



1.合理确定模具压力中心
要使模具正常、平稳的工作,冲裁模的模柄不能与模具压力中心发生偏移,否则会加速导向机构的磨损。无导向装置的敞开式模具磨损特别严重。
如图7⁃1a所示,由于压力中心不在模柄中心线上,使滑块承受偏心载荷,导致滑块导轨和模具的不正常磨损,降低了模具的使用寿命。若改为图7⁃1b所示结构,用平行力系求点的方法,先确定模具的压力中心(X0,Y0),进而进行加工。
2.管材的冲裁
管材的冲裁,生产率高,切口飞边小。但是为了防止管壁被压扁,不能采用一般的冲裁模或剪切机而应采用板状尖头的凸模。大批量生产时,可采用双重冲切法。例如,如图7⁃2所示管材工件的加工。改进前采用图7⁃3a、b所示加工装备,若使用一般的冲裁模会使管壁被压扁,模柄与模具压力中心的偏离会加速导向机构的磨损。
改进后的结构如图7⁃3c右图所示,没有发生偏离,能够顺利地进行管材的冲裁,可以保证加工精度和模具的使用寿命。
3.孔的冲裁
冲孔时,由于受到凸模的强度和稳定性的限制,孔的尺寸不宜过小,其数值与孔的形状、材料的性能及材料的厚度有关。材料为黄铜、纯铝、纯锌时,孔径不应小于材料厚度的0.5~0.8倍;材料为低碳钢时,孔径不应小于材料厚度的0.7~1.0倍;材料为高碳钢时,孔径应大于材料厚度的1.1~1.5倍。
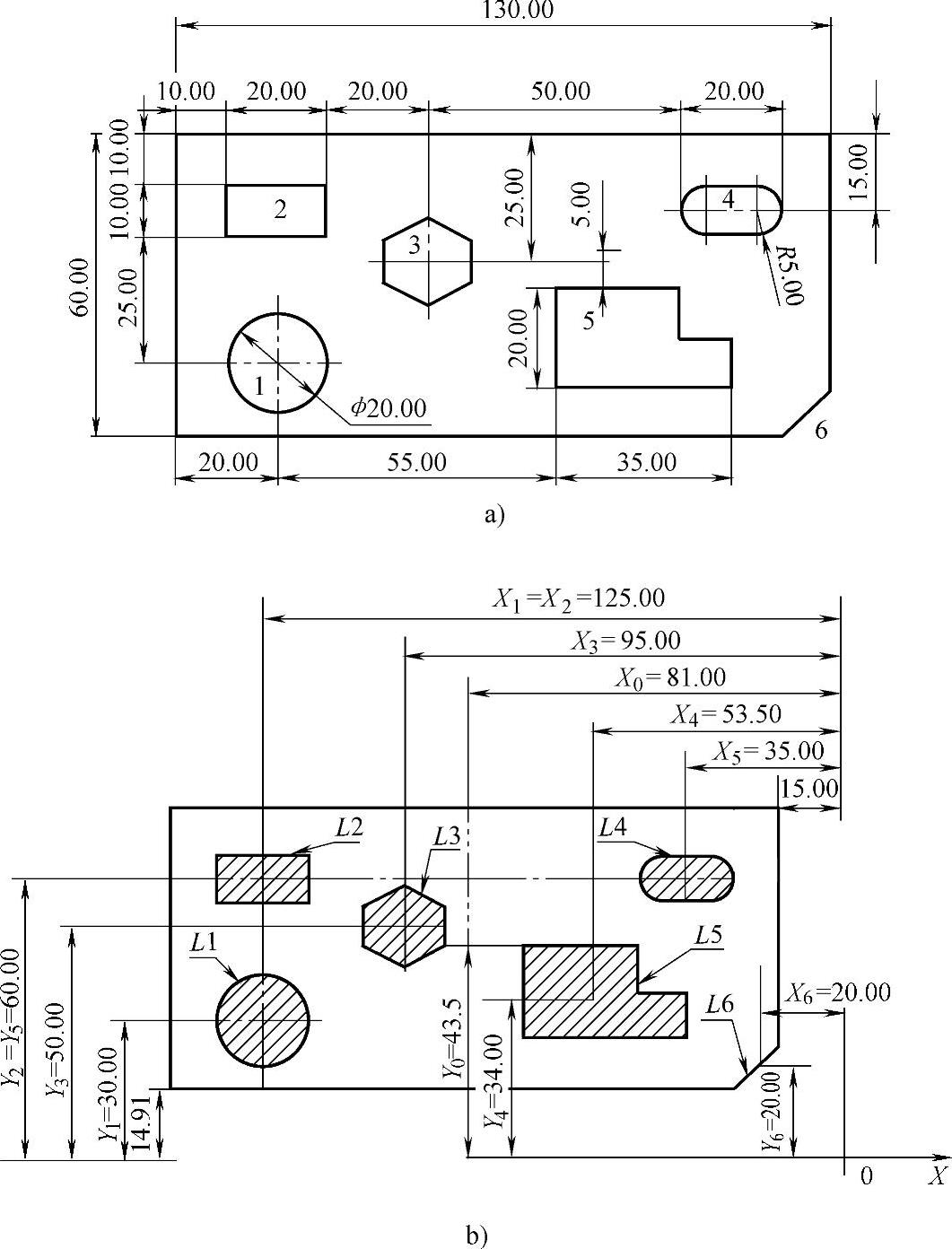
图7⁃1 模具压力中心的确定
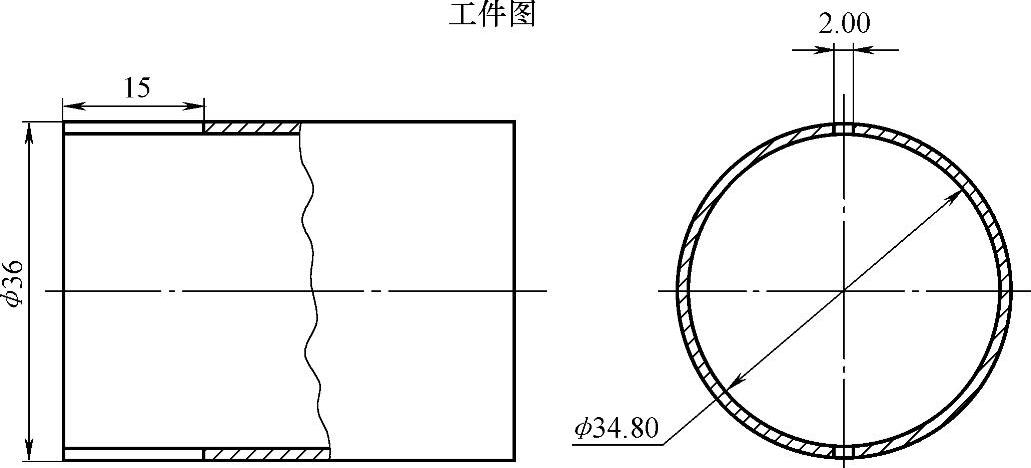
图7⁃2 管材工件
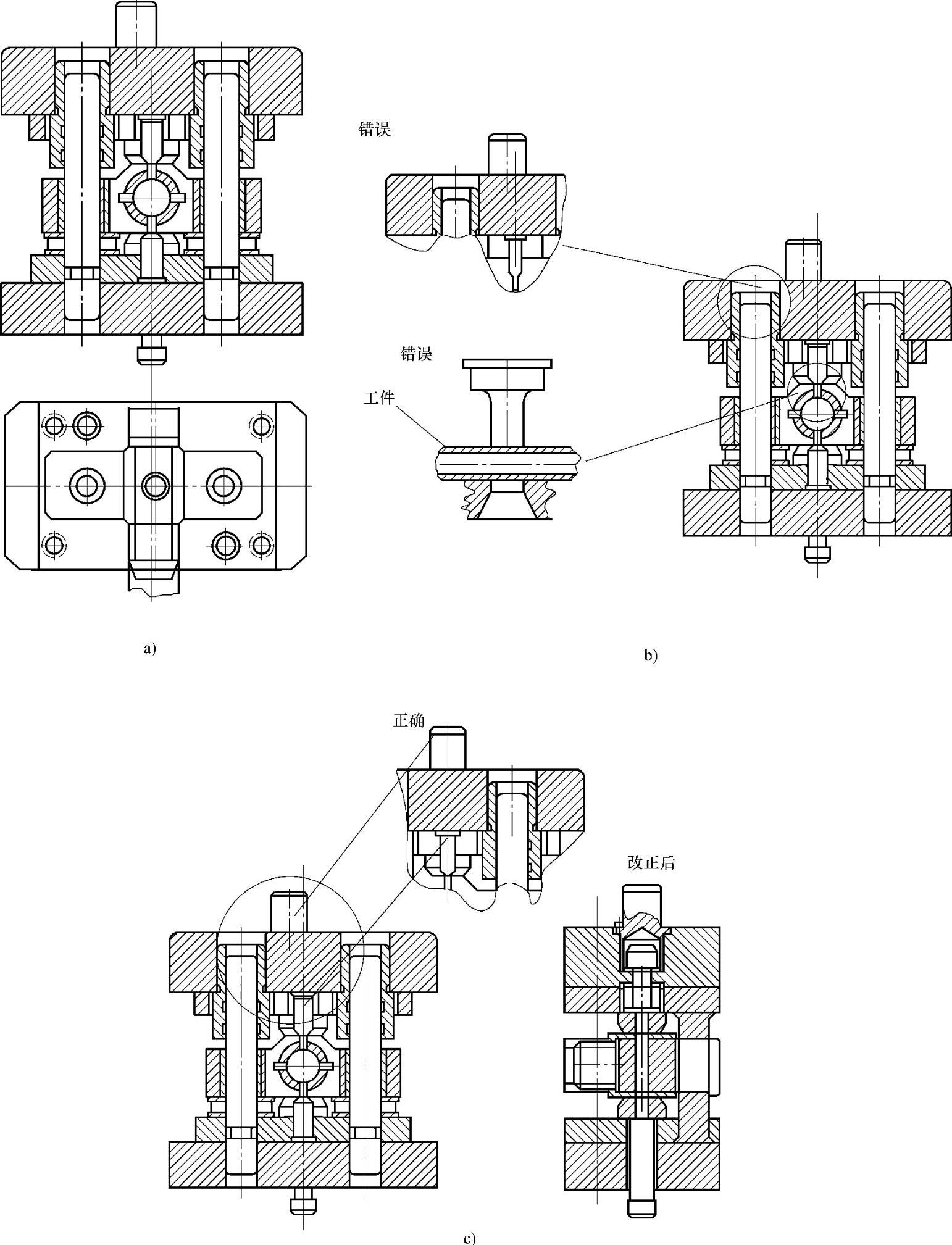
图7⁃3 加工管材的装备
图7⁃4a所示冲裁件孔的尺寸过小,不易加工且易造成模具的损伤。将其改为图7⁃4b所示结构,在允许的范围内,不仅能够顺利的加工,还能延长模具的使用寿命。
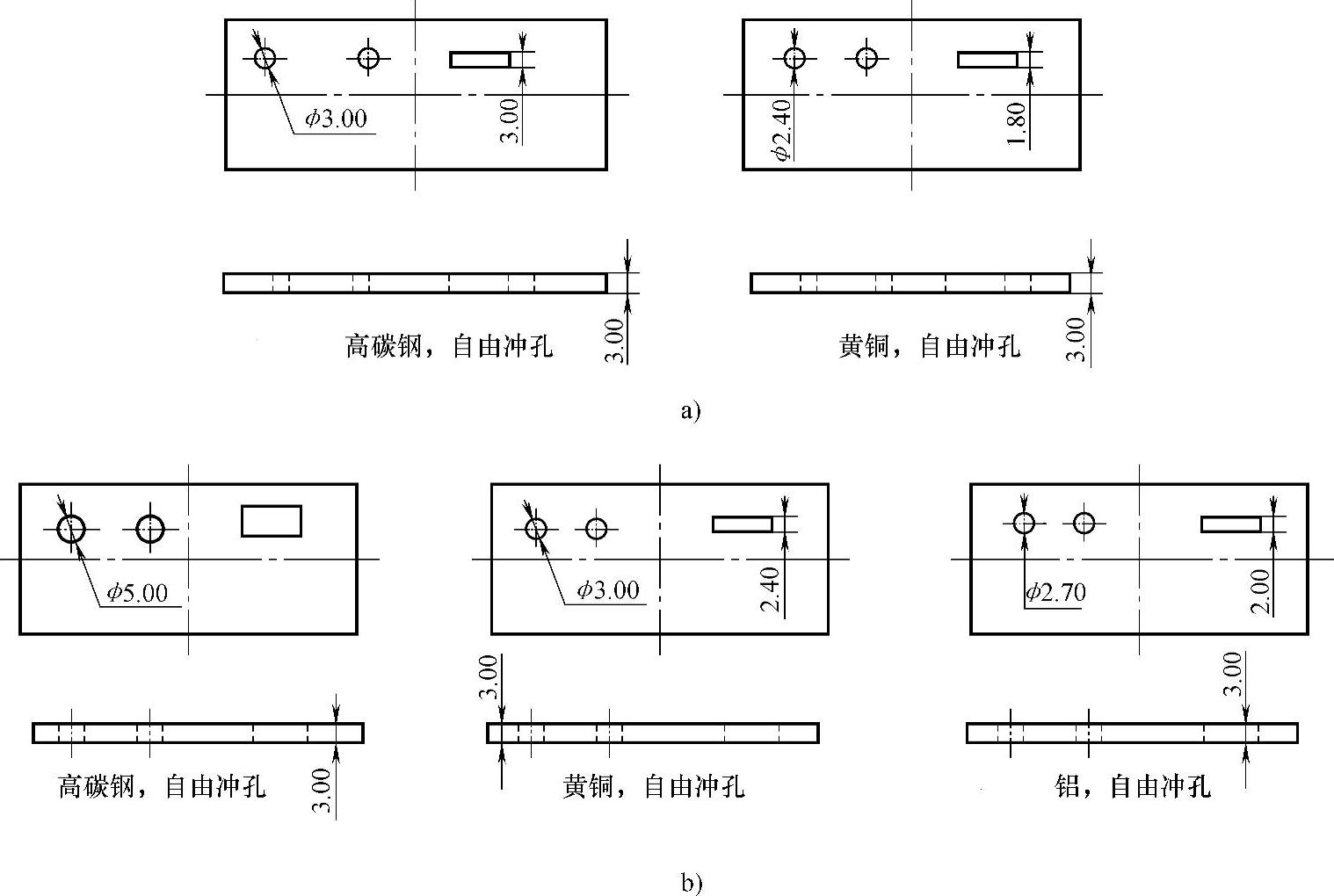
图7⁃4 合理确定冲裁件孔的尺寸
4.凸模、凹模
对于小直径冲孔凸模,为了避免应力集中,保证刚度和强度,不宜采用简单的圆柱形,应做成圆滑过渡的阶梯形或采用护套结构。护套既可以提高抗纵向弯曲的能力,又能节省模具材料,否则小直径冲孔凸模工作时容易被折断。
为了使工件或废料易于下落,凹模孔腔不应做成直壁,而应做成锥形或阶梯柱形。阶梯柱形制造较方便、刃口强度高,修磨后壁部尺寸不变。冲裁时,如果凹模内壁是直壁,则冲下的工件或废料会卡在孔腔内,若积累过多将损坏模具。
如图7⁃5右“错误一”所示,小直径冲孔凸模采用简单的圆柱形,冲裁凹模为直壁内腔,易产生应力集中,在加工时凸模也容易折断;如图7⁃5右“错误二”所示,原凹模结构易使工件或废料卡在内腔内,积累过多时将会使模具损坏。经改进后,如图7⁃5右“正确”所示,阶梯形凸模可以避免应力集中,保证刚度和强度;护套可提高抗纵向弯曲的能力,又能节省模具材料,工件或废料也易于落下。(https://www.xing528.com)
5.非金属材料的冲裁
毛毡、皮革、橡胶板、石棉橡胶板、纸及棉布制品等非金属材料,不能采用一般的平凸模进行冲孔或落料,而常用尖刃凸模。刃口的锐角常为10°~30°,为了防止刃口变钝和崩裂,在被冲裁的材料下常垫以硬质木材、硬纸板或聚氨酯橡胶等。因尖刃凸模易损坏,应考虑其装拆、制造和维修方便。
如图7⁃6右“错误”所示,若毛毡、皮革等非金属材料采用平凸模进行冲裁,易造成刃口变钝和崩裂。经改进后,如图7⁃6右“正确”所示,则不会造成刃口变钝和崩裂。
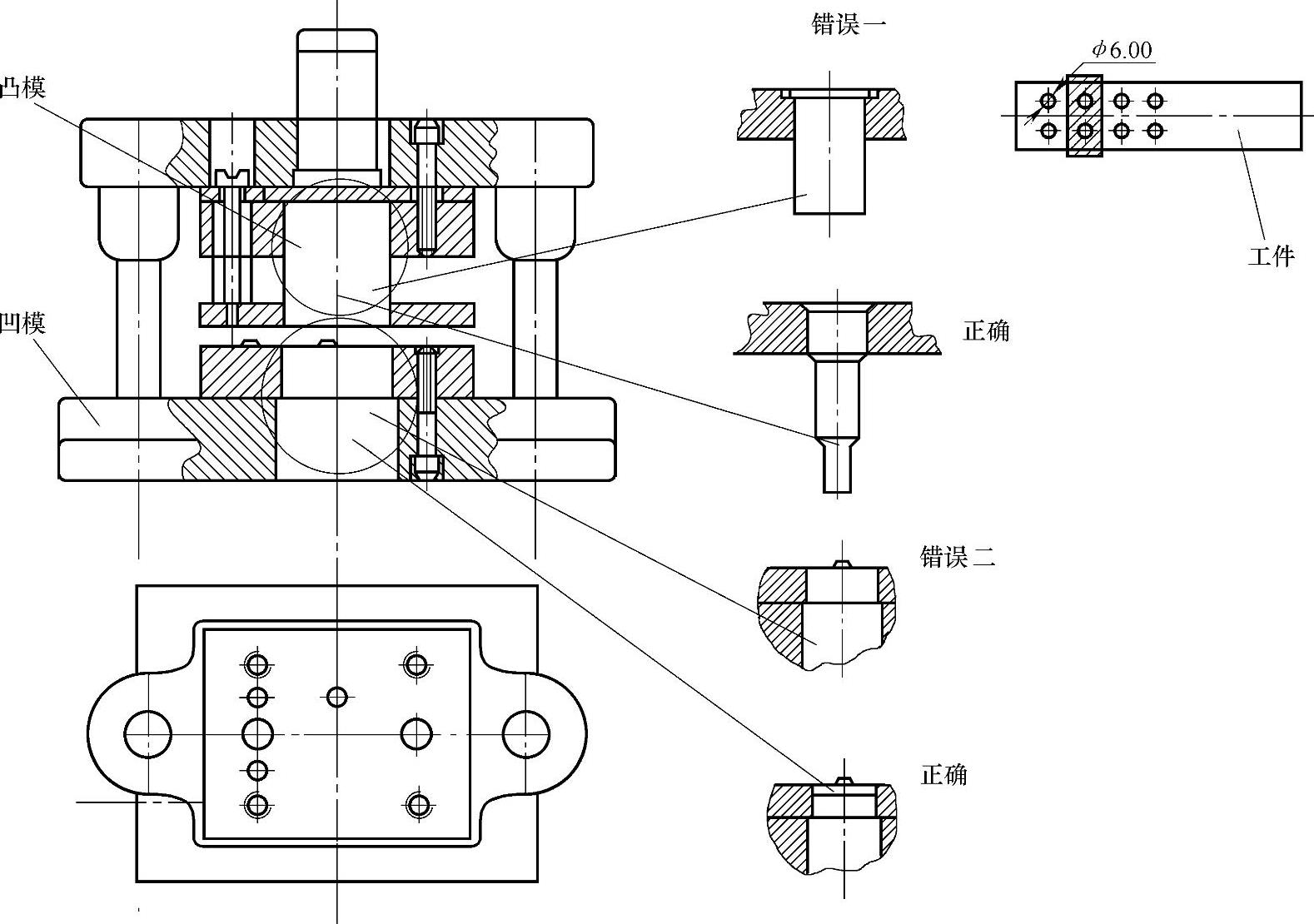
图7⁃5 凸模、凹模的结构
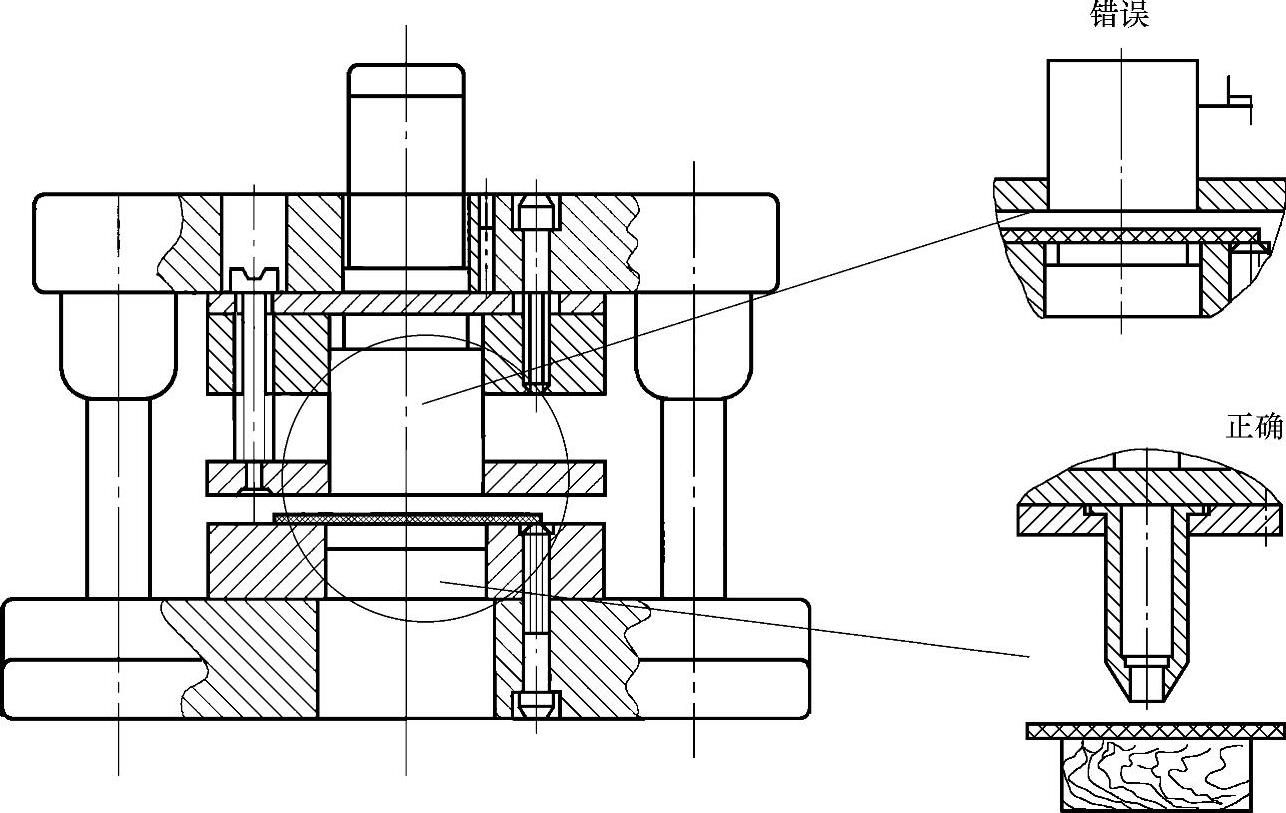
图7⁃6 非金属材料的冲裁凸模结构
6.高精度冲裁
用一般冲裁模所得到的工件,剪切面上有塌角、断裂带和飞边,还有明显的锥度,表面粗糙度Ra为6.3~12.5μm。
对冲裁件断面质量和尺寸精度有更高要求时,可采用修整、负间隙冲裁及上下冲裁等方式。修整是利用整修模沿冲裁件外缘或孔壁刮去一层薄切屑,从而获得光滑而垂直的断面和精确的尺寸;负间隙冲裁法的实质是冲裁—整修的复合工艺过程;上下冲裁法是用两个凸模上、下两次冲裁工件,可以获得上、下两个光亮带,并可清除飞边。
图7⁃7a为高精度冲裁件,由于采用的是一般冲裁模,剪切面上有塌角、断裂带和飞边,还有明显的锥度。将其改为图7⁃7b所示结构,可以获得上、下两个光亮带,并可清除飞边。
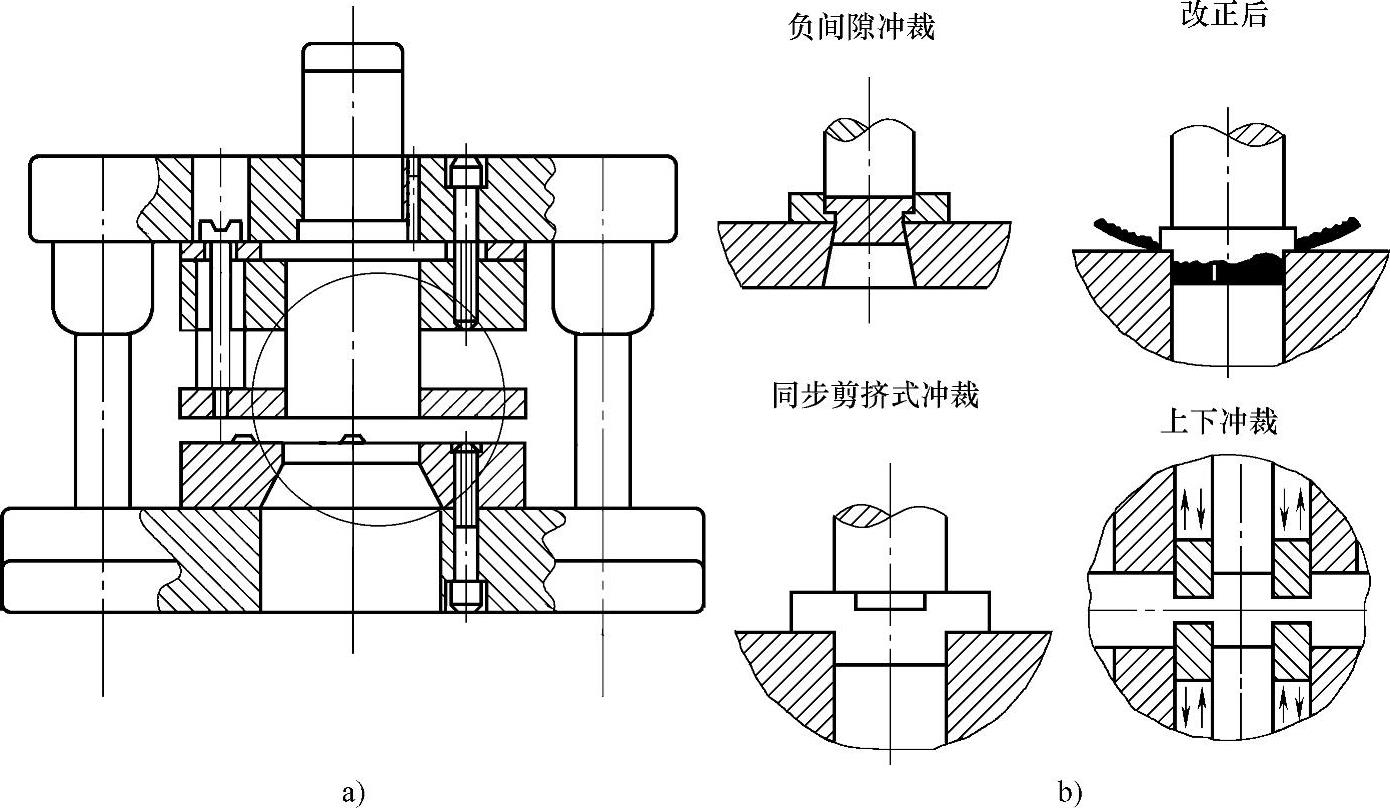
图7⁃7 高精度冲裁分析
7.导柱式冲模
要求较高的冲裁模应有导向装置。无导向或导板式简单冲模只适用于要求不高、形状简单、批量小的冲裁件。这种模具安装调整麻烦,模具寿命低,冲裁精度差,操作也不安全。而导柱式冲模,上模和下模用导柱和导套的滑动配合导向,可靠性大,导向精度高,寿命长,使用安装也方便。
如图7⁃8a所示结构,其模具寿命低,冲裁精度差,操作也不安全。若改为图7⁃8b所示结构,则不仅可靠性大,导向精度高,寿命长,使用安装也方便。
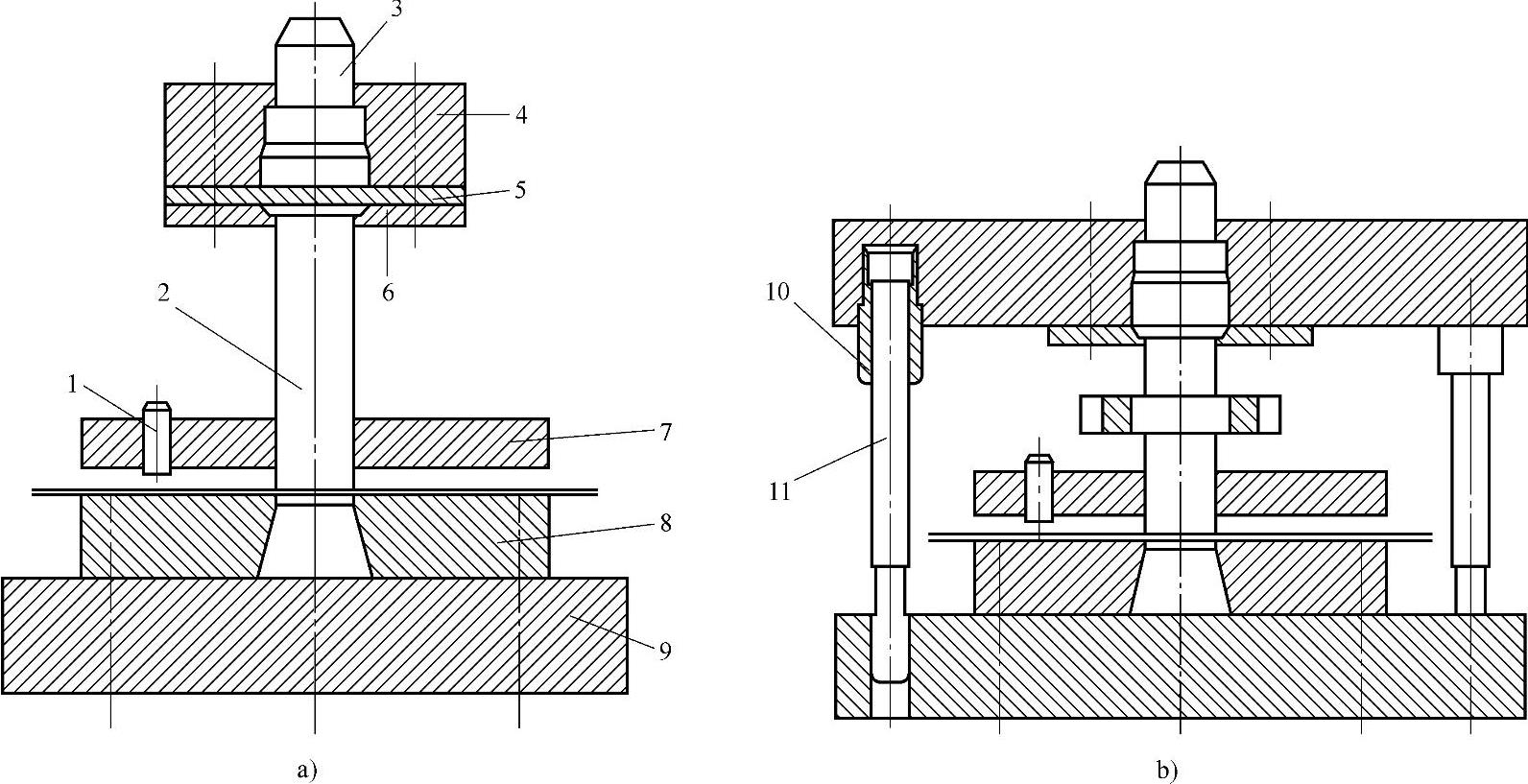
图7⁃8 导柱式冲模分析
1—活动料销 2—凸模 3—模柄 4—上模板 5—垫板 6—凸模固定板 7—导板 8—凹模 9—下模板 10—导套 11—导柱
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。