



【摘要】:电火花线切割加工简称“线切割”,它是利用移动着的细金属丝作工具电极,并在金属丝与工件之间通以脉冲电流,利用脉冲放电的电腐蚀作用对工件进行切割加工的。图1-6 线切割机床加工原理线切割加工能正常运行,必须具备下列条件:1)钼丝与工件的被加工表面之间必须保持一定间隙,间隙的宽度由工作电压、加工量等加工条件而定。2)线切割机床加工时,必须在有一定绝缘性能的液体介质中进行,如煤油、皂化油、去离子水等。
电火花线切割加工简称“线切割”,它是利用移动着的细金属丝(铜丝或钼丝)作工具电极,并在金属丝与工件之间通以脉冲电流,利用脉冲放电的电腐蚀作用对工件进行切割加工的。其加工原理如图1-6所示。电极丝4穿过工件5上预先钻好的小孔,经导轮3由储丝筒2带动作往复交替移动。工件通过绝缘板7安装在工作台上,由数控装置1按加工程序发出指令,控制两台步进电动机11,以驱动工作台在水平面上沿X、Y两个坐标方向移动而合成任意平面曲线轨迹。由高频脉冲发生器8对电极丝与工件施加脉冲电压,喷嘴6将工作液以一定的压力喷向加工区,当脉冲电压击穿电极丝和工件之间的间隙时,两者之间随即产生电火花放电而切割工件,图中9、10分别为液压泵和油箱。
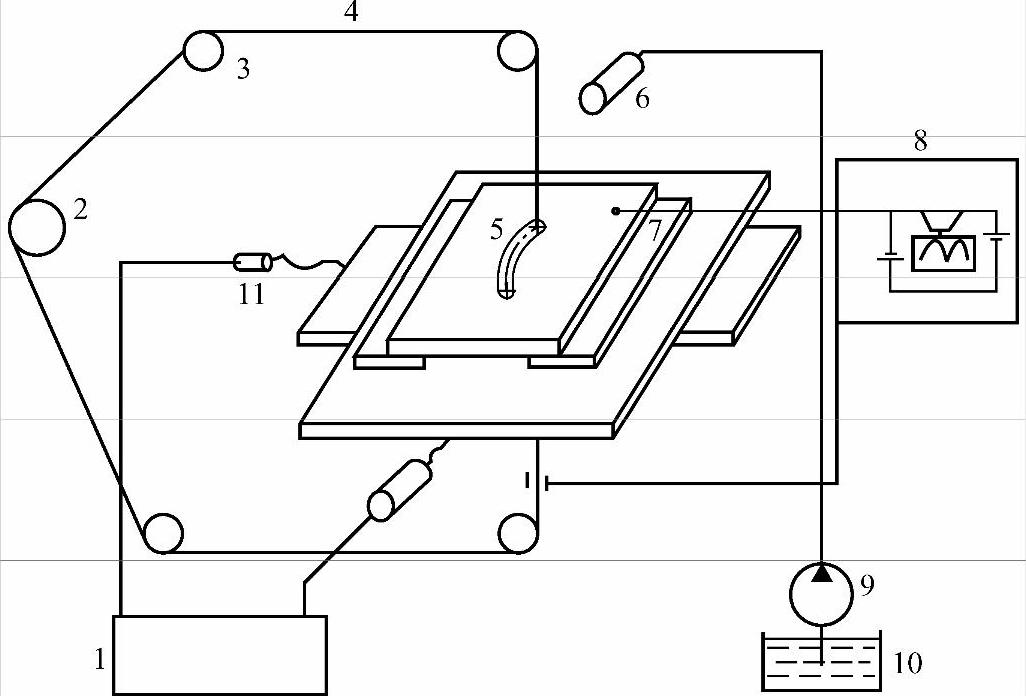
图1-6 线切割机床加工原理
线切割加工能正常运行,必须具备下列条件:(https://www.xing528.com)
1)钼丝与工件的被加工表面之间必须保持一定间隙,间隙的宽度由工作电压、加工量等加工条件而定。
2)线切割机床加工时,必须在有一定绝缘性能的液体介质中进行,如煤油、皂化油、去离子水等。要求较高绝缘性是为了利于产生脉冲性的火花放电,液体介质还有排除间隙内电蚀产物和冷却电极的作用。钼丝和工件被加工表面之间保持一定间隙,如果间隙过大,极间电压不能击穿极间介质,则不能产生电火花放电;如果间隙过小,则容易形成短路连接,也不能产生电火花放电。
3)采用脉冲电源,即火花放电必须是脉冲性、间歇性,在脉冲间隔内,使间隙介质消除电离,使下一个脉冲能在两极间击穿放电。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。