



1.钢筋闪光对焊操作
操作时,先将钢筋夹入对焊机的两电极中,如图3-17所示。闭合电源,然后使钢筋两端面轻微接触,如图3-18所示。这时有电流通过,由于接触轻微,钢筋端面不平,接触面很小,因此电流密度和接触电阻很大,接触点很快熔化,形成金属过梁,过梁进一步加热产生蒸汽飞溅,火花般的熔化金属微粒从钢筋两端面的间隙中喷出,称为烧化,形成闪光现象。通过烧化使钢筋端部温度升高到要求温度后,便快速将钢筋挤压,然后断电,形成对接接头。
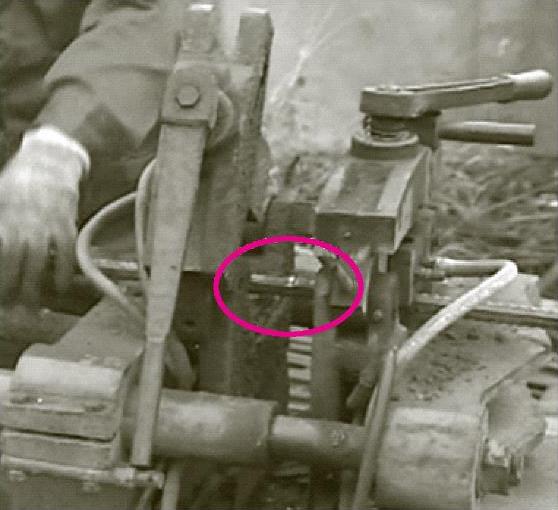
图3-17 钢筋夹入对焊机两电极中

图3-18 使钢筋两端面轻微接触
2.连续闪光焊
若钢筋直径较小,钢筋级别较低,可以采用“连续闪光焊”(图3-19)。将钢筋固定在对焊机钳口上,接通电源后使梁钢筋端面局部接触,这时钢筋端面接触点在高电流密度作用下迅速熔化、蒸发、爆破,呈高温粒状的金属从焊口内高速飞溅出来。当旧的接触点爆破后又形成新的接触点,这就形成连续不断爆破过程。钢筋金属连续不断送进,钢筋经过一定时间烧化,焊口达到所需温度及区域,此时用力将液态金属排解在焊口之外,焊合钢筋。(https://www.xing528.com)
3.预热闪光焊
当钢筋直径较粗,焊机容量相对较小时,应采取预热闪光焊(图3-20)。预热可提高瞬时烧化速度,加宽对口两侧的加热区,降低冷却速度,防止接头在冷却中产生淬火组织;缩短闪光时间,减少烧化量。预热的方法有两种,即电阻预热和闪光预热。电阻预热在连续闪光之前,将两根钢筋轻微接触数次。当接触时,接触电阻很大,焊接电流通过产生大量电阻热,使钢筋端部温度提高,达到预热的目的。闪光截止,钢筋端面同时进入有电顶锻阶段。应当注意的是,随着闪光阶段的结束,端头间隙内气体保护作用也逐渐消失,因为这时间隙尚未完全封闭,因此高温下的接头极易氧化。当钢筋端面进一步移进时间隙才完全封闭,将熔化金属从间隙中排挤出对口外围,形成毛刺状。顶锻进行得越狭,金属在未完全封闭的间隙中受到氧化的时间越短,所得接头的质量越高,焊缝表面越圆滑。

图3-19 连续闪光焊

图3-20 预热闪光焊
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。