



【摘要】:余高使焊缝的截面积增加,强度提高,并能够增加X射线摄片的灵敏度,但易使焊趾处产生应力集中。国家标准规定焊条电弧焊的余高值取0~3mm,埋弧焊余高值取0~4mm。焊缝成形系数越小,则表示焊缝窄而深,这样的焊缝中易产生气孔、夹渣和裂纹。因此焊缝成形系数应保持一定的数值。图1-30 熔焊图1-31 焊缝成形系数
1.焊缝宽度
焊缝表面与母材的交界处称为焊趾。单道焊缝横截面中,两焊趾间的距离称为焊缝宽度,如图1-26所示。
2.余高
对接焊缝中,超出表面焊趾连线上面的那部分焊缝金属的高度称为余高,如图1-27所示。余高使焊缝的截面积增加,强度提高,并能够增加X射线摄片的灵敏度,但易使焊趾处产生应力集中。因此余高既不能低于母材,也不能太高。国家标准规定焊条电弧焊的余高值取0~3mm,埋弧焊余高值取0~4mm。
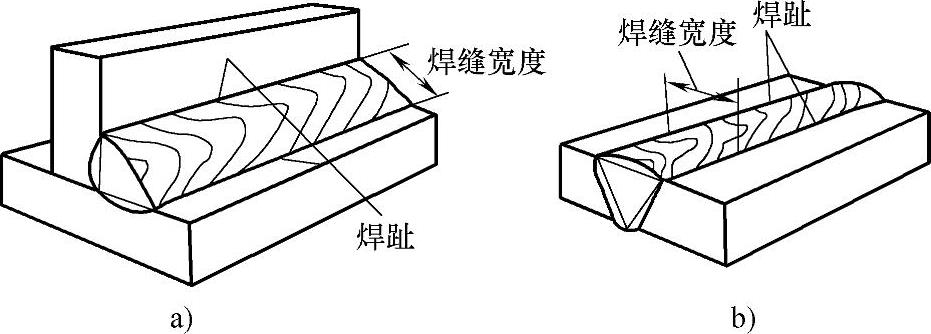
图1-26 焊缝宽度
a)角焊缝焊缝宽度 b)对接焊缝焊缝宽度

图1-27 余高
3.熔深
在焊接接头横截面上,母材熔化的深度称为熔深,如图1-28所示。当填充金属材料(焊条或是焊丝)一定时,熔深的大小决定了焊缝的化学成分。
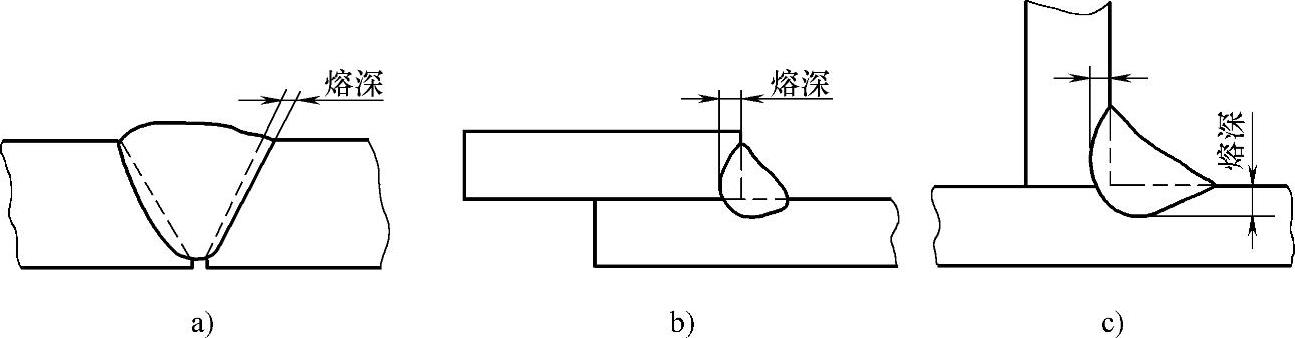
图1-28 熔深(https://www.xing528.com)
a)对接接头熔深 b)搭接接头熔深 c)T形接头熔深
4.焊缝厚度
在焊缝横截面中,从焊缝正面到焊缝背面之间的距离称为焊缝厚度,如图1-29所示。
5.焊缝成形系数
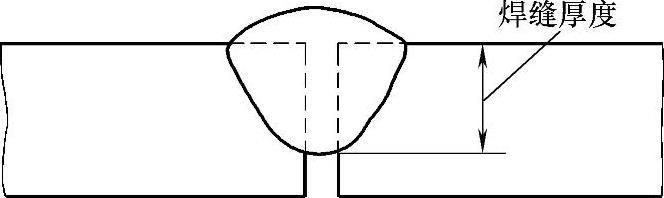
图1-29 焊缝厚度
熔焊(图1-30)时,在单道焊缝横截面上焊缝宽度(B)与焊缝计算厚度(H)之比值,即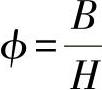 称为焊缝成形系数,如图1-31所示。焊缝成形系数ϕ越小,则表示焊缝窄而深,这样的焊缝中易产生气孔、夹渣和裂纹。因此焊缝成形系数应保持一定的数值。
称为焊缝成形系数,如图1-31所示。焊缝成形系数ϕ越小,则表示焊缝窄而深,这样的焊缝中易产生气孔、夹渣和裂纹。因此焊缝成形系数应保持一定的数值。

图1-30 熔焊
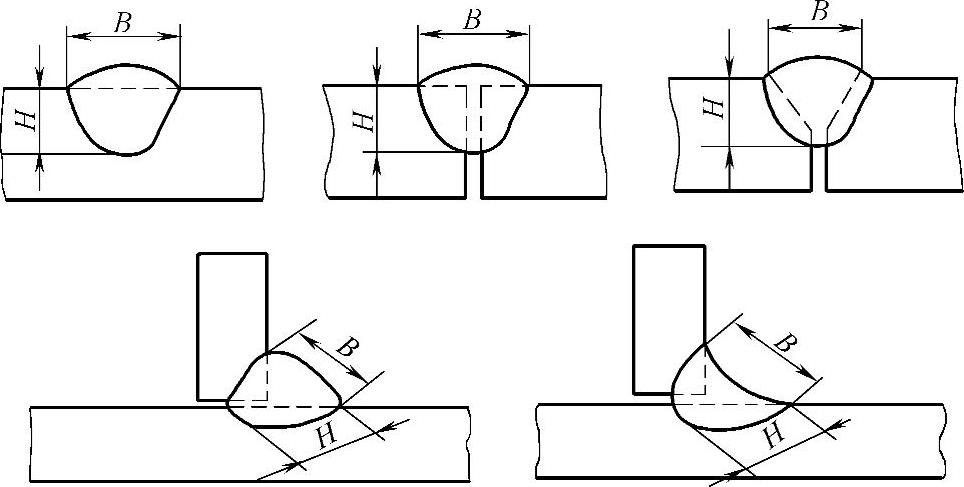
图1-31 焊缝成形系数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。