



气割工艺参数主要包括切割氧压力、切割速度、预热火焰能率、割嘴与割件的倾斜角度、割嘴离割件表面的距离等。气割工艺参数的选择正确与否,直接影响到切口表面的质量,而气割工艺参数的选择又主要取决于割件厚度。
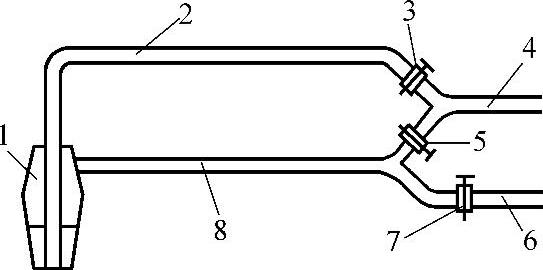
图4-9 等压式割炬工作原理
1—割嘴 2—切割氧气 3—切割氧调节阀 4—氧气管 5—预热氧气调节阀 6—乙炔气管 7—乙炔气调节阀 8—混合气管
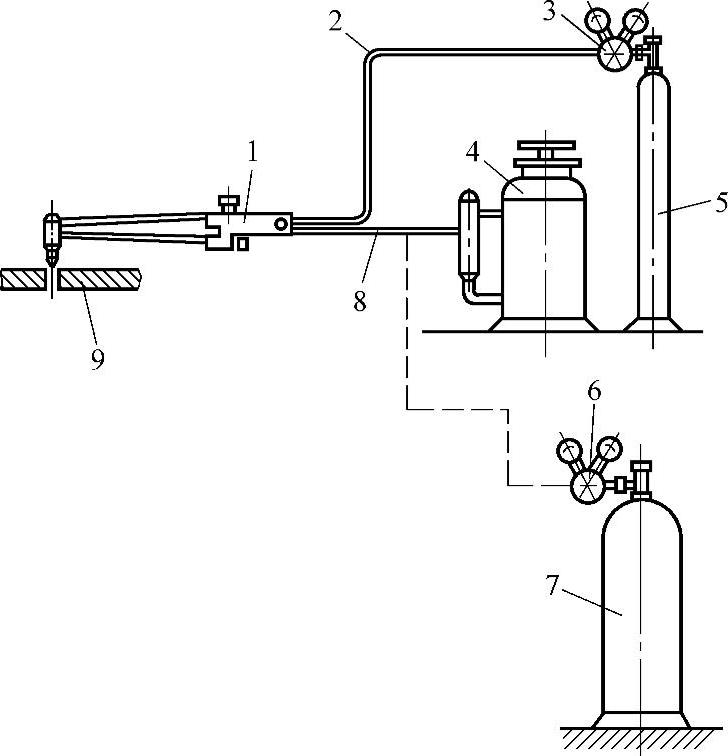
图4-10 气割设备使用连接
1—割炬 2—氧气胶管 3—减压器 4—乙炔发生器 5—氧气瓶 6—减压器 7—乙炔瓶 8—乙炔胶管 9—割件
1.切割氧压力
选择氧气压力的主要根据是:随着割件厚度的增加而加大,或随割嘴号码的增大而加大;氧气纯度降低时,由于气割时间增加,要相应增大氧气压力。当割件厚度小于100mm时,其氧气压力见表4-1。
表4-1 钢板的气割厚度与切割速度、氧气压力的关系(https://www.xing528.com)
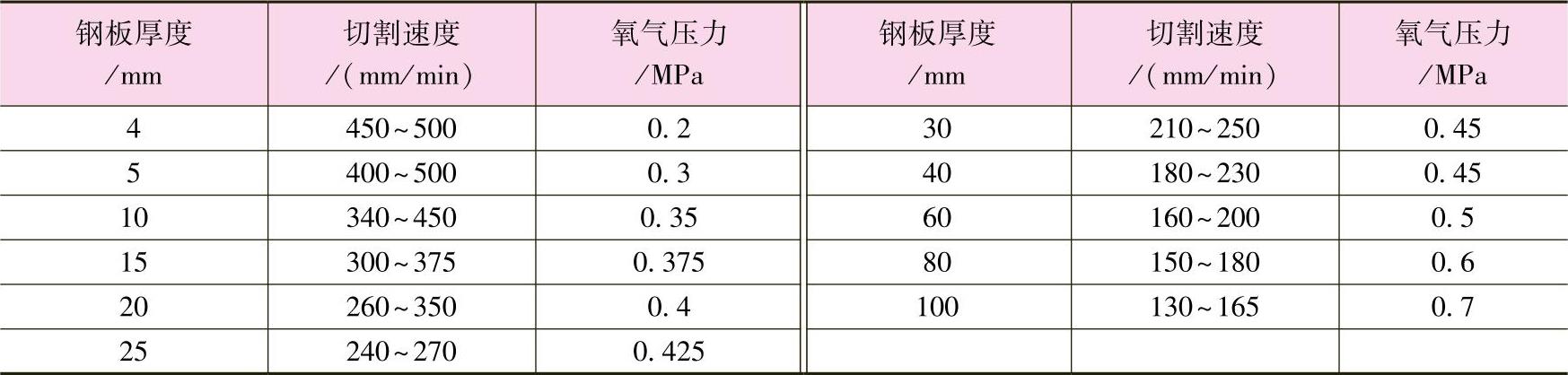
2.切割速度
切割速度对于切割质量和切割效率影响较大,主要根据割件的板厚和氧气压力来确定切割速度。当割件厚度小于100mm时,其切割速度见表4-1。
3.预热火焰能率
预热火焰的主要作用是把金属割件加热至燃点。预热火焰的能率主要根据板厚来选择,板越厚,预热火焰能率越大。
4.割嘴与割件的倾斜角
割嘴与割件的倾斜角度,直接影响着切割速度和后拖量,当割嘴沿气割相反方向倾斜一定角度时,能够使氧化燃烧而产生的熔渣吹向切割线的前缘。这样可以充分利用燃烧反应产生的热量来减小后拖量,从而促使切割速度提高。进行直线切割时,应充分利用这一特性。割嘴倾斜角大小,主要根据割件厚度而定。如果倾斜角选择不当,不但不能提高切割速度,反而使气割发生困难,同时增加氧气的消耗量。
5.割嘴离割件表面的距离
为了减少周围空气对切割氧的污染而保持其纯度,同时又为了充分利用高速氧气流的动能,在气割过程中,割嘴与割件表面的距离越近,越能够提高切割速度和质量。但是距离过近,预热火焰会将切口上缘熔化,被剥离的氧化皮易堵塞割炬的嘴孔造成回火现象,甚至烧坏割嘴。在通常情况下,其距离为3~5mm,当割件厚度小于20mm时,火焰可以长些,距离可以适当加大;当割件厚度大于或等于20mm时,由于切割速度放慢,火焰应当短些,距离应适当减小。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。