



1.机械矫正法
机械矫正法是使用机械力的作用来矫正变形,图6-44所示为工字梁焊后变形的机械矫正。
对于低碳钢结构的机械矫正,可以在焊后直接进行;但对于普通合金结构钢的焊接结构,焊后要先经过消除应力处理后才可进行;否则不仅会导致矫正困难,而且容易产生裂纹或断裂。
对于薄板的波浪变形,可以采取锤打焊缝区的拉伸应力段的机械矫正法。因为拉伸应力段如果延伸了,就减小了对薄板边缘的压缩应力,从而矫正了波浪变形。但应注意在锤打时垫上平锤,避免产生明显的锤痕。
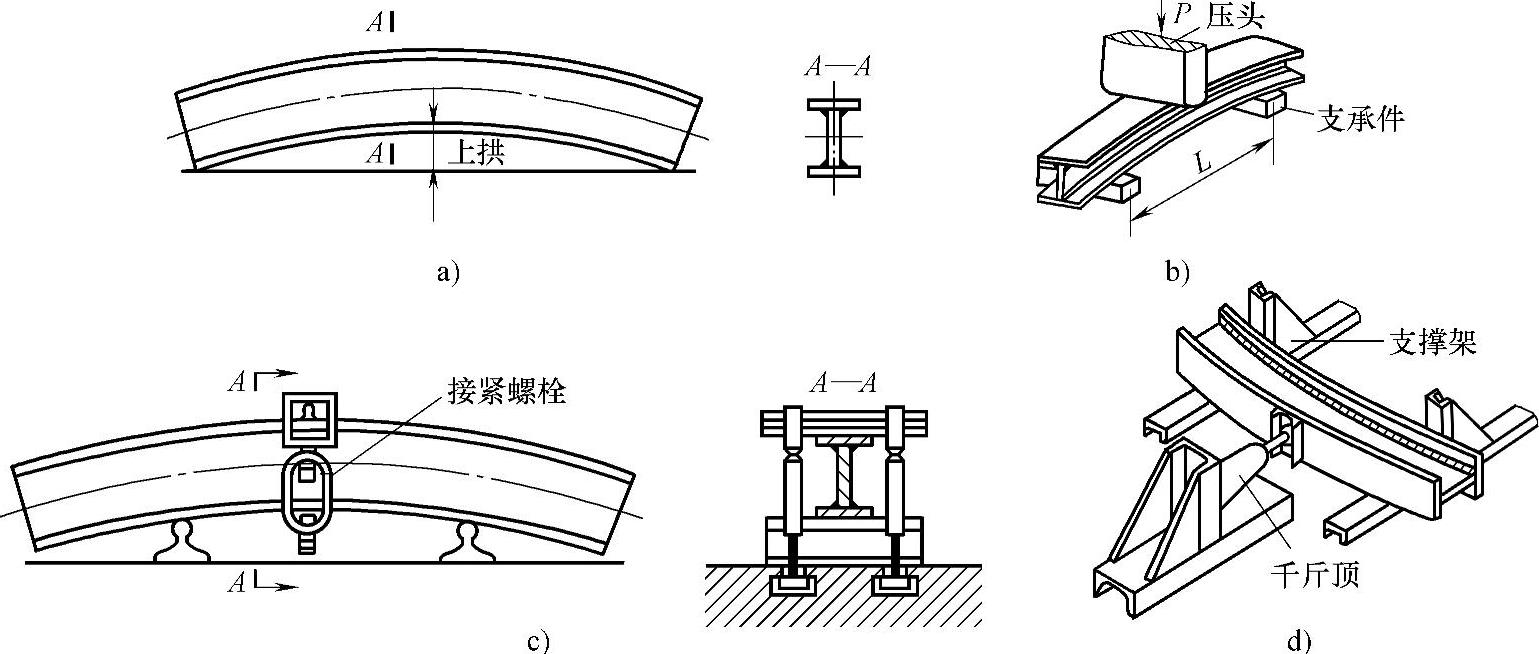
图6-44 工字梁焊后变形的机械矫正
a)拱曲的焊件 b)用压头压进行矫正 c)用拉紧器拉进行矫正 d)用千斤顶进行矫正
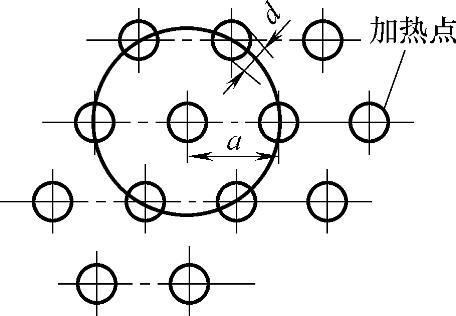
图6-45 点状加热
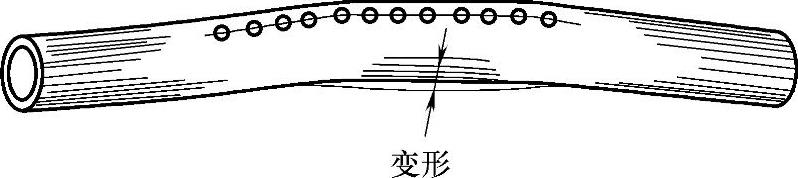
图6-46 直钢管弯曲的点状加热矫正
2.火焰矫正法
火焰矫正法主要是用氧乙炔火焰或其他气体火焰(一般采用中性焰),以不均匀加热的方式引起结构变形来矫正原有的残余变形。其具体操作是将变形构件的局部(较长的金属部分),加热到600~800℃,这时钢板呈褐红色至樱红色之间,然后自然冷却或强制冷却,使这些局部在冷却后产生收缩变形来抵消原有的变形。
火焰矫正法的关键就是掌握火焰局部加热引起变形的规律,用来定出正确的加热位置,否则会得到相反的效果。在火焰矫正法使用时,应当控制温度以及重复加热次数。这种方法不仅适用于低碳钢,而且还适用于部分低合金钢结构的矫正,其中小部分也可以用水强制冷却。对于经热处理的高强度钢,加热温度不应超过回火温度。
火焰矫正常有三种不同的加热方式。
(1)点状加热矫正 图6-45所示为点状加热,主要用来矫正钢板的变形(管子矫正也常用)。加热点直径d通常不小于15mm,在加热时,点与点的距离a应随变形量的大小而变,残余变形越大,a越小,一般为50~100mm。为了提高矫正速度以及避免冷却后在加热处产生小泡突起,往往在加热完每一个点后,立即用木锤锤打加热点及其周围,然后浇水冷却。这种方法主要适用于矫正厚度在8mm以下钢板的波浪变形。(https://www.xing528.com)
图6-46所示为直钢管弯曲的点状加热矫正。加热温度为800℃,加热速度要快,加热一点后马上移到另一点加热。经过同样方法加热、冷却1~2次,即能矫正。
(2)线状加热矫正 火焰沿着直线方向移动,或者在宽度方向做横向摆动,形成带状加热,均称线状加热,图6-47所示为线状加热的几种形式。

图6-47 线状加热形式
a)直线加热 b)链状加热 c)带状加热
在线状加热矫正时,加热线的横向收缩要大于纵向收缩。加热线的宽度越大,横向收缩也越大,因此,应当尽可能发挥加热线横向收缩的作用。加热线宽度一般取钢板厚度的0.5~2倍。这种矫正方法适用于变形较大或刚性较大的结构,也可以矫正钢板。图6-48所示为采用线状加热矫正的实例。
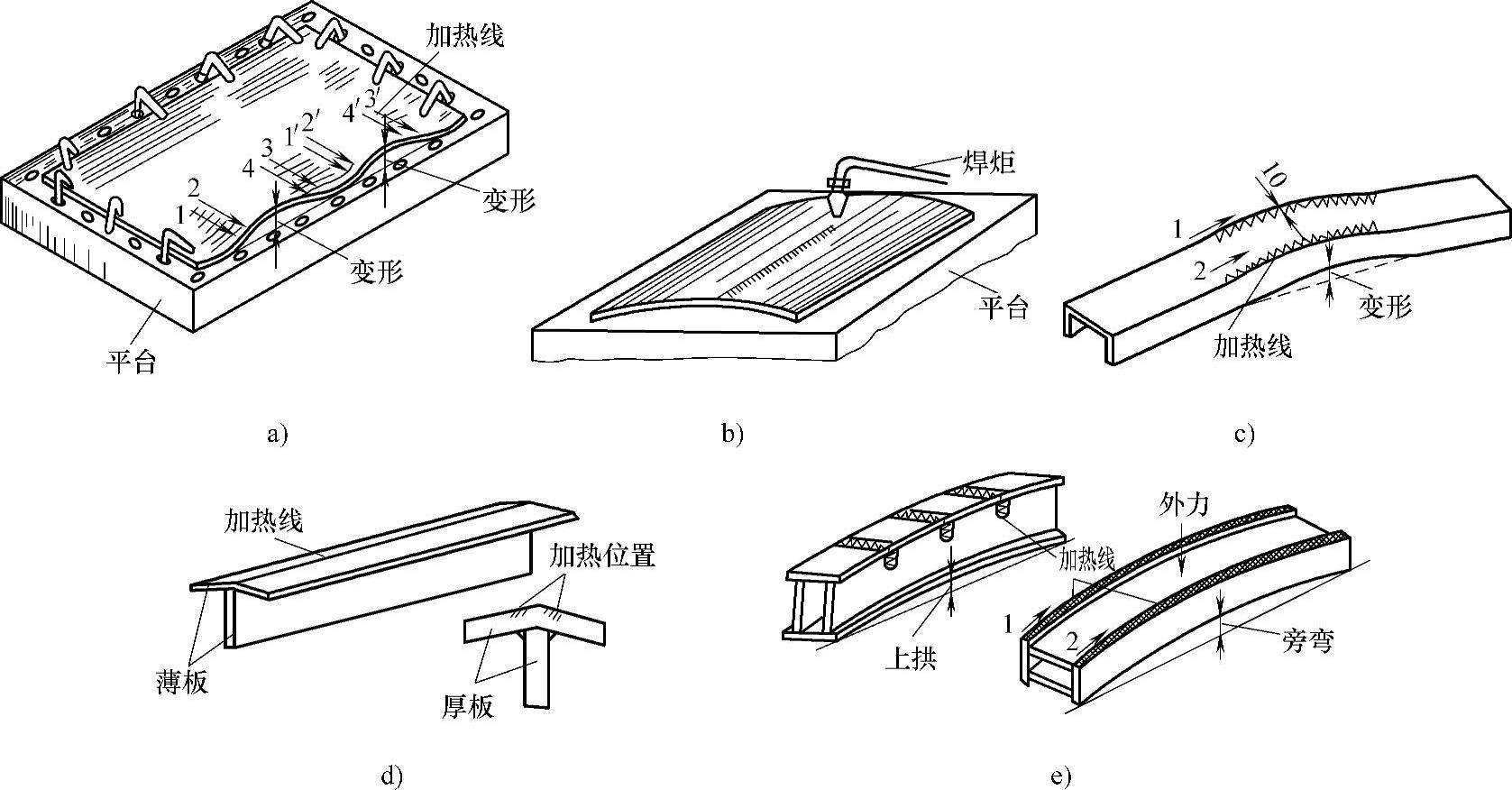
图6-48 线状加热矫正
a)薄钢板 b)厚钢板 c)槽钢 d)T字梁 e)箱形梁
线状加热矫正,根据钢材性能与结构的性能,可以同时用水冷却,称为水火矫正。这种方法一般用于厚度小于8mm以下的钢板。水火距离一般在25~30mm,对于允许水火矫正的低合金结构钢,在矫正时应当根据不同钢种将水火距离进行调整。
(3)三角形加热矫正 三角形加热就是加热区域呈三角形状。加热部位主要是在弯曲构件的凸缘,三角形的底边在被矫正构件的边缘,顶点朝内。因为三角形加热的面积较大,所以收缩量也较大,常常用于矫正厚度较大、刚性较强的构件弯曲变形。矫正时,可以用两个或更多个焊炬一同加热,并且根据构件具体情况加外力或用水急冷。图6-49所示为T形梁的三角形加热矫正。
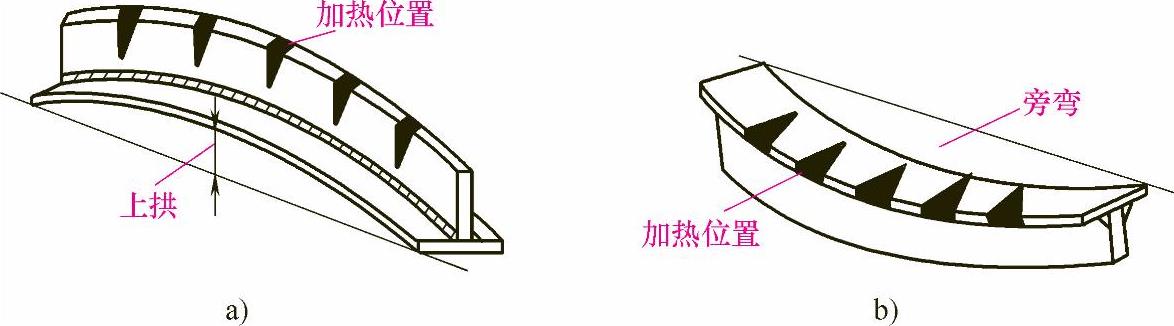
图6-49 T形梁的三角形加热矫正
a)上拱矫正 b)旁弯矫正
焊接应力的防止与消除、焊接变形的减少和矫正,方法多种多样,但应处理好这两者之间的关系,根据产品的实际情况进行全面考虑,以便使产品更好地满足设计与使用要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。