



1.注意应力集中的影响
如图3⁃24a和图3⁃25a所示,键槽在轴的阶梯部位铣出,使键槽本身的应力集中与轴阶梯部位的应力集中重合;用面铣刀铣削的键槽应力集中也较大。
改进后的结构分别如图3⁃24b和图3⁃25b、c所示,键槽改为开在远离轴阶梯的部位,且改用盘铣刀铣削键槽。应注意,渐开线花键的应力集中小于矩形花键,对削弱应力集中较为有利;花键的环槽直径d不宜过小,可取等于花键的内径d1。
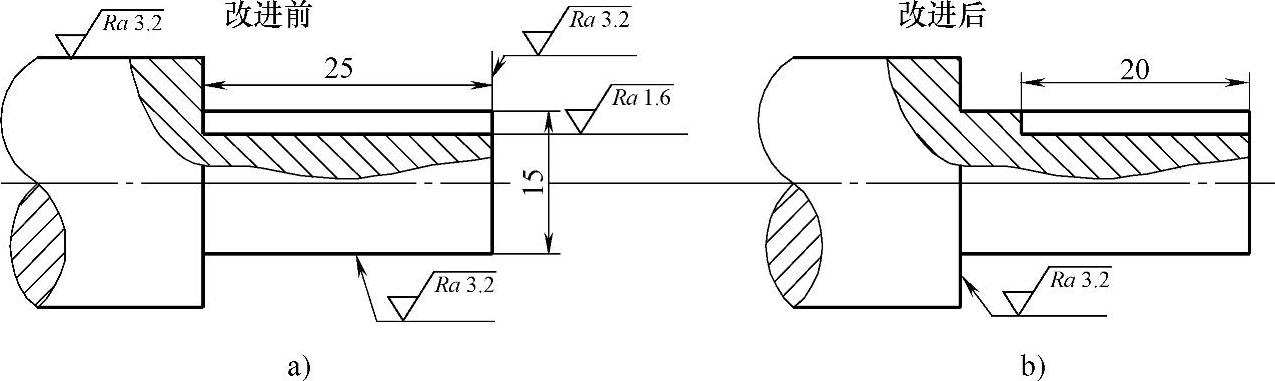
图3⁃24 键槽结构(1)
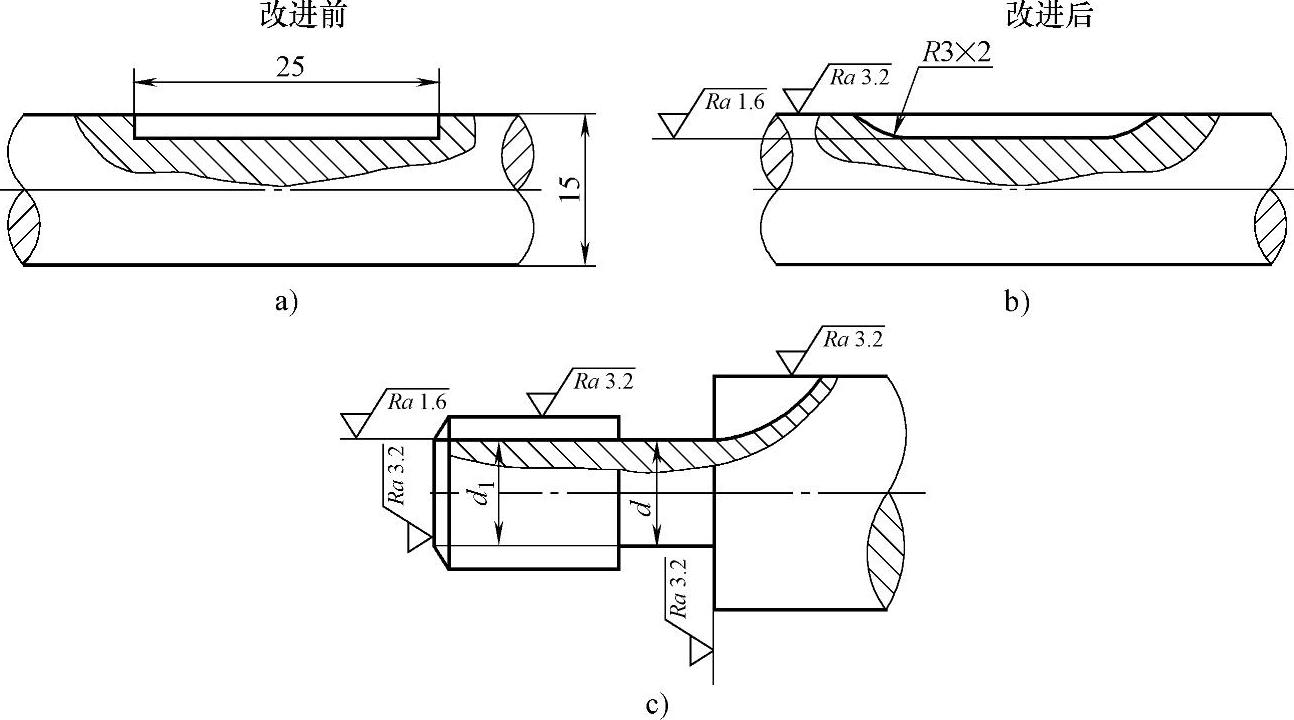
图3⁃25 键槽结构(2)
2.注意对称分布键槽
如图3⁃26a所示,在较长的轴上铣削键槽。若只铣削一个键槽,则在加工时,由于结构的不对称性轴容易产生弯曲。
改进后的结构如图3⁃26b所示,为了减轻长轴的弯曲,在已铣出键槽的180°处再铣出一同样大小的对称键槽,从而保证轴的加工精度。
3.键槽应在同一素线且与套筒配合
如图3⁃27a所示,该轴需铣削两个键槽。在图3⁃27a中,铣刀在两次铣削过程中所对应轴上素线各不相同,从而使铣出的键槽不在同一条素线上。这样不仅造成了铣削加工不便,同时也会导致键的结构和受力不对称,致使轴上零件偏离回转中心,引起振动与疲劳。另外,安装齿轮的轴段(轴中间部分)铣削过长,在降低轴的强度时也使套筒无法装入。
改进后的结构如图3⁃27b所示,轴与零件在装配与工作时受力均匀,可减少振动,便于加工;两键槽位于同一条素线上;易于装入套筒,从而降低了齿轮的左右振动,提高了整个系统的稳定性。
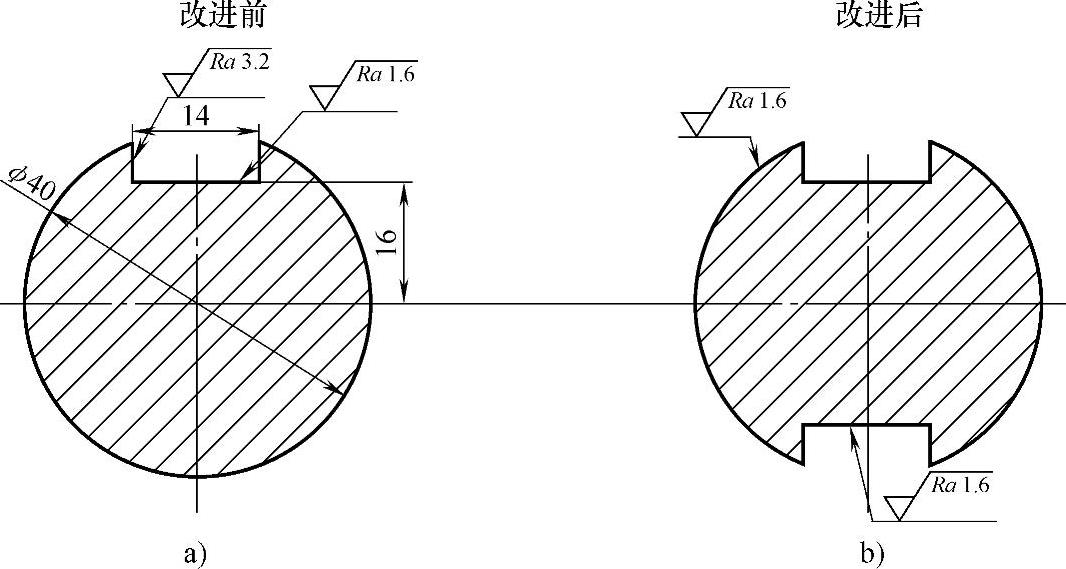
图3⁃26 对称分布键槽结构
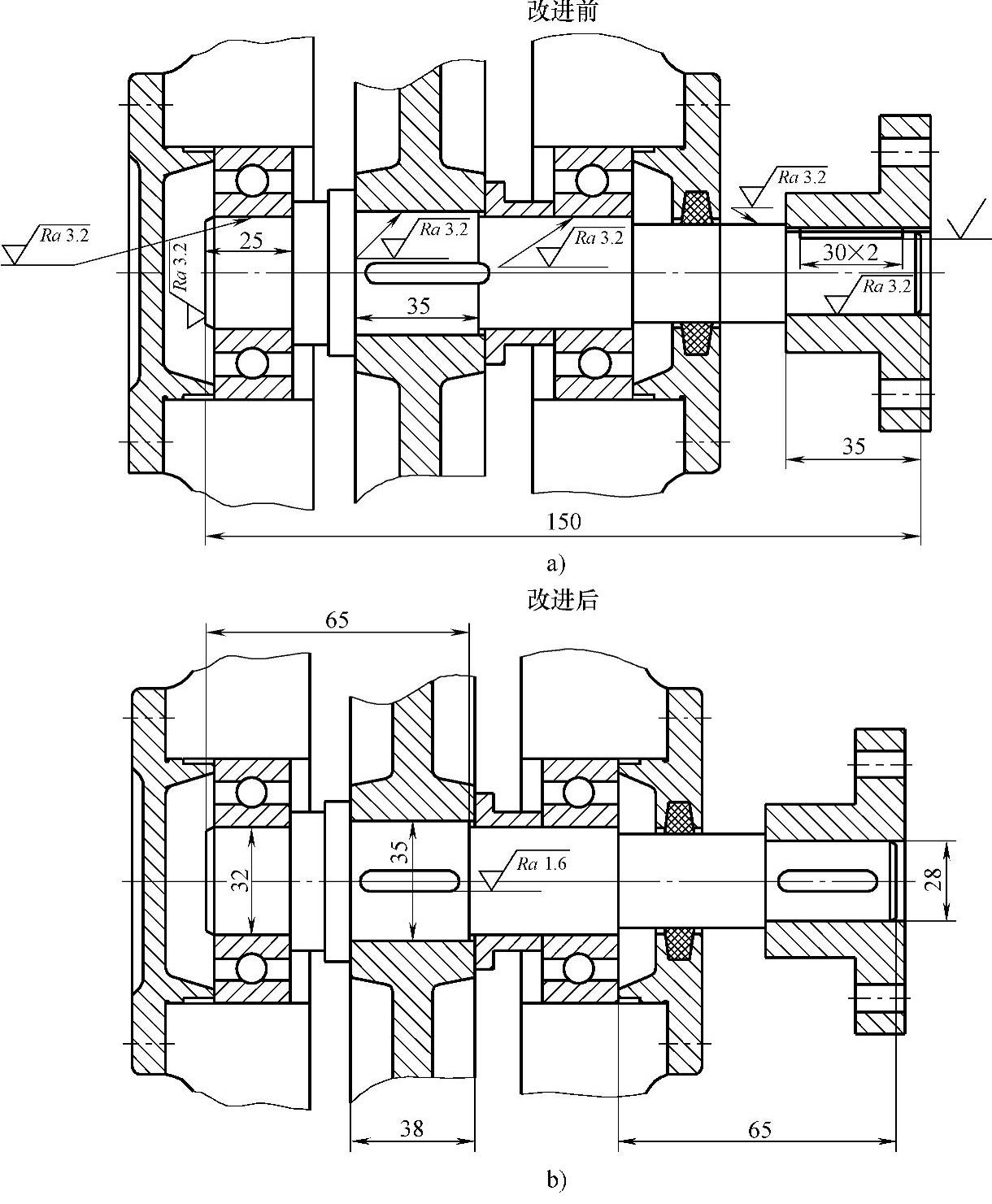
图3⁃27 两键槽位于同一条素线上的结构
4.不应在轴上薄弱部位铣削键槽
如图3⁃28a所示,在轮毂或轴段上铣削键槽时,若在工件厚度较小处即工件的薄弱部位进行铣削,则会降低工件强度,因此应予以避免。
改进后的结构如图3⁃28b所示,将键槽设计在轮毂较厚、远离齿轮齿根或零件上有螺钉孔的部位,从而避免削弱工件的强度。
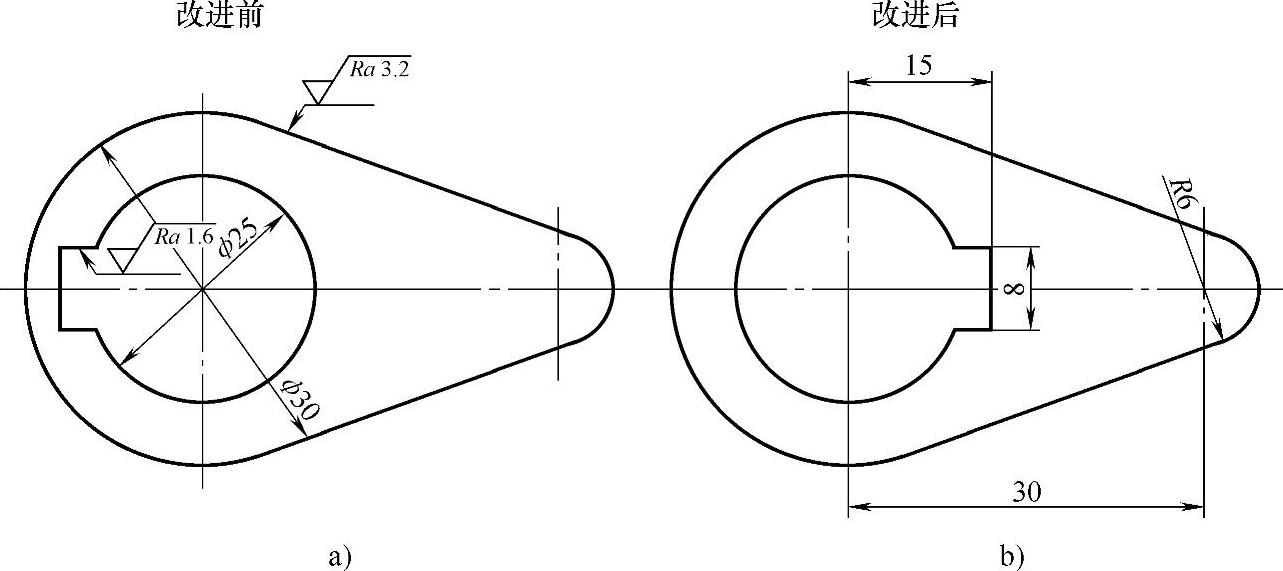
图3⁃28 避免削弱工件强度的键槽结构(https://www.xing528.com)
5.一次性铣削连通键
如图3⁃29a所示,轴上需要安装多个零件。当分段铣削出多个键槽时,轴上零件在安装时由于各键的方向不完全一致而难于安装,甚至不能安装。
改进后的结构如图3⁃29b所示,在轴上铣出一个连通键槽,可以降低零件的安装难度,节约工时。
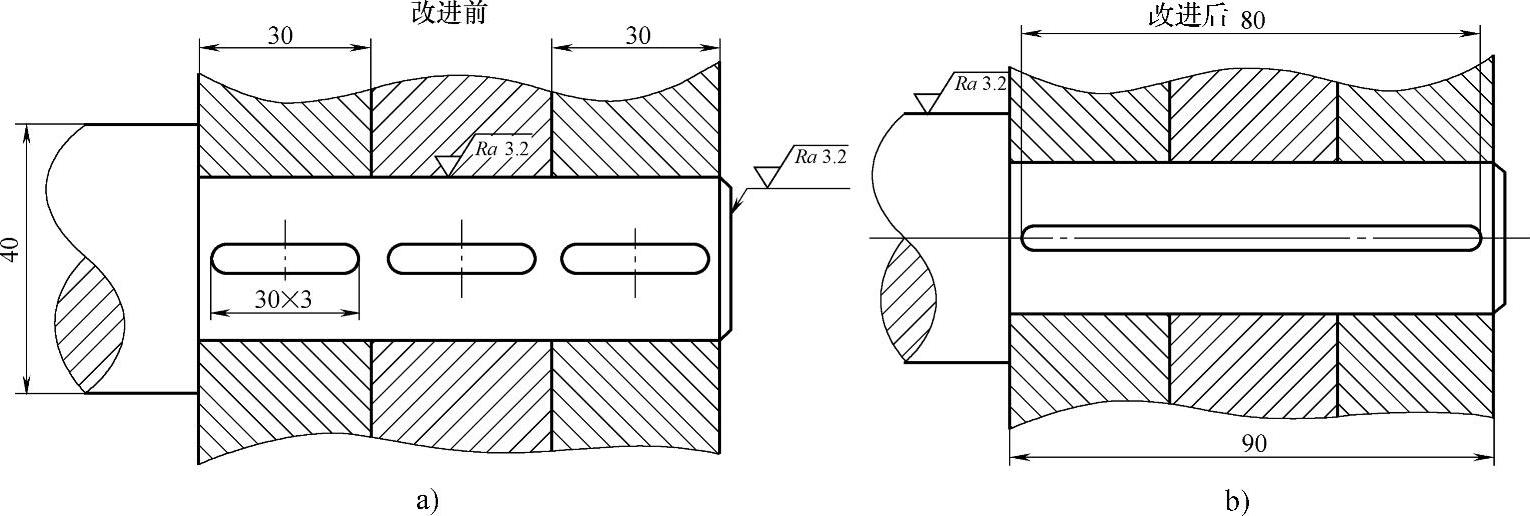
图3⁃29 连通键槽结构
6.铣削键槽对轴强度的影响
如图3⁃30a所示,在铣削空心轴的键槽时铣刀的垂直进给量过大,导致键槽过深,键槽下部轴壁太薄,可能导致轴的强度过分变弱,甚至使轴损坏。
改进后的结构如图3⁃30b所示,减小铣削深度,使空心轴的强度不会因键槽的存在而过分变弱,从而保证轴的寿命和强度。
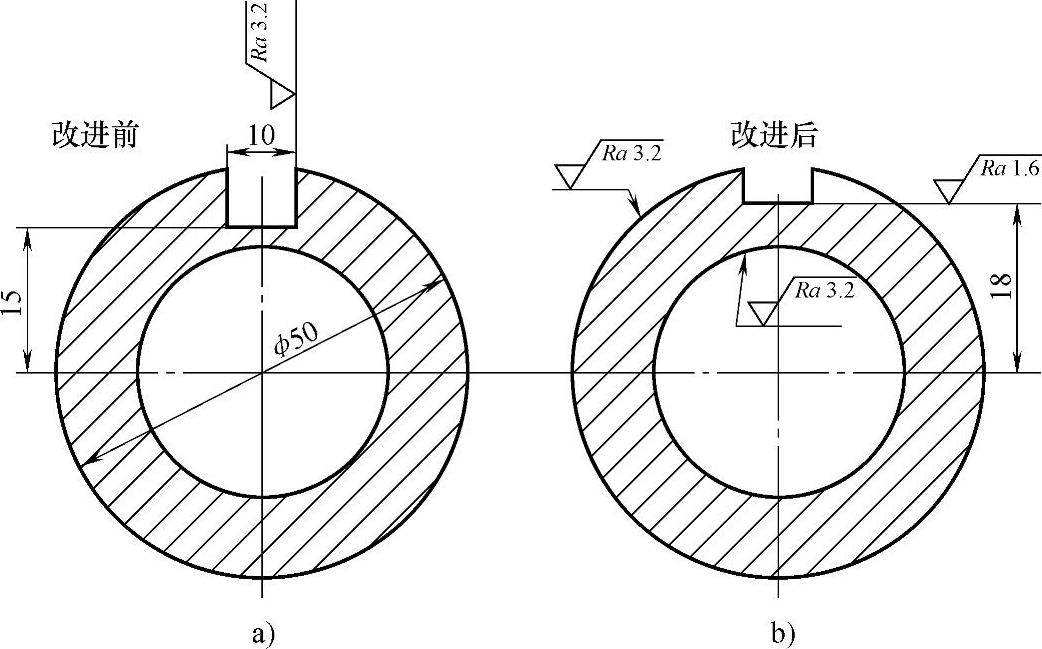
图3⁃30 减小铣削深度的结构
7.大锥度锥度轴上的平键槽
如图3⁃31a所示,在大锥度锥度轴上铣削平键键槽。若铣刀沿平行于轴线的方向进行铣削,则会使键槽两端高度不同。
改进后的结构如图3⁃31b所示,当改为使铣刀沿平行于轴的表面铣削时,键槽两端高度一致,轴的结构及强度得到提高。
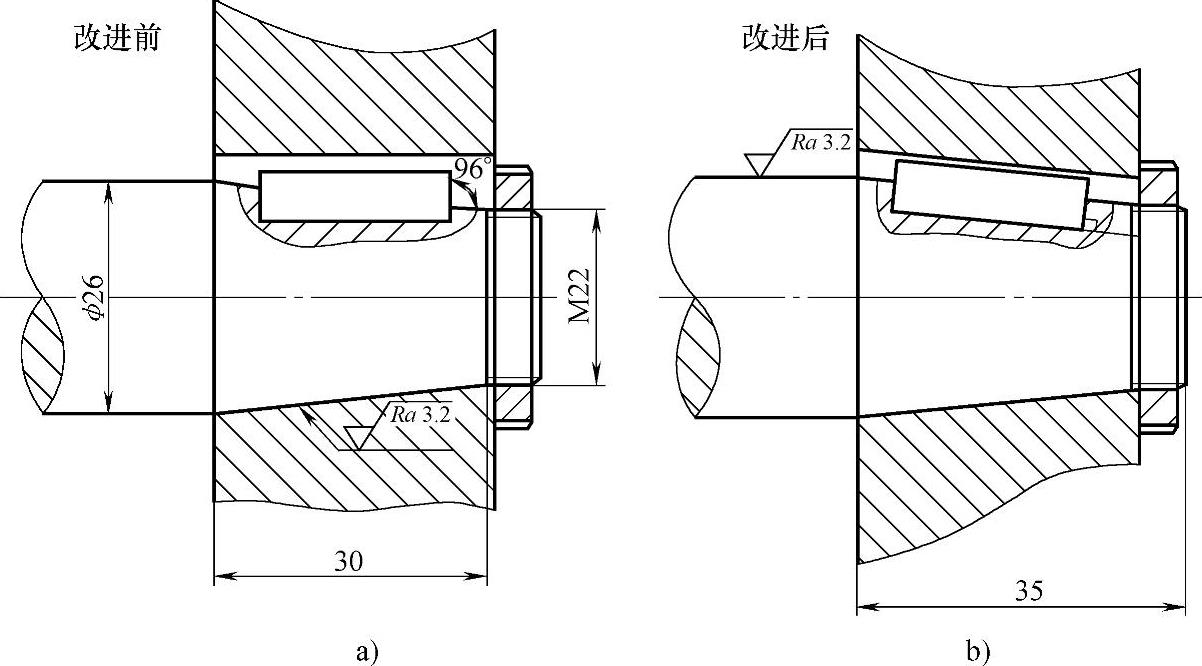
图3⁃31 大锥度锥度轴上的键槽结构
8.铣削沟槽时的定位不足
如图3⁃32a及图3⁃32b所示,铣削键槽前,如果在定位方案中出现“欠定位”现象,(例如工件侧面只用一个销子定位,既为定位不足)铣削时工件因受力而转动,严重时会打坏刀具,甚至发生安全事故。
改进后的结构如图3⁃32c所示,用长条形定位挡铁定位,可实现完全定位。这样便不会出现上述状况,从而提高加工质量。
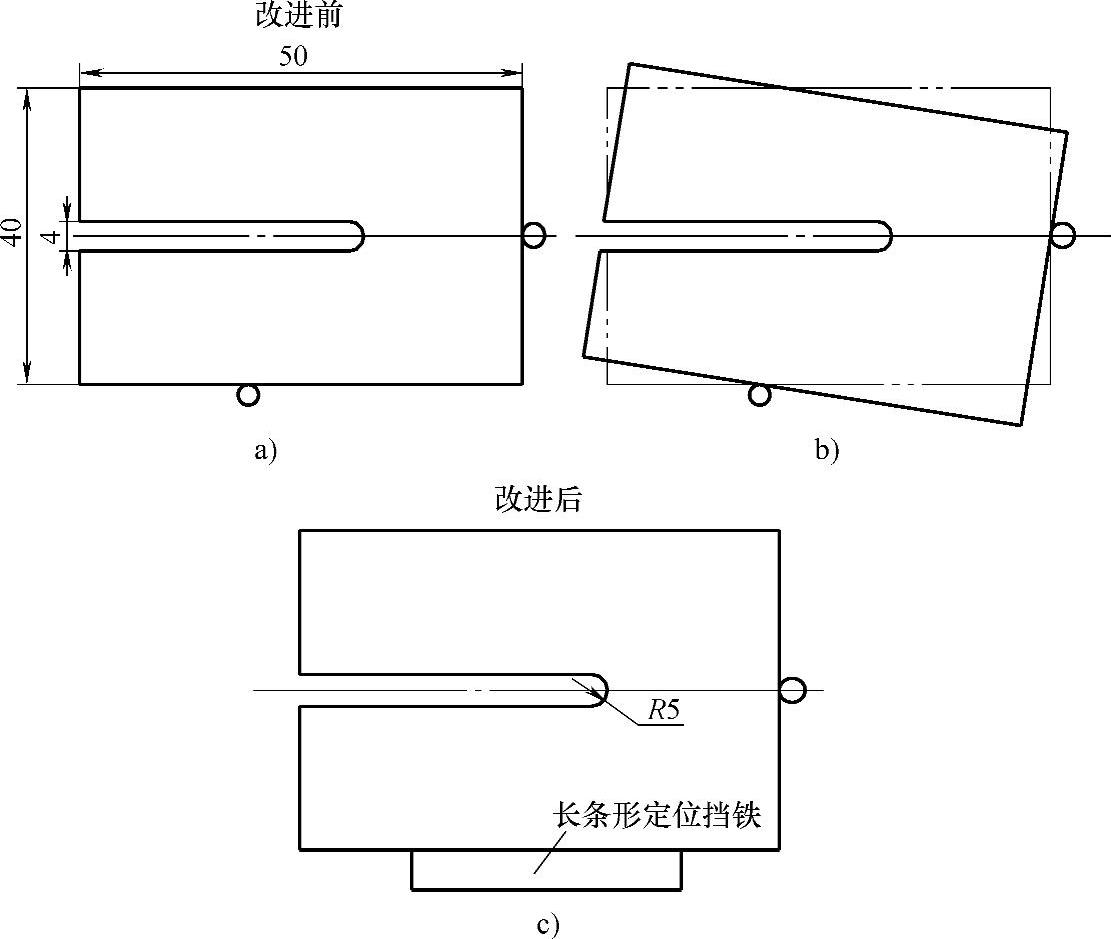
图3⁃32 实现完全定位的设计
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。