



影响一般构件连接后变形的主要因素有很多,一般来说有以下4种:
1.加热程度的影响
由于焊接应力与变形的影响使得焊缝金属受热后各部分的收缩不均匀,因此,焊接时焊件的受热与变形有极大的关系,受热程度越大,则变形越大;反之则越小。而焊件的加热程度取决于所采用的焊接参数,若采用大的焊接电流和较小的焊接速度的情况下,则焊件受热大,变形也大。因此,有时为了减少焊件的变形而选用较小的焊接电流,在用相同焊接参数的前提下,用间断焊缝代替连续焊缝,这样减轻了焊件的受热程度,使变形减少。
2.焊缝的位置
焊缝在焊件中所处的位置不同,对焊件变形的影响也各有不同。
3.装配和焊接顺序
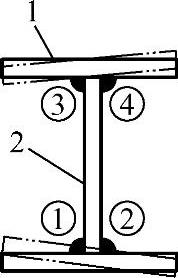
在装配前,应对构件的焊缝进行实际而合理的分析。在同一结构上通常存在许多条焊缝,应该先焊哪条焊缝,后焊哪条焊缝才能使变形减少到最小,这涉及焊接顺序问题,对结构复杂的焊件是先装配整体后焊接,还是分成若干简单的部件分别焊接后再装配,这是很关键的。图6-1所示为工字梁的焊接顺序。
正确的焊接顺序是先焊①、②焊缝的部分焊缝。在多层焊时,先对①、②进行打底焊,然后倒装焊③、④焊缝,待焊完后再翻转,完成①、②的焊缝盖面,这样就可以抵消原来的焊接变形,最后再翻转完成③、④焊缝的盖面焊。这样使结构刚度较高,又能获得对称的加热,焊接变形可减少到最小。
 (https://www.xing528.com)
(https://www.xing528.com)
图6-1 工字梁的焊接顺序
1—冀板 2—腹板
在复杂结构的焊接中,一般采用把复杂结构划分成若干个简单的部件,分别进行焊接。这样,在焊接简单部件时,产生的变形便于矫正和控制,最后将焊接的部件进行总装焊接,以减少焊接变形。
4.构件的刚度因素
在实际操作中,焊接变形的大小取决于构件的刚度,而构件的刚度取决于以下几个方面:
(1)构件的形状 从构件抵抗拉伸、压缩的能力来分析,截面大,刚度也高,则变形就小,所以厚钢板比薄钢板变形小。
(2)构件的尺寸 对短而粗的构件来说,因为其抗拉强度高,焊接后纵向伸缩和横向伸缩较小,不易引起弯曲变形,而较长、较细的构件就容易产生弯曲变形。
(3)构件的材料 对强度较高的材料,如合金钢、不锈钢等,因为其材料硬度和刚度较高,其变形相对于同类尺寸或厚度的材料来说就小。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。