



等离子弧切割主要是利用等离子弧的热能实现切割的方法。在切割时,等离子弧将割件熔化,同时借助离子流的冲击力将熔化金属排除,从而形成切口。
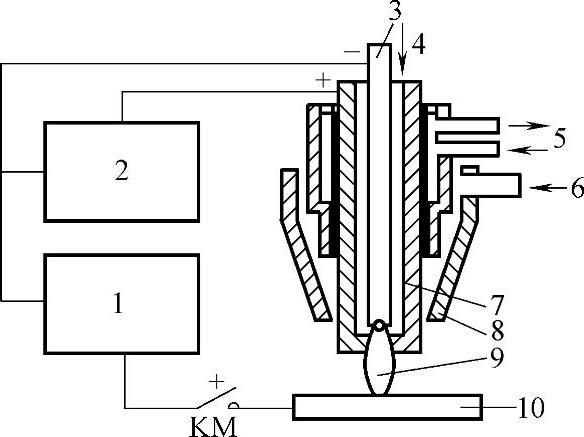
图5-26 微束等离子弧焊系统示意图
1—焊接电源 2—维弧电源 3—钨极 4—离子气体 5—冷却水 6—保护气体 7—喷嘴 8—保护气罩 9—等离子弧 10—焊件 KM—接触器触头
1.等离子弧切割的原理
一般等离子弧切割如图5-27所示,在切割时不用保护气体,工作气体与切割气体从同一喷嘴中喷出。在引弧时,喷出小气流离子气体作为电极介质;在切割时,一同喷出大气流气体用来排除熔化金属。图5-28所示为双气流等离子弧切割的原理图,在等离子弧的周围通有第二路气体,中间的离子气体通常为氮气。外圈的第二路气体通常根据焊件的材料选用,可以是CO2气体、空气、氩气或氢气等。第二路气体可以增加离子孤的能量密度,使得离子弧更加稳定,且可以利用该气体与金属的燃烧热来提高切割生产率。图5-29所示为单一空气等离子弧切割原理图,它是利用空气压缩机提供的压缩空气,作为工作气体与排除熔化金属的气流。气体来源方便,成本较低,离子弧的能量较大,切割速度快,主要适合于切割30mm以下的碳钢,也可以切割不锈钢、铜及其合金和其他材料。图5-30所示为复合式空气等离子弧切割原理图,它采用内外两层喷嘴,内喷嘴内通入常用的工作气体,外喷嘴内通入压缩空气。这样既可以利用压缩空气在切割区的化学放热反应来提高切割速度,又能避免空气和电极的直接接触,因而可以采用纯钨电极或氧化物钨电极,简化了电极结构。
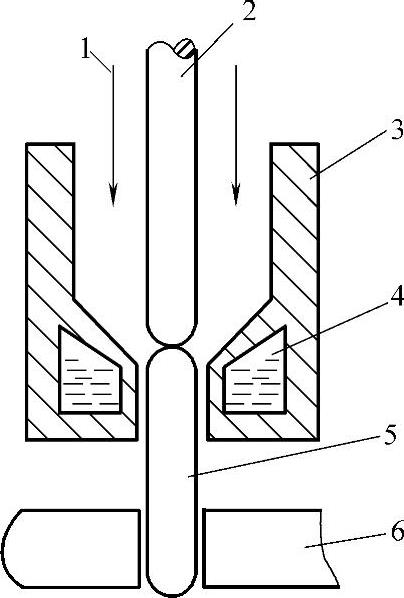
图5-27 一般等离子弧切割原理图
1—气体 2—电极 3—喷嘴 4—冷却水 5—电弧 6—焊件

图5-28 双气流等离子弧切割原理图
1—电极 2—等离子气通道 3—压缩喷嘴 4—焊件 5—保护气体 6—保护气喷嘴 7—等离子弧周围的第二保护气体
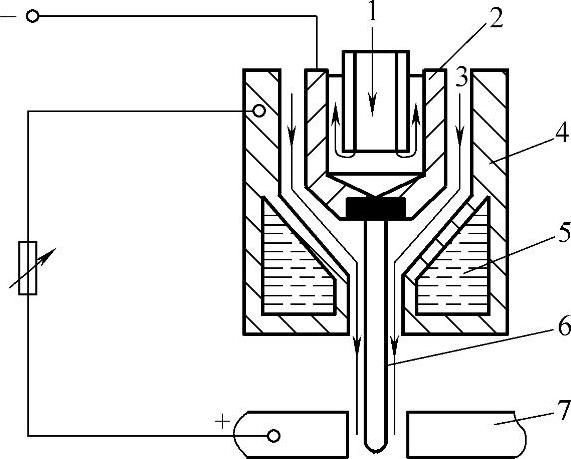
图5-29 单一空气等离子弧切割原理图
1—电极冷却水 2—电极 3—压缩空气 4—镶嵌式压缩喷嘴 5—压缩喷嘴冷却水 6—离子弧 7—焊件
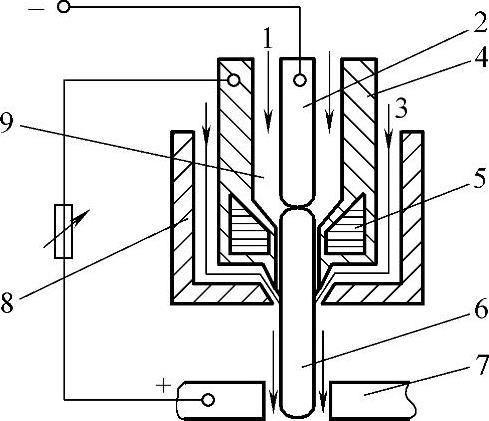
图5-30 复合式空气等离子弧切割原理图
1—电极冷却水 2—电极 3—压缩空气 4—镶嵌式压缩喷嘴 5—压缩喷嘴冷却水 6—离子弧 7—焊件 8—外喷嘴 9—工作气体
2.等离子弧的切割电源、工作气体及电极
等离子弧切割需要具有陡降外特性的直流电源,且空载电压为150~400V;采用的工作气体是氩气和氮气的混合气;电极材料为钍钨极、铈钨极或锆电极。
3.等离子切割设备组成(https://www.xing528.com)
等离子切割设备主要包括电源、控制箱、水路系统、气路系统与割炬等几部分,其设备组成示意图如图5-31所示。
4.切割注意事项
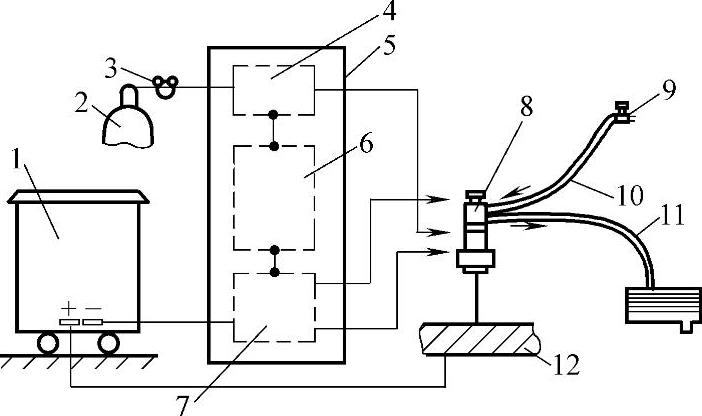
图5-31 等离子切割设备组成示意图
1—电源 2—气源 3—调压表 4—气路控制 5—控制箱 6—程序控制 7—高频发生器 8—割炬 9—水源 10—进水管 11—出水管 12—焊件
(1)切割时割枪的角度 在整个切割过程中,割枪应当与切口平面保持一致,一般可将割枪在切口平面内向后倾斜一定角度,如图5-32所示。后倾的角度由焊件的厚度确定,当焊件较薄时,后倾角可大些,当焊件厚度较大时,倾角要小些。
(2)等离子弧切割时切口底部的焊瘤 当切割不锈钢时,切口底部容易产生焊瘤或毛刺,如图5-33所示。这些焊瘤十分坚韧,割后不易去除,所以应当掌握正确的等离子切割工艺,以消除焊瘤。具体措施是:保证钨极与喷嘴的同心度;确保等离子孤有足够功率;选择合适的气体流量和切割速度。
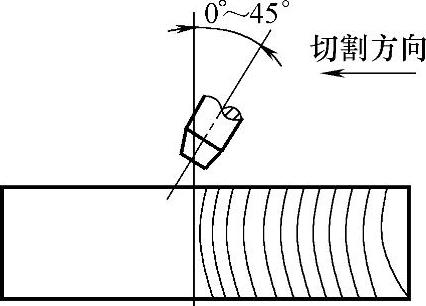
图5-32 切割时割枪角度
(3)双弧现象 “双弧”是指在已存在的等离子弧外,又在喷嘴和焊件之间产生电弧的现象。为防止双弧产生,除有合理的喷嘴外,还应当正确选择切割工艺参数,特别是要保证切割电流、气流及切割速度匹配得当,同时,还应当选择合适的喷嘴和焊件间的距离,双弧现象如图5-34所示。

图5-33 等离子弧切割时切口底部的焊瘤
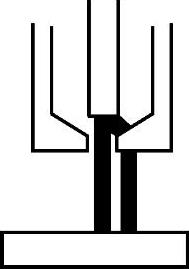
图5-34 双弧现象
本章小结及综述
本章主要讲述了埋弧焊的操作技术、等离子弧焊与切割技术。
埋弧焊(简称SAW)是将颗粒状焊剂作为金属熔池的覆盖层,焊丝自动送入焊接区,电弧在焊剂层下燃烧并熔化焊丝与母材形成焊缝的一种焊接方法。焊剂靠近熔池处熔融且覆盖在熔池上将空气隔绝使其无法侵入熔池。
等离子弧焊是借助水冷喷嘴对电弧的拘束作用,从而得到较高能量密度的等离子弧,而进行焊接的方法。
等离子弧切割是利用等离子弧的热能实现切割的方法。
通过本章的学习,读者能够掌握埋弧焊的操作技术、等离子弧焊与切割技术。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。