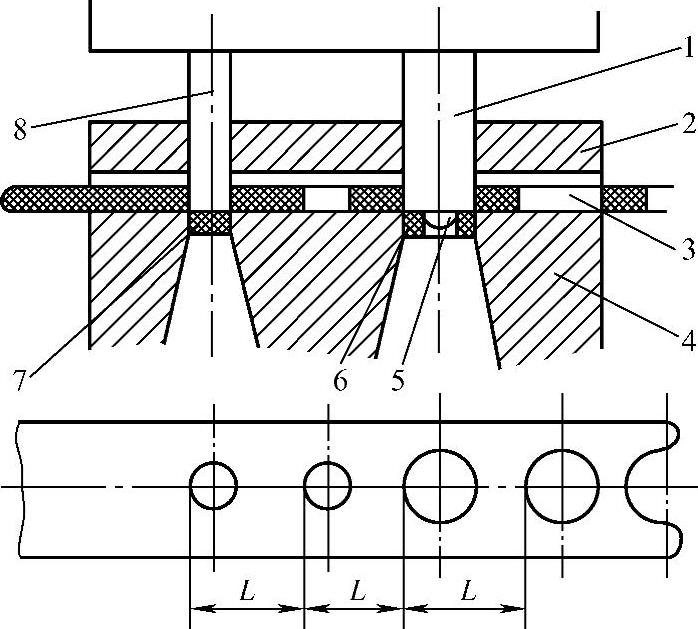
图3-28 连续冲裁模的工作情况
1—落料凸模 2—导板 3—板料 4—凹模 5—导正钉 6—制件 7—废料 8—冲孔凸模
具有导板的冲孔落料用的连续冲裁模结构如图3-29所示。固定板6上装有凸模5、10,当滑块上升时,带上凸模在导板的孔中滑动,导板兼有卸料板的作用,凹模2上装有挡料销3,用来控制板料的送料步距。
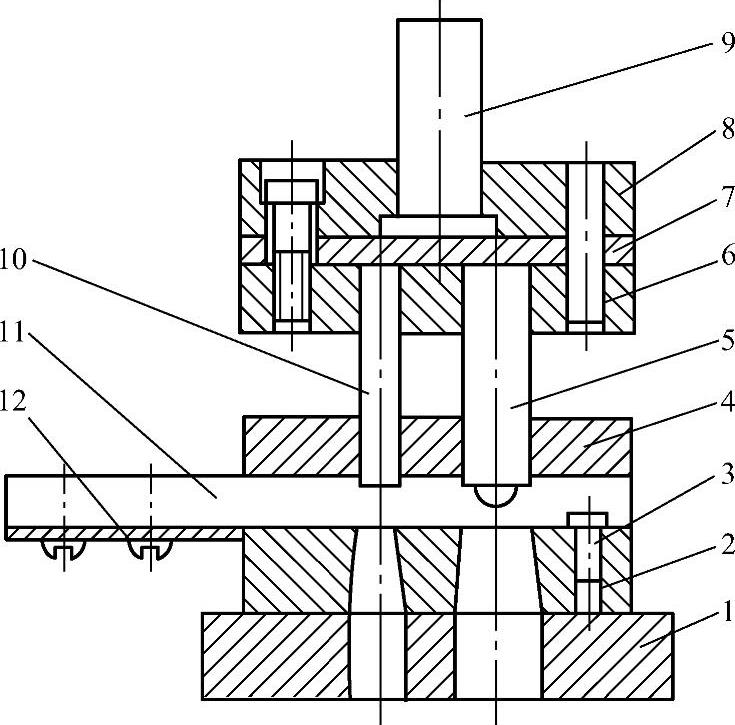
图3-29 导板式连续冲裁模
1—下模座 2—凹模 3—挡料销 4—导板 5—落料凸模 6—固定板 7—垫板 8—上模座 9—模柄 10—冲孔凸模 11—导料板 12—承料板
具有弹簧卸料板的导柱式连续冲裁模结构如图3-30所示。导柱3紧配在下模座1的孔中,凹模2用螺钉和销钉与下模座紧固成一体,凹模上装有两条导料板14,用来引导板料,冲裁时板料的送料步距由固定挡料销17控制,凸模11、12上装有弹簧的活动卸料板。
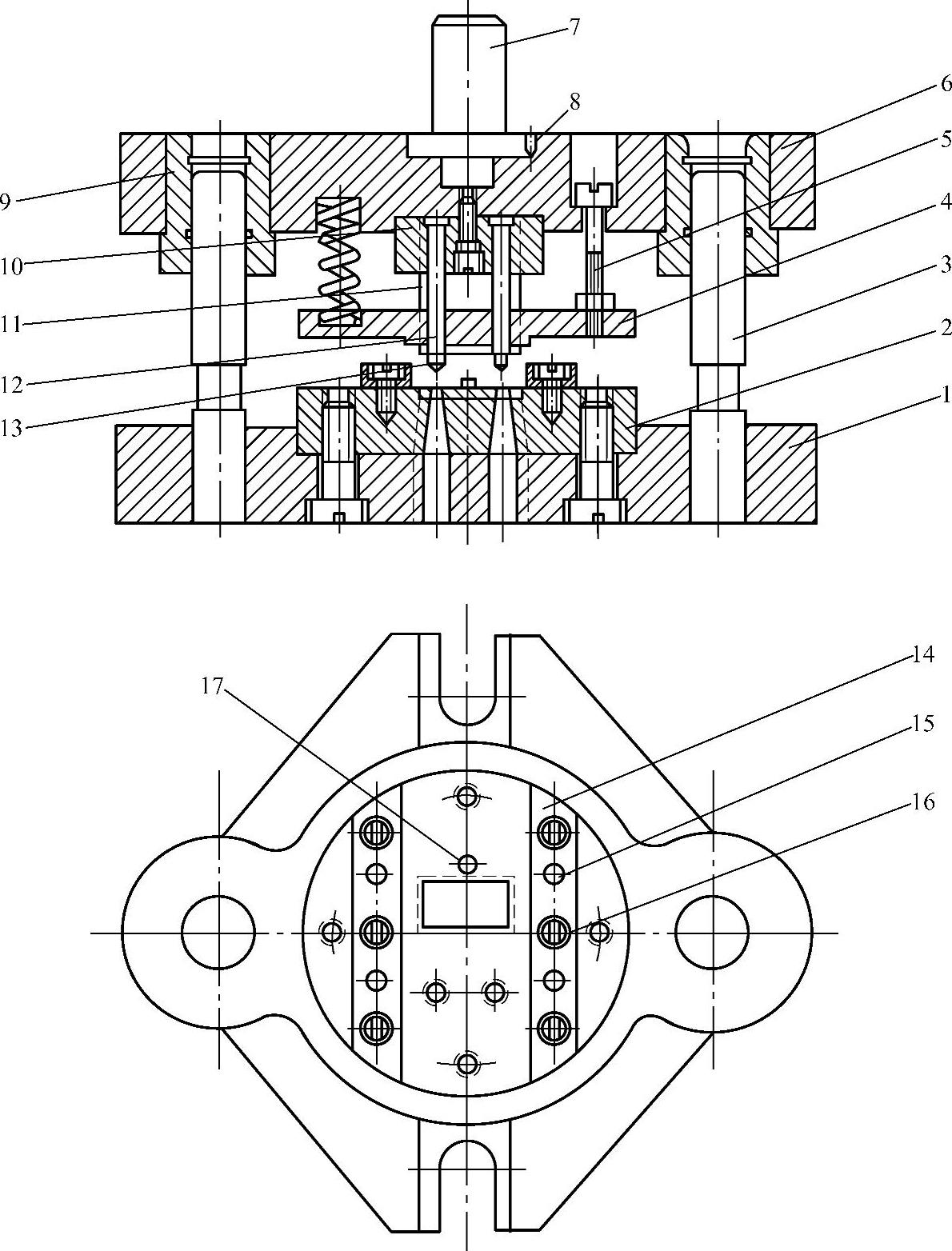
图3-30 导柱式连续冲裁模
1—下模座 2—凹模 3—导柱 4—弹簧卸料板 5—螺钉 6—上模座 7—模柄 8—止动螺钉 9—导套 10—固定板 11、12—凸模 13—导正钉 14—导料板 15—销钉 16—螺钉 17—固定挡料销
当滑块下降时,卸料板将板料压紧在凹模上。滑块上升时,卸料板将卡在凸模上的板料脱模。弹簧卸料板的优点是:当弹簧的力量足够大时,板料不会随凸模上升,而始终留在凹模上,因此冲制出的制件要比用固定卸料板平整。
连续冲裁模的优点是操作方便,生产率高,便于实现自动化,冲制出的制件精度高;缺点是结构复杂,制造和调整困难,所以常用在大量及成批生产中。
(4)复合冲裁模 复合冲裁模与连续冲裁模一样也属于多工序模具。它与连续冲裁模的作用方式不同,连续冲裁模工作时需将板料移动到不同的凸模上进行,而复合冲裁模则不必移动板料,就能在同一位置上在滑块一次行程中完成两个以上工序。复合冲裁模在结构上的特点是具有一个既为落料凸模又为冲孔凹模的凸凹模。
冲制垫圈用的复合冲裁模的工作情况如图3-31所示。冲裁时,板料放在卸料板7上,当滑块下降时,冲孔凸模1随着落料凹模2下降,这时冲孔凸模在板料上冲出一个孔,同时落料凹模2与凸凹模6相互作用,进行落料。当滑块上升时,在顶件器8的作用下,制件从落料凹模的孔中和冲孔凸模上顶出来,而废料5则从凸凹模孔中落下,卸料板7在弹簧的作用下上升,将冲裁后的板料从凸凹模6上脱下,所以每当板料送一个步距L时即能冲出一个垫圈来。
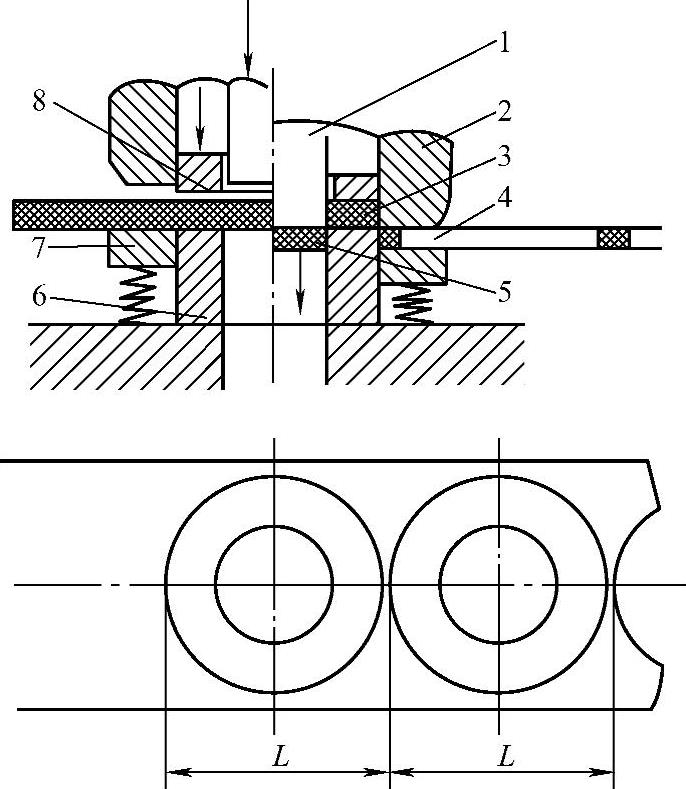
图3-31 复合冲裁模的工作情况
1—冲孔凸模 2—落料凹模 3—制件 4—板料 5—废料 6—凸凹模 7—卸料板 8—顶件器
冲裁垫圈用的复合冲裁模结构如图3-32所示。冲裁时,板料放在卸料板8上,用装在卸料板上的两个导料销21导向,挡料销25与板料接触定位。滑块下降时,落料凹模7先压下导料销21和挡料销25,然后压紧板料,使卸料板和顶件器内的橡皮被压缩,进行冲裁。当滑块上升时,卸料板和8顶件器20靠橡皮的弹力分别将板料和制件从凸凹模10与冲孔凸模5上卸下,废料从凸凹模10的漏料孔中落下,同时导料销21和挡料销25伸出,即可继续进行冲裁工作。
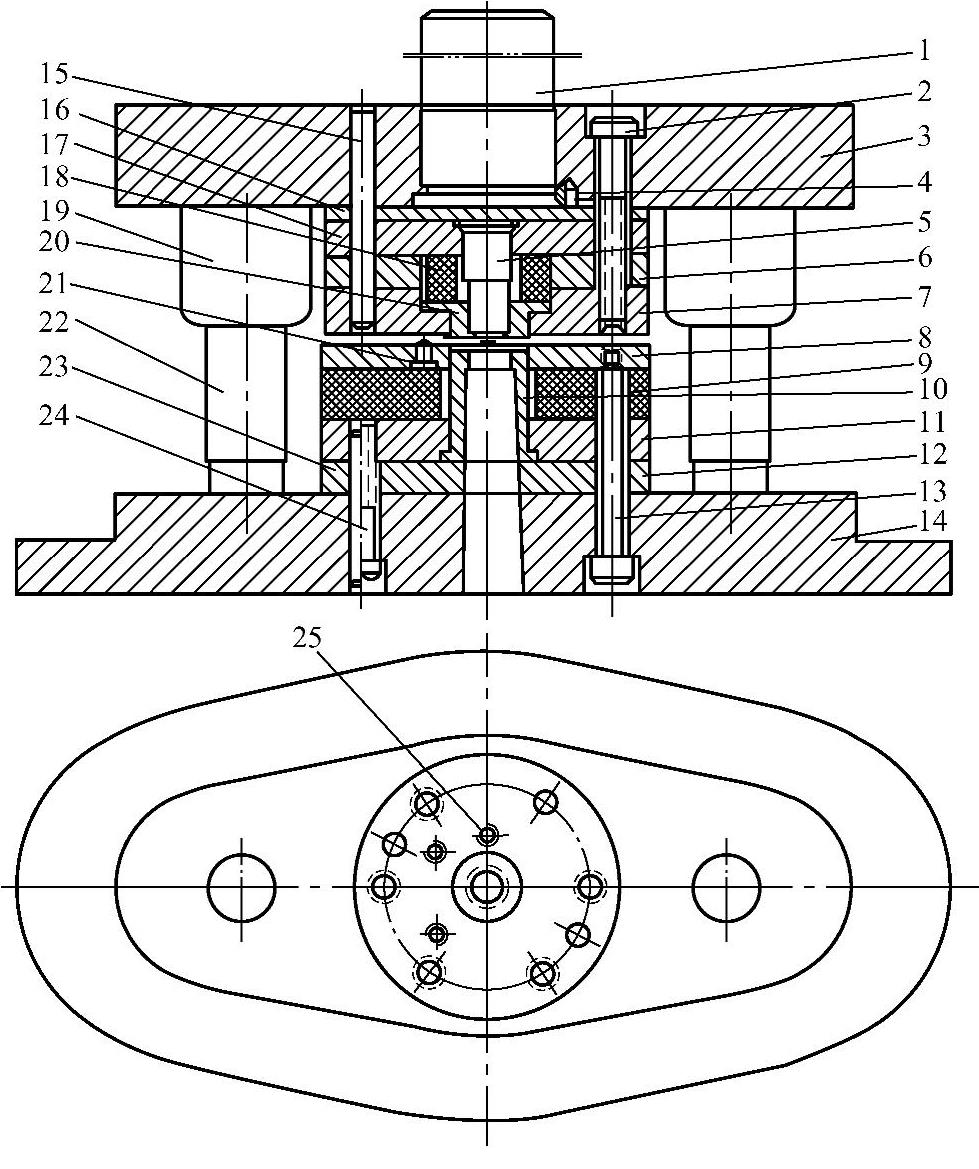
图3-32 冲裁垫圈的复合冲裁模
1—模柄 2、24—螺钉 3—上模座 4、15、23—销钉 5—冲孔凸模 6—垫板 7—落料凹模 8—卸料板 9、18—橡皮 10—凸凹模 11、17—固定板 12、16—垫板 13—卸料螺钉 14—下模座 19—导套 20—顶件器 21—导料销 22—导柱 25—挡料销
带弹性缓冲器的正装复合冲裁模结构如图3-33所示。该模的特点是落料凹模4装在下模座2上,冲裁后制件卡在凹模4内由弹性缓冲器1通过顶杆11和顶件器6顶出。凸凹模7直接焊在模柄上。冲裁后卡在凸凹模内、外的废料可由顶杆8和卸料板9顶出。在正装式复合模上进行冲裁,由于板料一开始就被凸凹模与顶件器压紧,故冲出的制件较平整,一般常用于对平直度要求较高的薄板冲裁。
复合冲裁模的优点是结构紧凑、生产率高,冲出的制件具有较高的加工精度,所以它常用于大量生产和大小不一的各种制件的批量生产中,特别是用在形状复杂,精度和表面粗糙度要求高的冲裁加工中。其缺点是构造复杂,对模具零件的精度要求较高,因而制造成本高,装配和调整都较困难。

图3-33 正装复合冲裁模
1—弹性缓冲器 2—下模座 3—固定板 4—落料凹模 5—冲孔凸模 6—顶件器 7—凸凹模 8、11—顶杆 9—卸料板 10—螺钉 12—挡料销
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。