



在焊接时,焊件接缝所处的空间位置称为焊接位置。焊接位置有平焊位置、立焊位置、横焊位置、仰焊位置等。
1.平焊位置
平焊位置易于操作,生产率高,劳动条件好,焊接质量容易保证,如图1-32所示。立焊位置及横焊位置次之,仰焊位置最差。
1)I形坡口对接平焊。当板厚不超过6mm时,通常采用I形坡口。正面焊缝宜采用直径3.2~4mm的焊条短弧焊接,熔深应当达到焊件厚度的2/3。在焊接背面焊缝时,除了重要构件外,不必清焊根,但要将熔渣清理干净,焊接电流可以大一些。运条方法为直线形,4正面焊缝运条稍慢,反面稍快,焊条角度如图1-33所示。

图1-32 平焊位置
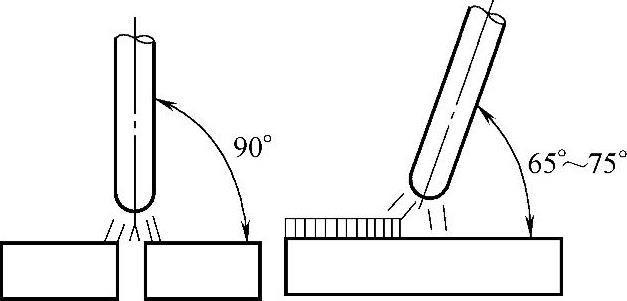
图1-33 焊条角度(平焊)
2)V形坡口对接平焊。当板厚大于6mm时,必须开单V形坡口或双V形坡口,采用多层焊或是多层多道焊,如图1-34所示。
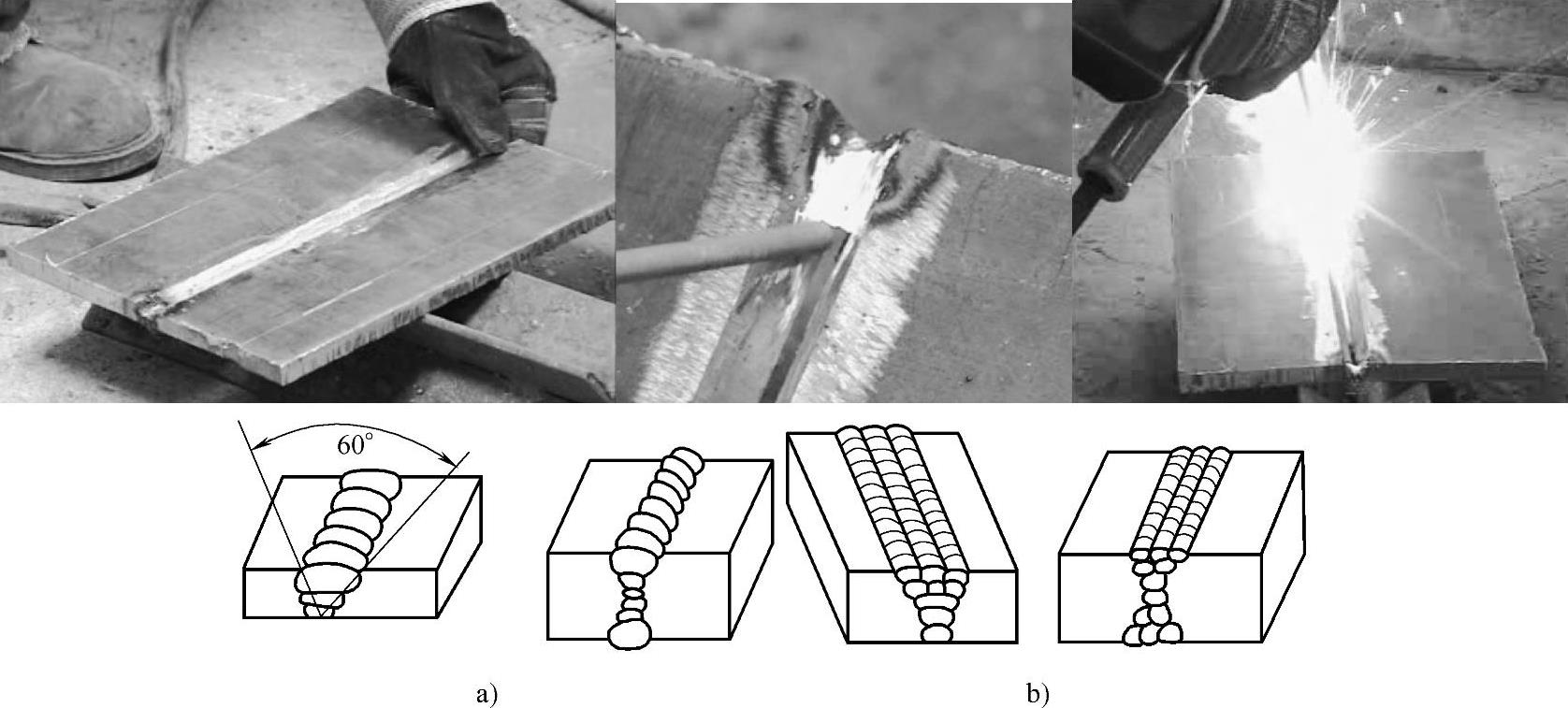
图1-34 V形坡口对接平焊
a)多层焊 b)多层多道焊
3)T形接头平焊。容易产生焊脚下偏、未焊透、咬边、夹渣等缺陷,需采用T形接头平焊。在操作时应当根据板厚调整焊条角度,两板厚度不同时,电弧应当偏向厚板一边,使两板的温度均匀。常用焊条角度如图1-35所示。
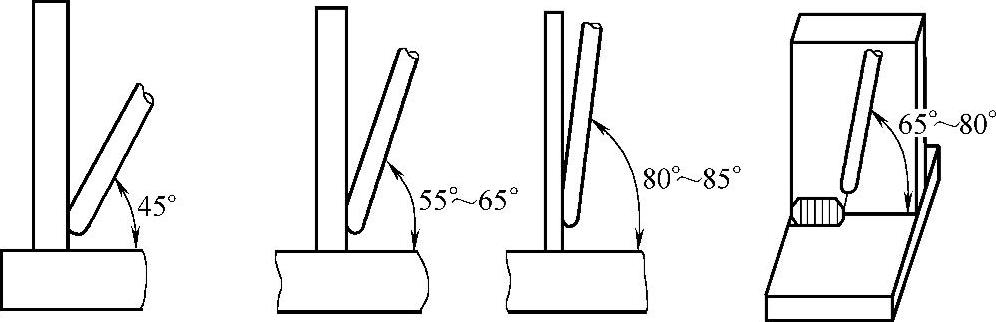
图1-35 常用焊条角度
2.立焊位置
立焊有两种操作方法:向上立焊和向下立焊。生产中常用的是向上立焊,如图1-36所示,向下立焊要使用专用焊条才能够保证焊缝质量。向上立焊时,焊条角度如图1-37所示。

图1-36 立焊位置
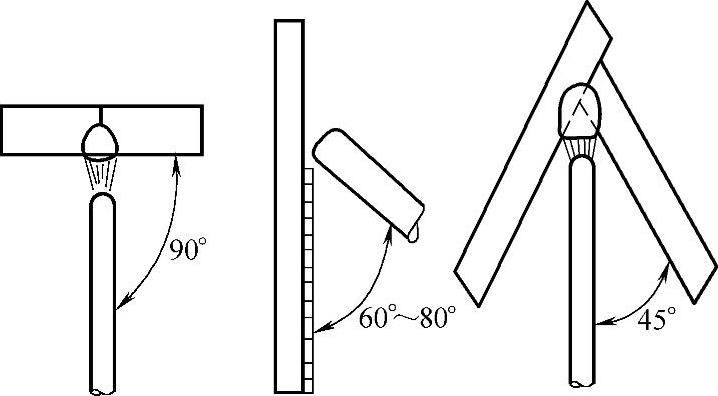
图1-37 焊条角度(向上立焊)
3.横焊位置(https://www.xing528.com)
横焊位置如图1-38所示。板厚为3~5mm的对接接头可以采用I形坡口双面焊。正面焊选用直径3.2~4mm的焊条,焊条角度如图1-39所示。
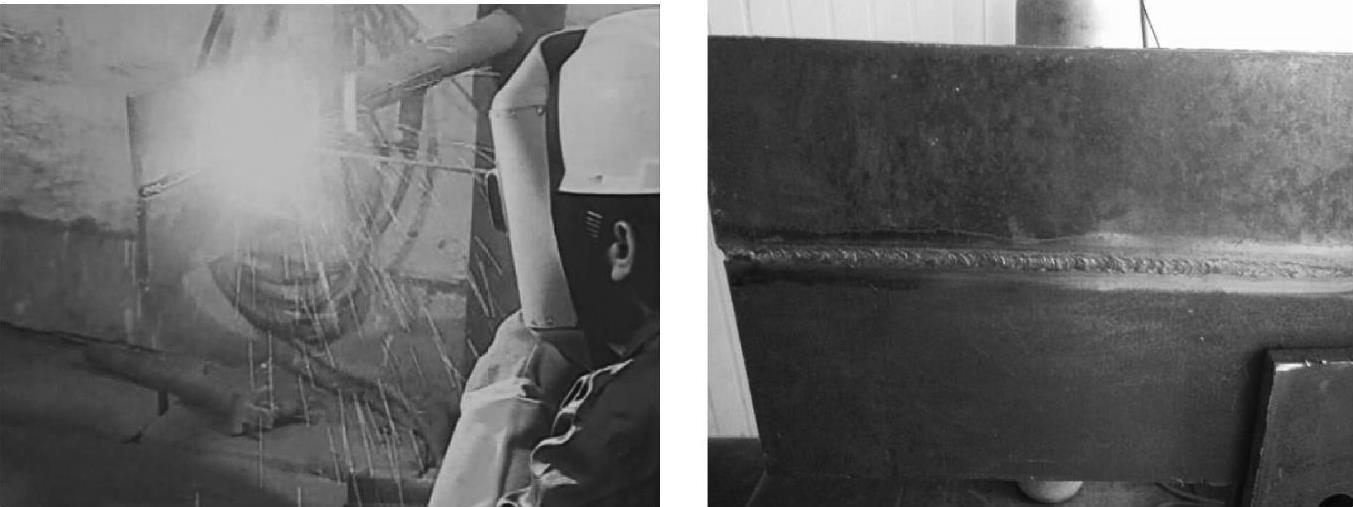
图1-38 横焊位置
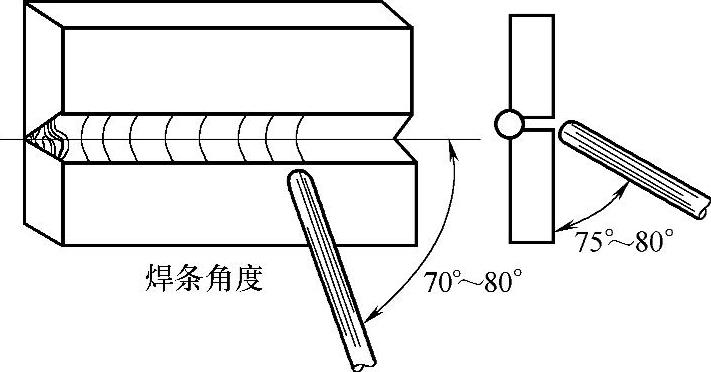
图1-39 焊条角度(横焊)
当焊件较薄时,采用直线往返形运条;当焊件较厚时,短弧施焊,直线形或是小斜圆圈形运条;打底焊时采用直线形运条。焊接速度应稍快且要均匀。
对接横焊坡口通常为V形或K形,其特点是下板不开坡口或坡口角度小于上板,如图1-40所示。
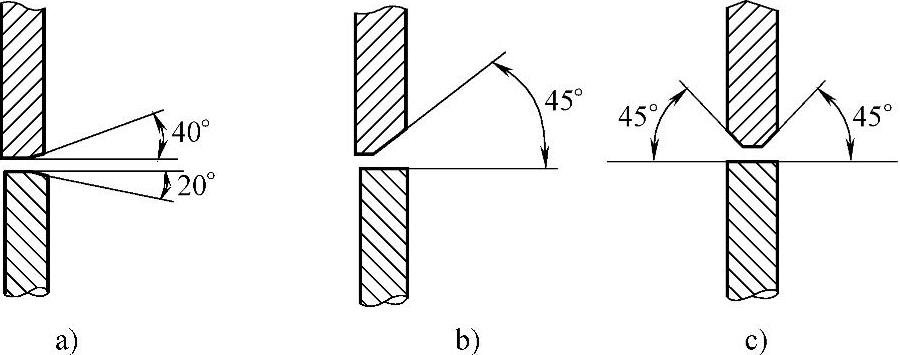
图1-40 对接横焊坡口
a)V形坡口 b)单边V形坡口 c)K形坡口
4.仰焊位置
仰焊位置如图1-41所示。当焊件的厚度不超过4mm时,采用I形坡口,选用直径3.2mm的焊条,焊条角度如图1-42所示。

图1-41 仰焊位置
弧长尽量短些,间隙小时可以用直线形运条,间隙较大则用直线往返形运条。焊接电流要适中。
焊件厚度不小于5mm时,采用V形坡口多层多道焊,如图1-43所示。第一层焊缝焊接时,可以采用直线形、直线往返形、锯齿形运条法,焊缝表面要平直,不下凸。焊接第二层及以后层数的焊缝时,应采用锯齿形或是月牙形运条。
同时,注意随时调整焊条角度,每一焊道均不宜过厚。
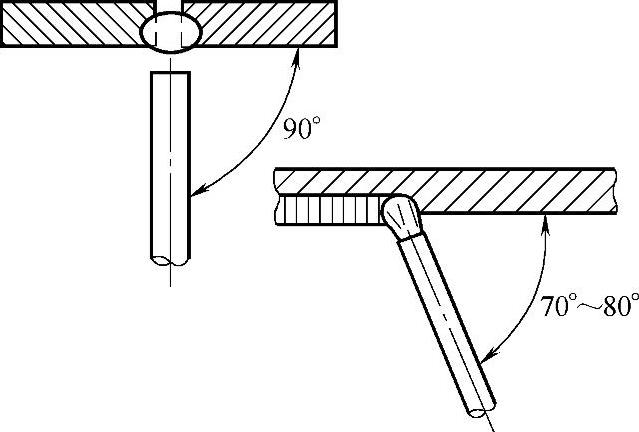
图1-42 焊条角度(仰焊)
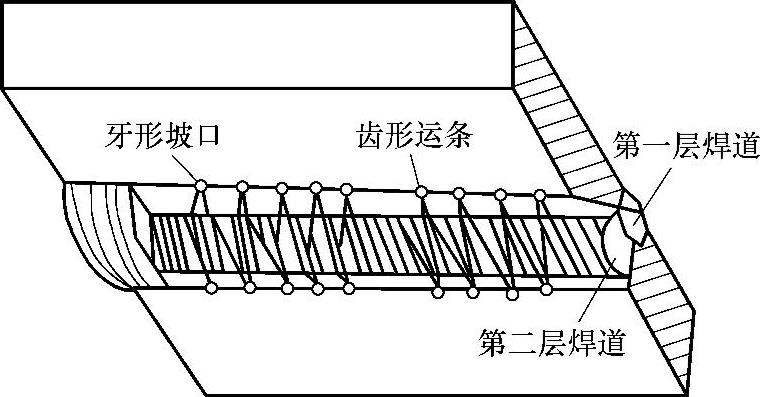
图1-43 V形坡口多层多道焊
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。