



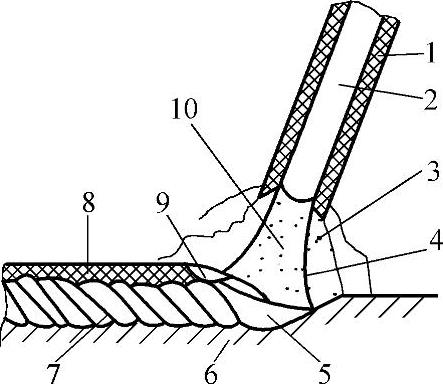
图1-81 焊条电弧焊原理
1—药皮 2—焊芯 3—保护气 4—电弧 5—熔池 6—母材 7—焊缝 8—焊渣 9—熔渣 10—熔滴
1.焊条电弧焊
焊条电弧焊是用手工操纵焊条进行焊接的电弧焊方法。它利用焊条与焊件之间建立起来的稳定燃烧的电弧,使焊条和焊件熔化,从而获得牢固的焊接接头,其原理如图1-81所示。在焊接的过程中,药皮不断分解、熔化而生成气体及熔渣,保护焊条端部、电弧、熔池及其附近区域,防止大气对熔化金属的有害污染。焊芯也在电弧热作用下不断熔化,进入熔池,成为焊缝的填充金属。
焊条电弧焊经常应用在焊接结构的制造及维修中。图1-82所示为某纺织机械厂的主电动机机架装配图,它由底板、立板、垫板和支承槽钢四个零件组焊而成,材料采用焊接性较好的Q235A,垫板的板厚为5mm,是四个零件中壁最薄的地方,在选择焊条时要注意这一点。技术要求中规定所有焊件焊完后要求牢靠。
如图1-82所示, 表示立板和底板之间的角焊缝;焊脚尺寸是6mm,单面周围角焊缝;111表示焊接方法为焊条电弧焊。
表示立板和底板之间的角焊缝;焊脚尺寸是6mm,单面周围角焊缝;111表示焊接方法为焊条电弧焊。
 表示垫板和支承槽钢之间的连接角焊缝;焊脚尺寸是4mm;单面周围角焊缝;焊接方法为焊条电弧焊。
表示垫板和支承槽钢之间的连接角焊缝;焊脚尺寸是4mm;单面周围角焊缝;焊接方法为焊条电弧焊。
支承槽钢和底板之间的焊接符号为 ,表示对称角焊缝接头;焊脚尺寸是10mm,焊接方法为焊条电弧焊。
,表示对称角焊缝接头;焊脚尺寸是10mm,焊接方法为焊条电弧焊。
2.埋弧焊
埋弧焊是电弧在焊剂层下燃烧进行焊接的方法。这种方法是利用焊丝和焊件之间燃烧的电弧产生热量熔化焊丝、焊剂及母材而形成焊缝的。焊丝作为填充金属,而焊剂则对焊接区起保护及合金化作用。因焊接时电弧掩埋在焊剂层下燃烧,电弧光不外露,所以被称为埋弧焊。
埋弧焊的焊接过程如图1-83所示。在焊接时,电源的两极分别接在导电嘴11和焊件7上,焊丝通过导电嘴与焊件接触,在焊丝周围撒上焊剂,然后接通电源,则电流经过导电嘴、焊丝与焊件构成焊接回路。在焊接时,焊机的起动、引弧、送丝、机头(或是焊件)移动等过程全由焊机进行机械化控制,焊工只需按照动相应的按钮即可以完成焊接工作。
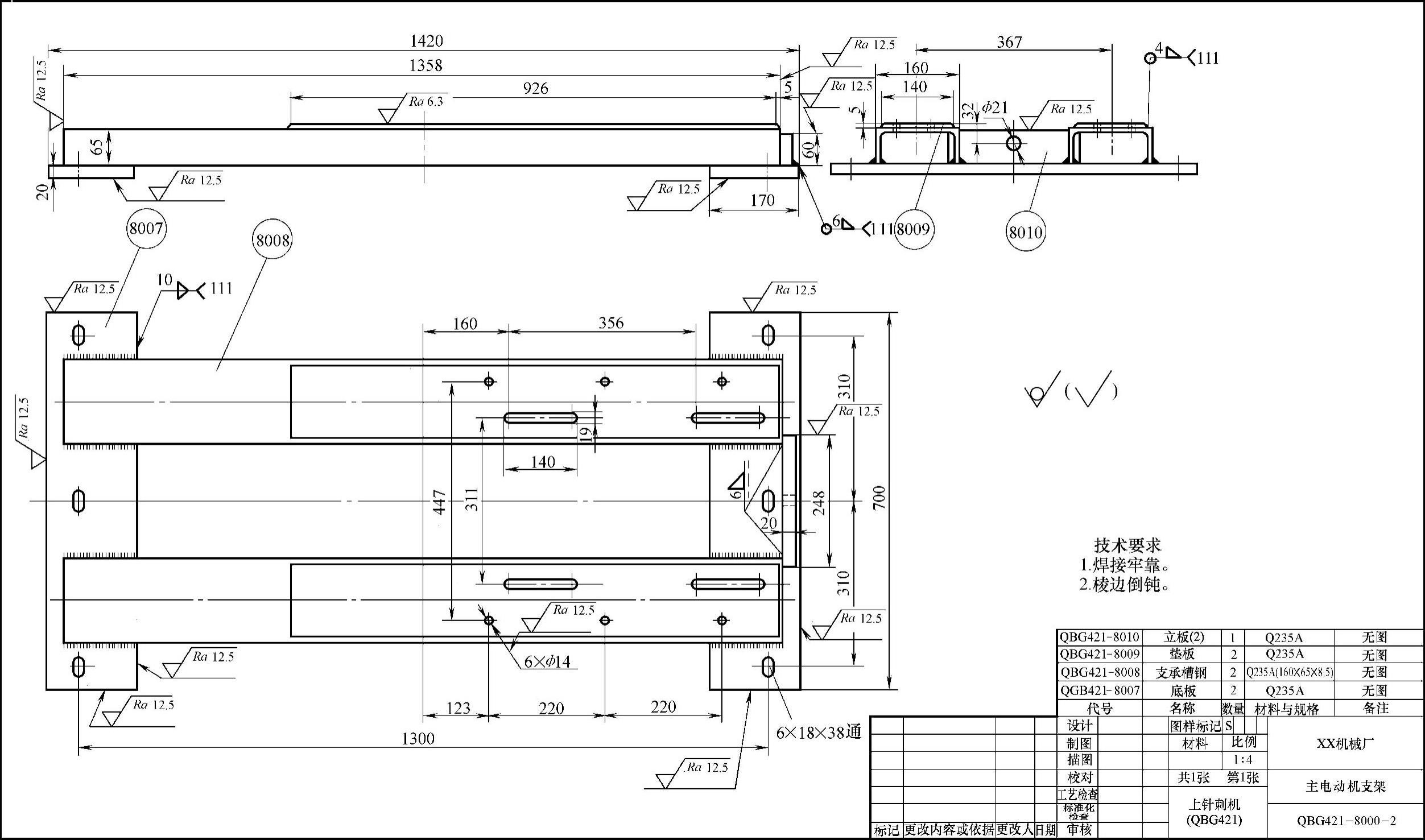
图1-82 某纺织机械厂的主电动机机架装配图
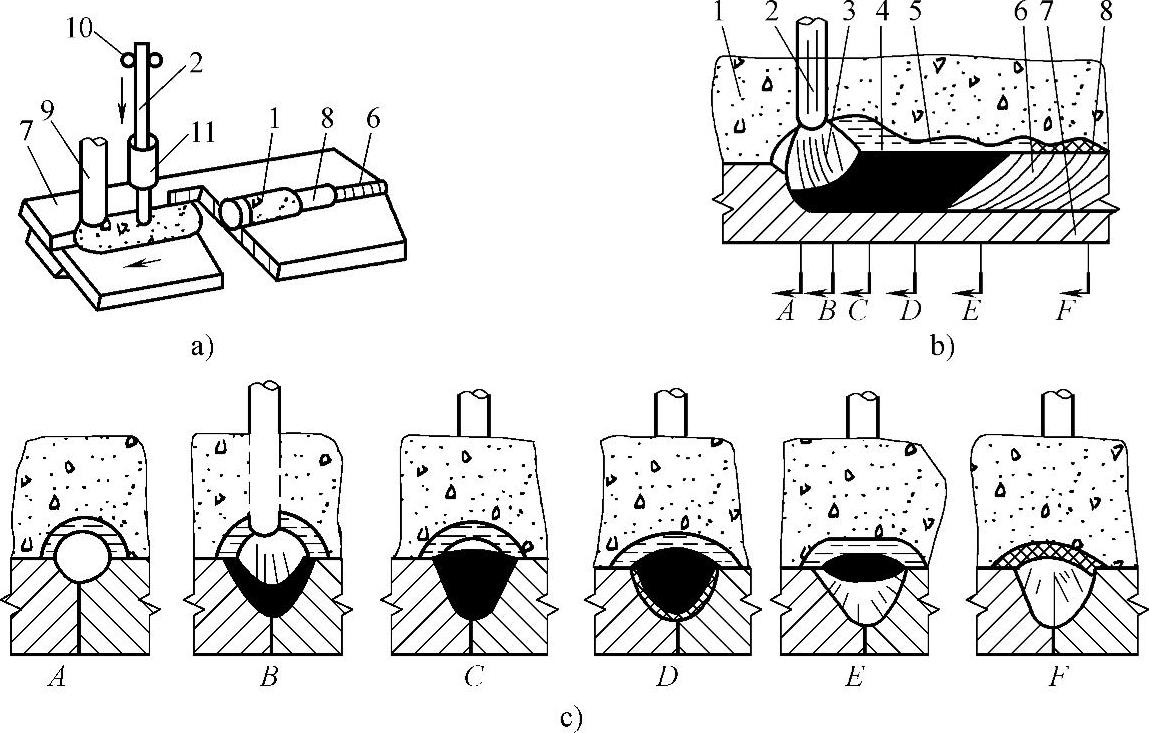
图1-83 埋弧焊的焊接过程
a)焊接过程 b)纵向断面 c)横向断面
1—焊剂 2—焊丝 3—电弧 4—熔池 5—熔渣 6—焊缝 7—焊件 8—焊渣 9—焊剂漏斗 10—送丝滚轮 11—导电嘴
当焊丝和焊件之间引燃电弧之后,电弧的热量使周围的焊剂熔化形成熔渣,部分焊剂分解蒸发成气体,气体排开熔渣形成一个气泡,电弧就在这个气泡中燃烧。连续送入电弧的焊丝在电弧高温作用下加热熔化,与熔化的母材混合形成金属熔池。熔池上覆盖着一层熔渣,熔渣外层是未熔化的焊剂,它们一起保护着熔池,使其与周围空气隔离,并使有碍操作的电弧光辐射无法散射出来。电弧向前移动时,电弧力将熔池中的液态金属排向后方,则熔池前方的金属就暴露在电弧的强烈辐射下而熔化,形成新的熔池,而电弧后方的熔池金属则冷却凝固成焊缝,熔渣也凝固成焊渣覆盖在焊缝表面。熔渣除了对熔池和焊缝金属起机械保护作用外,在焊接的过程中还与熔化金属发生冶金反应,从而影响焊缝金属的化学成分。因熔渣的凝固温度低于液态金属的结晶温度,熔渣总是比液态金属凝固迟一些。这就使混入熔池的熔渣、溶解在液态金属中的气体和冶金反应中产生的气体可以不断地逸出,使焊缝不易产生夹渣和气孔等缺陷。未熔化的焊剂不仅具有隔离空气、屏蔽电弧光的作用,也提高了电弧的热效率。
作为高效的焊接方法,埋弧焊在工业生产中得到了一定的应用。图1-84所示为石油液化气罐装配图。椭圆封头9与筒体12采用焊接性较好的16MnR,二者之间的环焊缝采用埋弧焊,因其板厚为14mm,属中等板厚,采用开Y形坡口;另外法兰与筒体之间焊缝、人孔与筒体之间焊缝大都采用焊条电弧焊。
如图1-84所示, 表示椭圆封头与筒体之间的环焊缝:坡口角度是60°,钝边是2mm,间隙为2mm封底焊;12代表焊接方法为埋弧焊。
表示椭圆封头与筒体之间的环焊缝:坡口角度是60°,钝边是2mm,间隙为2mm封底焊;12代表焊接方法为埋弧焊。
 表示人孔和筒体之间的焊缝:焊脚尺寸是8mm,单边V形坡口角焊缝;111代表焊接方法为焊条电弧焊。
表示人孔和筒体之间的焊缝:焊脚尺寸是8mm,单边V形坡口角焊缝;111代表焊接方法为焊条电弧焊。
 表示法兰与筒体之间的焊缝:焊脚尺寸是5mm,角焊缝;111代表焊接方法是焊条电弧焊。
表示法兰与筒体之间的焊缝:焊脚尺寸是5mm,角焊缝;111代表焊接方法是焊条电弧焊。
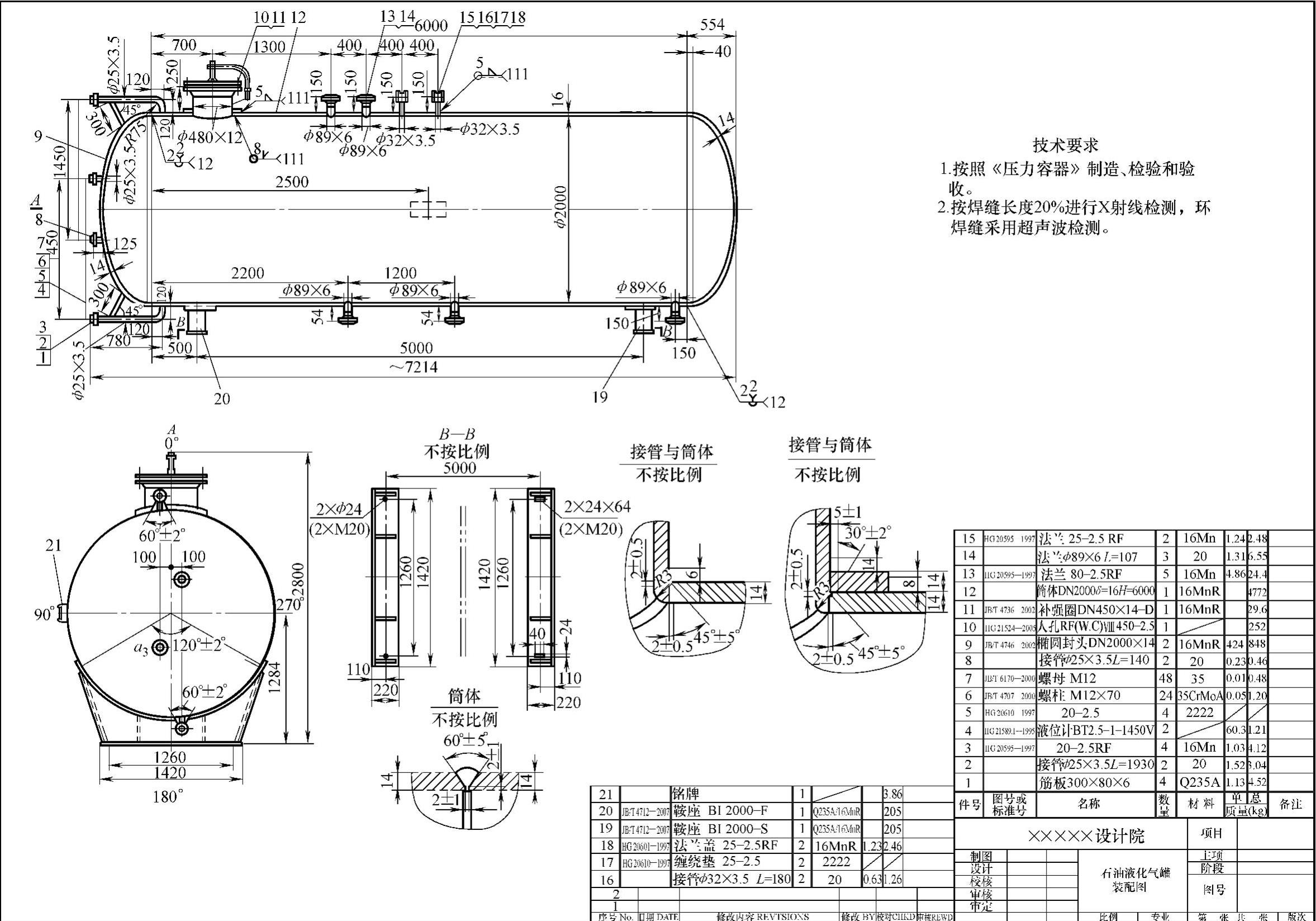
图1-84 石油液化气罐装配图
3.熔化极气体保护焊
熔化极气体保护焊是采用连续等速送进可以熔化的焊丝与焊件之间的电弧作为热源来熔化焊丝与母材金属,形成熔池和焊缝的焊接方法。为了得到良好的焊缝应当利用外加气体作为电弧介质并保护熔滴、熔池金属及焊接区高温金属免受周围空气的有害作用,如图1-85所示。
熔化极气体保护电弧焊中的每种方法均有各不相同的特点,低碳钢大多采用CO2气体保护焊接法,采用熔化极活性混合气体保护焊(简称MAG焊)可得到稳定的焊接过程和美观的焊缝。但是在经济性方面却不如CO2气体保护焊。脉冲MAG焊可在低于临界电流的低电流区间得到稳定的喷射过渡,焊接飞溅小,焊缝成形美观。
熔化极惰性气体保护焊(简称MIG焊)适用于焊接不锈钢和铝、铜等有色金属。而对于低碳钢来说则是一种昂贵的焊接法。脉冲MIG焊与脉冲MAG焊类似,可在低电流区间实现稳定的喷射过渡。
短路过渡焊接法适用于全位置焊接,主要用于中、薄板的焊接。其飞溅较大且成形不好,目前从焊接电源和保护气体等方面采取措施,已有了较大改善。
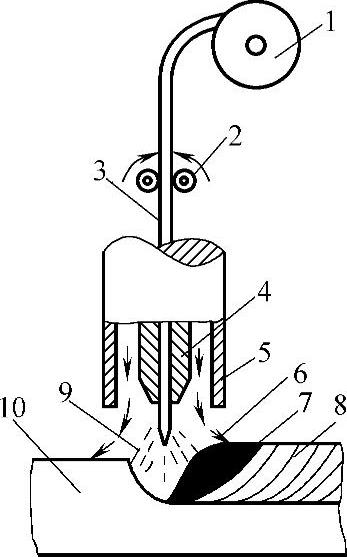
图1-85 熔化极气体保护焊(https://www.xing528.com)
1—焊丝盘 2—送丝滚轮 3—焊丝 4—导电嘴 5—保护气体喷嘴 6—保护气体 7—熔池 8—焊缝金属 9—电弧 10—母材
金属极气体电弧焊GMAW工艺采用连续送丝和高电流密度,因此焊丝熔敷效率很高,焊接变形比较小,熔渣微少且便于清理,所以该工艺是一种高效节能的焊接方法。
(1)CO2气体保护焊 CO2气体保护焊是利用CO2作为保护气体的熔化极电弧焊方法。这种方法以CO2气体作为保护介质,使电弧及熔池与周围空气隔离,防止空气中的氧、氮、氢对熔滴及熔池金属的产生有害作用,从而获得优良的机械保护性能。
CO2气体保护焊具有以下优点:
1)焊接生产率高。因焊接电流密度较大,电弧热量利用率较高,而且焊后不需清渣,所以可获得较高的生产率。CO2焊的生产率比普通的焊条电弧焊高2~4倍。
2)焊接成本低。CO2气体来源广,价格便宜,而且电能消耗少,因此使焊接成本降低。一般CO2焊的成本只有埋弧焊或焊条电弧焊的40%~50%。
3)焊接变形小。因为电弧加热集中,焊件受热面积小,而且CO2气流有较强的冷却作用,所以焊接变形小,特别适合于薄板焊接。
4)焊接质量较高。对铁锈敏感性小,焊缝含氢量少,抗裂性能好。
5)适用范围广。可以实现全位置焊接,并且对于薄板、中厚板甚至厚板都能焊接。
6)操作简便。焊后不需清渣,且是明弧,便于监控,有利于实现机械化及自动化焊接。
CO2气体保护焊主要用于焊接低碳钢及低合金钢。对于不锈钢,因为焊缝金属有增碳现象,影响抗晶间腐蚀性能,所以只能够用于对焊缝性能要求不高的不锈钢焊件。此外,CO2气体保护焊还可以用于耐磨零件的堆焊、铸钢件的焊补以及电铆焊等方面。目前CO2气体保护焊已在汽车制造、机车和车辆制造、化工机械、农业机械、矿山机械等行业得到了广泛的应用。
(2)MIG焊 MIG焊是采用惰性气体作为保护气体,使用焊丝作为熔化电极的一种电弧焊接方法。这种方法一般用氩气、氦气或它们的混合气体作为保护气体,连续送进的焊丝既作为电极又作为填充金属,在焊接过程中焊丝不断熔化并过渡到熔池中去而形成焊缝。在焊接结构的生产中,特别是在高合金材料和非铁金属及其合金材料的焊接生产中,MIG焊均占有很重要的地位。其焊接原理如图1-86所示。
随着MIG焊应用的扩展,仅以Ar或He作保护气体已难以满足需要,因此发展了在惰性气体中加入少量活性气体如O2、CO2等组成的混合气体作为保护气体的方法,一般称之为熔化极活性混合气体保护焊,简称为MAG焊。因为MAG焊无论是原理、特点还是工艺,都与MIG焊类似,所以将其归入MIG焊中一起讨论。
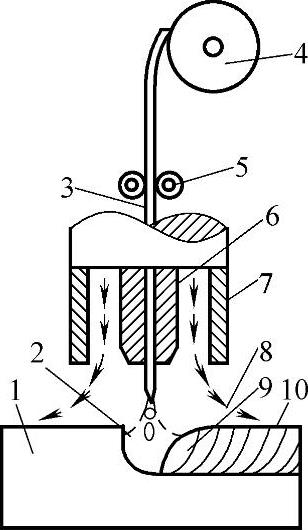
图1-86 MIG焊的原理
1—焊件 2—电弧 3—焊丝 4—焊丝盘 5—送丝滚轮 6—导电嘴 7—保护罩 8—保护气体 9—熔池 10—焊缝金属
MIG焊一般采用惰性气体作为保护气体,与CO2气体保护焊、焊条电弧焊或其他熔化极电弧焊相比,它具有以下一些特点:
1)焊接质量好。由于MIG焊采用惰性气体作保护气体,保护效果好,焊接过程稳定,变形小,飞溅极少或是根本无飞溅。焊接铝及铝合金时可以采用直流反极性,具有良好的阴极破碎作用。
2)焊接生产率高。MIG焊用焊丝作为电极,可以采用大的电流密度焊接,母材熔深大,焊丝熔化速度快,焊接大厚度铝、铜及其合金时比钨极惰性气体保护焊的生产率高。与焊条电弧焊相比,MIG焊能够连续送丝,节省材料加工工时,且焊缝不需要清渣,因此生产率更高。
3)适用范围广。因为MIG焊采用惰性气体作为保护气体,不与熔池金属发生反应,保护效果好,几乎所有的金属材料都可以焊接,所以适用范围广泛。但由于惰性气体生产成本高,价格贵,因此目前熔化极惰性气体保护焊主要用于非铁金属及其合金的焊接,以及不锈钢及某些合金钢的焊接。
MIG焊的缺点在于无脱氧去氢作用,所以对母材及焊丝上的油、锈很敏感,易形成缺陷,因此MIG焊对焊接材料表面清理要求特别严格。另外,MIG焊抗风能力差,不适于野外焊接,而且焊接设备也较复杂。
MIG焊适合于焊接低碳钢、低合金钢、耐热钢、不锈钢、有色金属及其合金。低熔点或是低沸点金属材料,如铅、锡、锌等,不宜采用MIG焊。目前,中等厚度、大厚度铝及铝合金板材,已广泛采用MIG焊,所焊的最薄厚度约为1mm,大厚度基本不受限制。MIG焊可以分为半自动和自动两种。自动MIG焊适用于较规则的纵缝、环缝及水平位置的焊接;半自动MIG焊大多用于定位焊、短焊缝、断续焊缝以及铝容器中的封头、管接头、加强圈等的焊接。
图1-87所示为某起重机厂运输架结构图(为了便于读者看清,图中省略了部分尺寸标注)。构件由角钢和筋板等组焊而成,所用材质为Q235B,采用高效、低成本的CO2气体保护焊焊接立板和平板焊缝,其余采用焊条电弧焊。
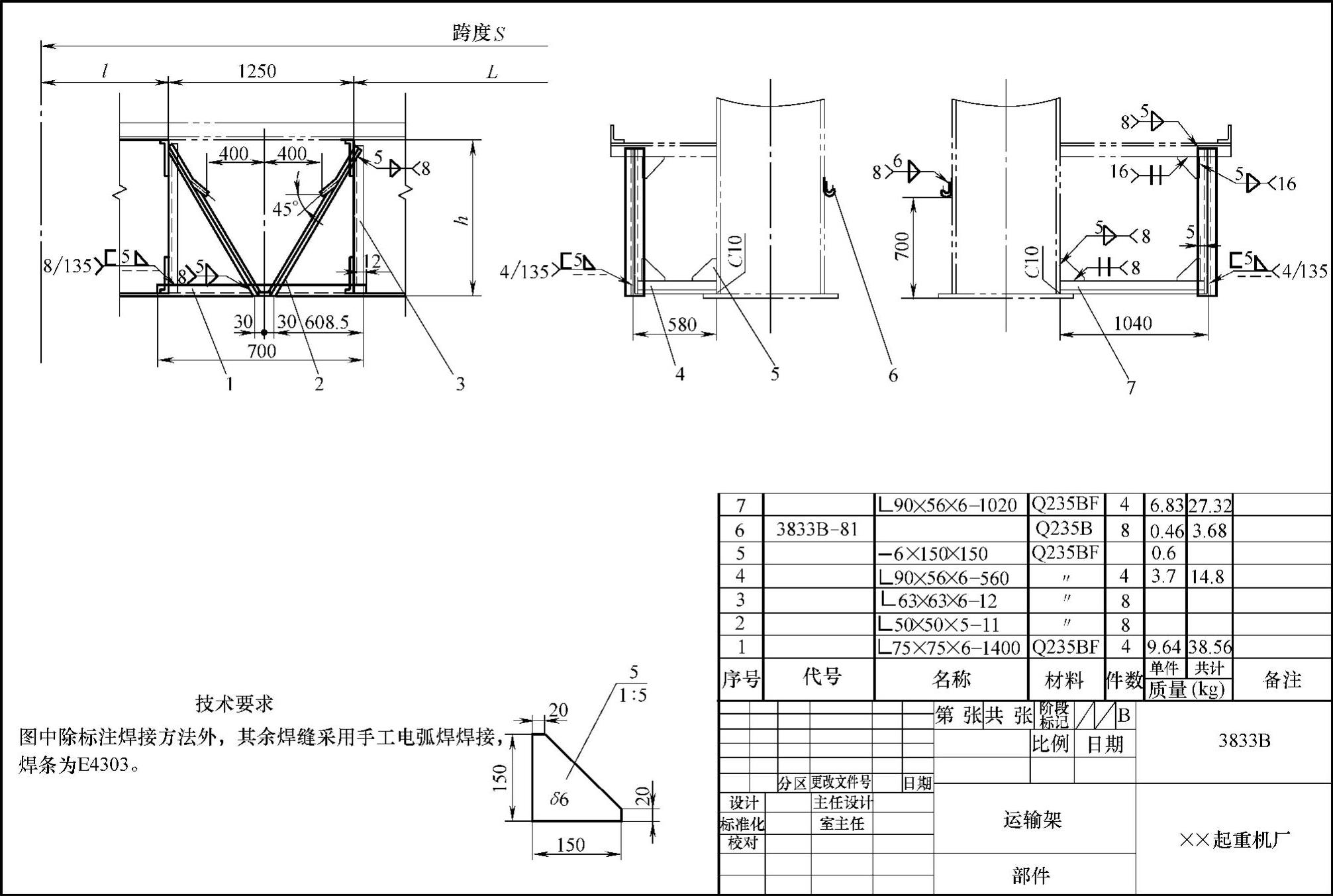
图1-87 某起重机厂运输架构图
如图1-87所示, 表示1号角钢和最左侧3号角钢之间的角焊缝,焊脚尺寸是5mm,双面焊。尾注中8代表共有八处这样的焊缝,135代表焊接方法为CO2气体保护焊。
表示1号角钢和最左侧3号角钢之间的角焊缝,焊脚尺寸是5mm,双面焊。尾注中8代表共有八处这样的焊缝,135代表焊接方法为CO2气体保护焊。
 表示4号角钢和后面竖立的3号角钢之间是焊脚尺寸是5mm的三面角焊缝,焊接方法为CO2气体保护焊,共有四处。
表示4号角钢和后面竖立的3号角钢之间是焊脚尺寸是5mm的三面角焊缝,焊接方法为CO2气体保护焊,共有四处。
 表示7号角钢和前面竖立的3号角钢之间是焊脚尺寸是5mm的三面角焊缝,焊接方法为CO2气体保护焊,共有四处。
表示7号角钢和前面竖立的3号角钢之间是焊脚尺寸是5mm的三面角焊缝,焊接方法为CO2气体保护焊,共有四处。
 表示筋板和前面竖立的3号角钢之间是对称的角焊缝,焊脚尺寸是5mm,共有16处,根据第三章中焊缝符号的简化规则,此处焊条电弧焊代号可省略。
表示筋板和前面竖立的3号角钢之间是对称的角焊缝,焊脚尺寸是5mm,共有16处,根据第三章中焊缝符号的简化规则,此处焊条电弧焊代号可省略。
因为氩气是一种惰性气体,高温时不与金属起化学反应,也不溶于液态金属,可以避免焊接过程中合金元素的烧损以及由此带来的其他焊接缺陷。TIG焊主要用于焊接铝、镁、铜、钛及其合金和不锈钢。在焊接厚板及高导热率或是高熔点金属时,也可以采用氮气或氦氩混合气作为保护气体。在焊接不锈钢、镍基合金和镍铜合金时可以采用氩、氢混合气作为保护气体。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。