



1.防止弯曲件变形
为了防止变形,弯曲件的高度不宜相差太大。弯曲件的形状和尺寸应尽可能的对称,否则在小端处会产生畸形和歪曲。如果这种结构在设计时难以改善,则必须保证h>R+2t,其中h为小边高度,R为弯曲圆角半径,t为弯曲件板厚。
如图7⁃24a所示,弯曲件形状和尺寸的对称性相差过大,工件容易在小端处产生畸形和歪曲。若改为图7⁃24b所示结构,则可防止工件在小端处产生畸形和歪曲。
2.连接带的设置
边缘部分有缺口的弯曲件,若在毛坯上将缺口冲出,弯曲时会出现叉口,严重时导致无法成形。这时必须在缺口处留有连接带,待弯曲成形后再将连接带切除。
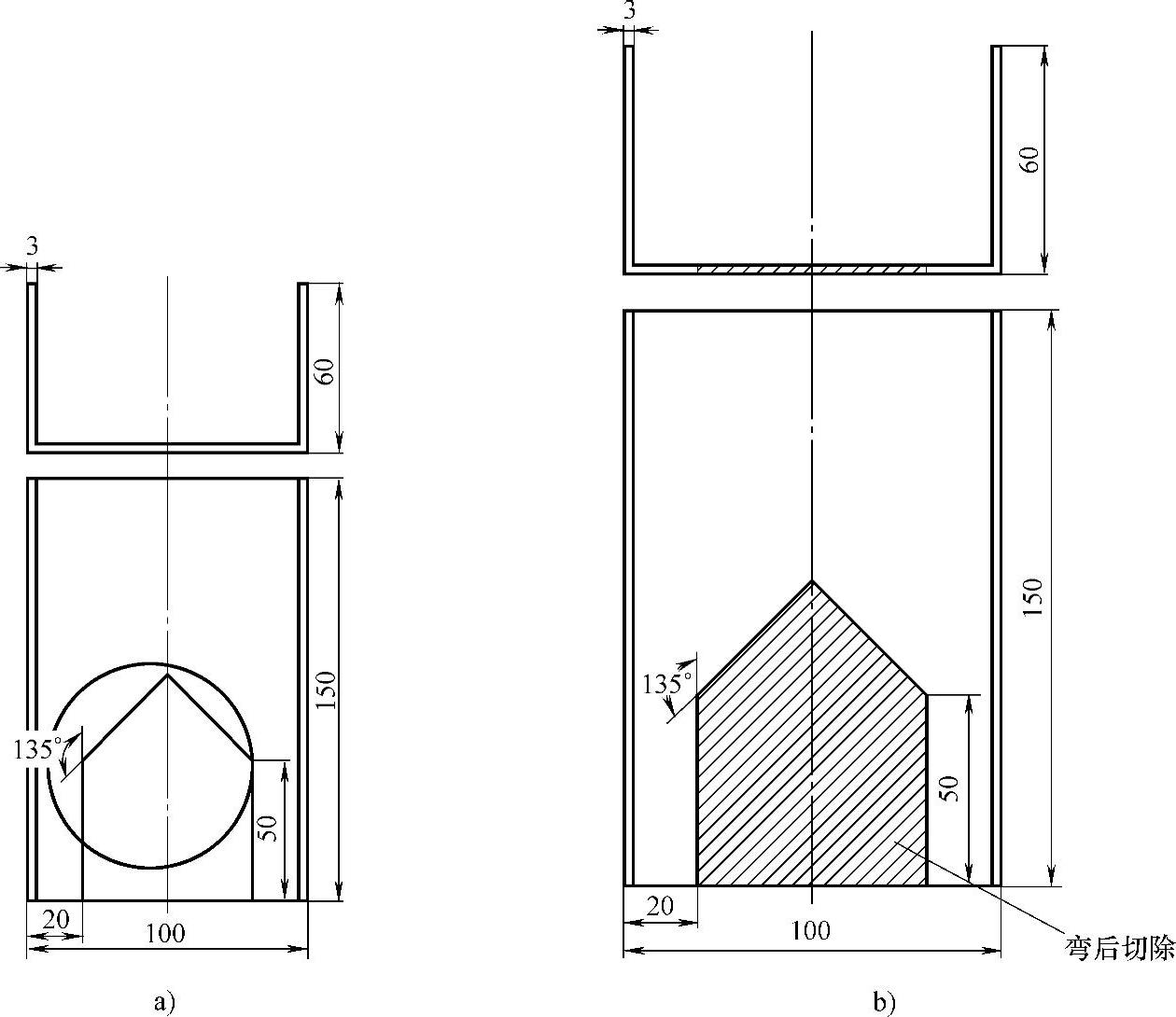
如图7⁃25a所示,弯曲件边缘有缺口,弯曲时会出现叉口,严重时导致无法成形。若改为图7⁃25b所示结构,设计连接带,可以避免叉口的出现。
3.预先冲出月牙槽或圆孔的情况
弯曲带孔的毛坯或零件时,如果孔在弯曲线的附近,为了避免弯曲时孔产生变形,可在零件上预先冲出月牙槽或圆孔。
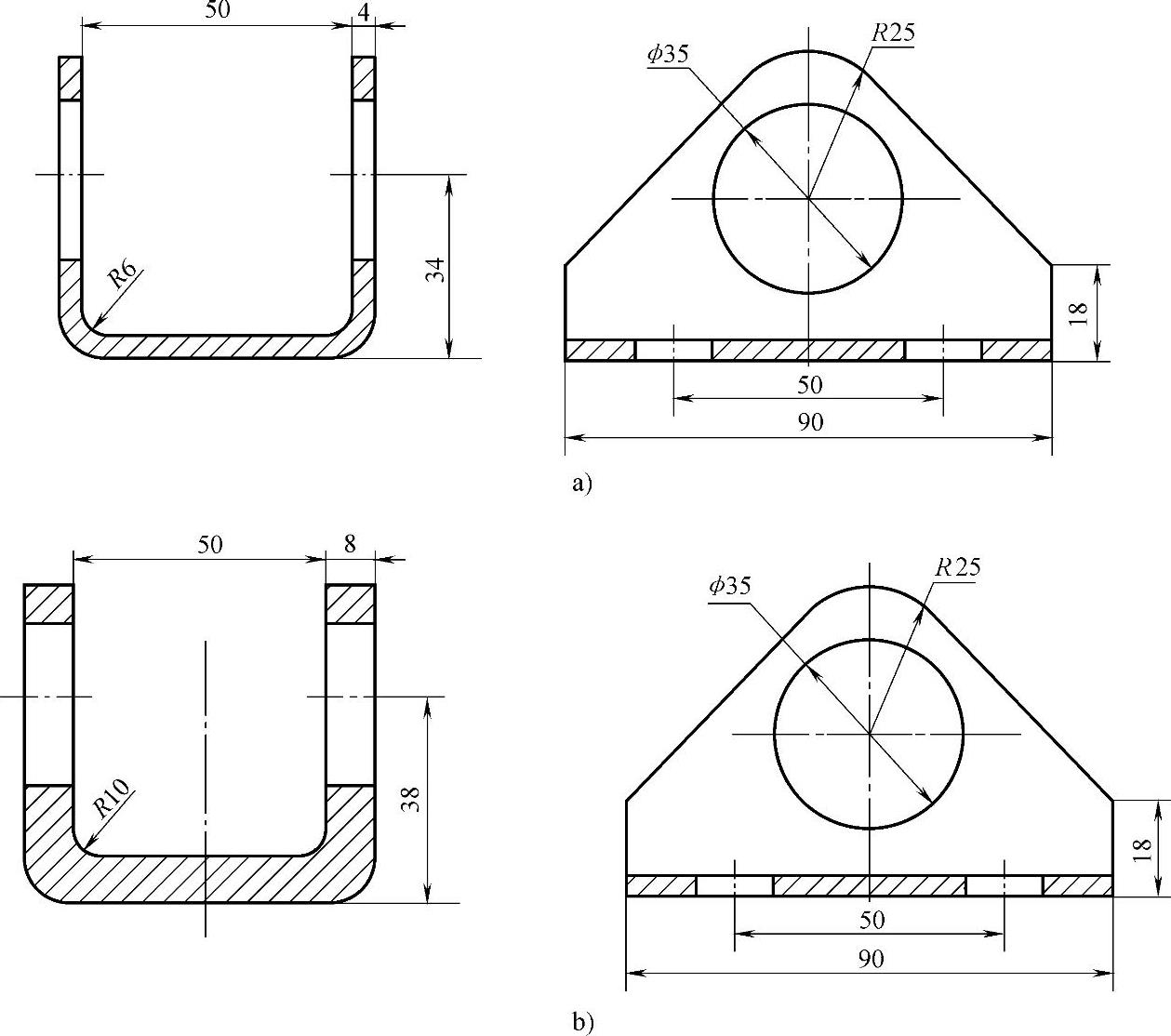
图7⁃24 防止弯曲件畸形的结构
 (https://www.xing528.com)
(https://www.xing528.com)
图7⁃25 连接带的设置
如图7⁃26a所示,弯曲带孔的毛坯或零件,应在零件上预先冲出月牙槽或圆孔,否则在弯曲加工时,孔会产生变形。若改为图7⁃26b所示结构,则可避免在加工过程中孔产生不必要的变形。
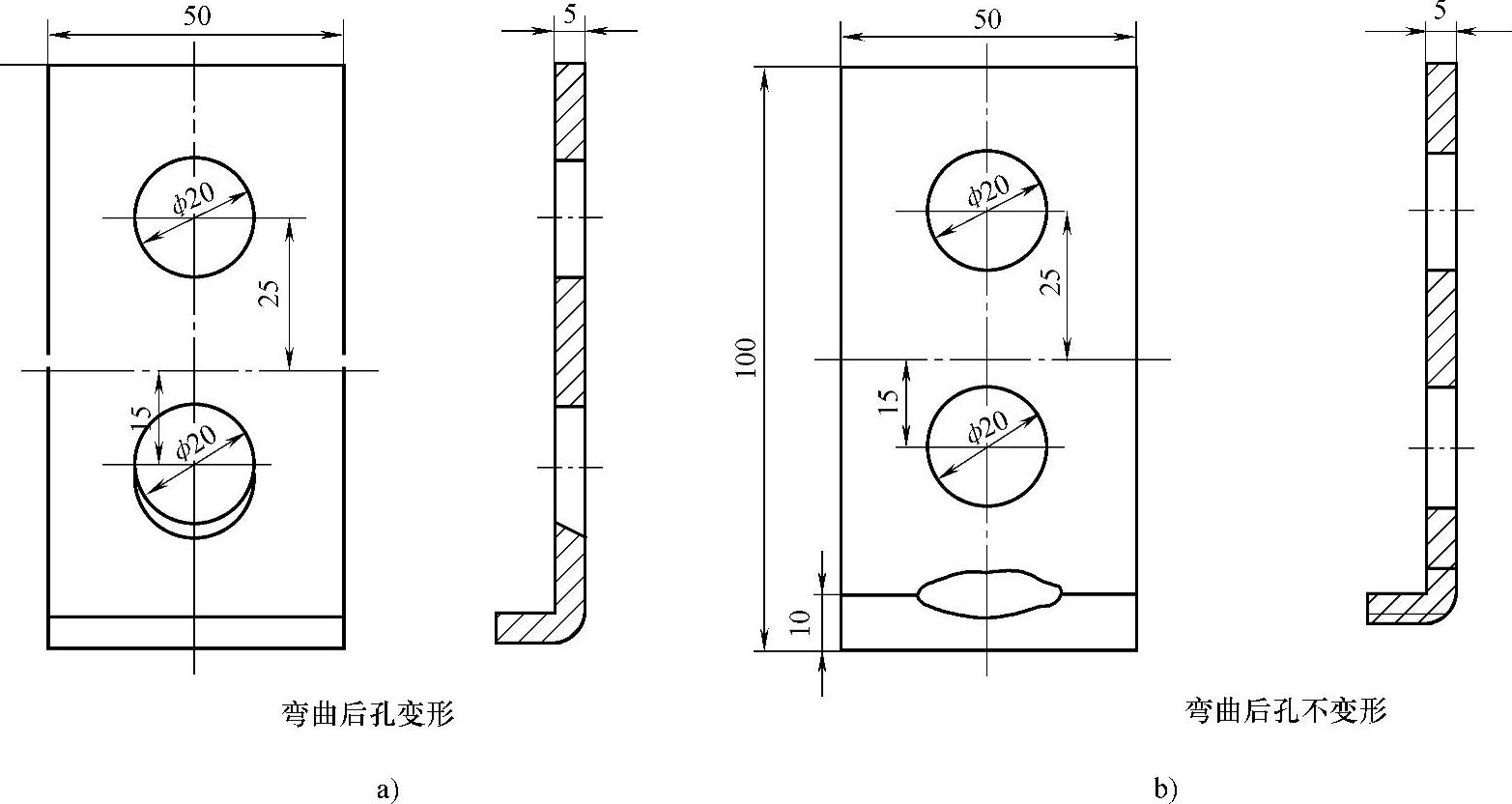
图7⁃26 带孔毛坯或零件的结构
4.弯曲件直边高度的确定
为了保证工件的弯曲质量,弯曲件的直边高度h不宜过小,必须大于或等于最小弯边高度,即h≥hmin=r+2t,其中r为弯曲圆角半径;t为弯曲件板厚。弯曲有孔的毛坯时,孔边距不宜过小。如果孔位于靠近弯曲区处,则弯曲时孔会发生变形。从孔边到弯曲边的距离l应符合以下要求:当t<2时,l≥r+t;当t≥2时,l≥r+2t。
如图7⁃27a所示,弯曲件的直边高度过小,无法保证工件的加工质量;弯曲件的孔边距过小,孔会发生变形。若改为图7⁃27b所示结构,则孔的形状在加工后能够得到保证,从而保证工件的加工质量和要求。
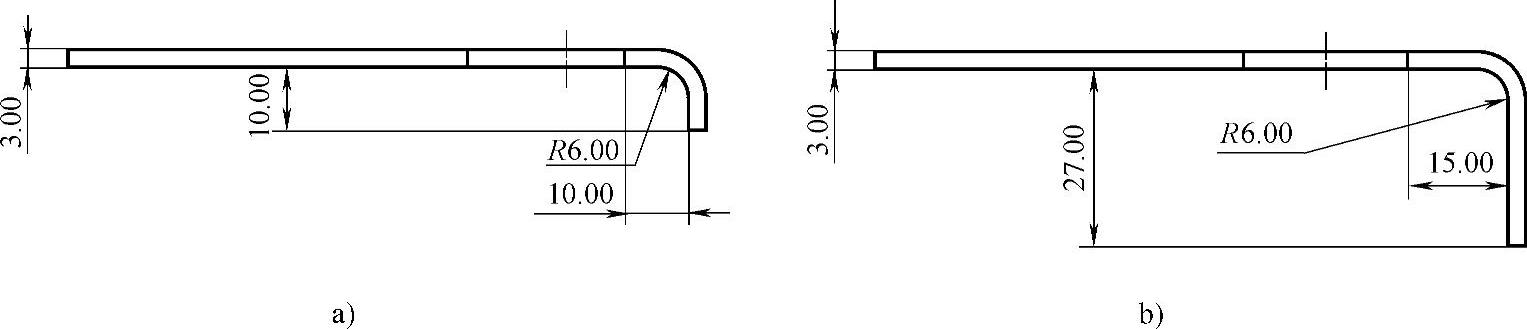
图7⁃27 弯曲件直边的结构
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。