



1.热调整法
减少焊接热影响区的宽度,降低不均匀加热的程度,均可以减少焊接变形。
1)采用能量高的焊接方法,如用二氧化碳气体保护焊代替焊条电弧焊。
2)用小直径焊条代替大直径焊条。
3)用多层焊代替单层焊。
4)用小电流快速不摆动焊代替大电流慢速摆动焊。
2.刚性固定法
对于一般刚性大的焊件,焊后变形都较小。如果焊接之前能加大焊件的刚性,焊件焊后的变形就可以减小,这种防止变形的措施称为刚性固定法。加大刚性的办法主要有夹具、支承、使用专用胎膜、临时将焊件点固定在刚性平台上、采用压铁等。
3.强制冷却法
采取强制冷却来减少受热区的宽度,能够达到减少焊接变形的目的。
1)将焊缝四周的焊件浸在水中。
2)用铜块增加焊件的热量损失。
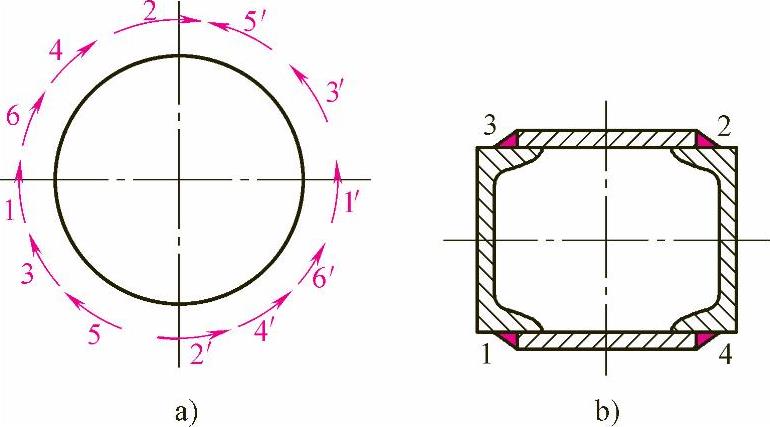
图6-50 对称的焊接顺序
a)圆形 b)矩形
4.控制顺序法
同样的焊接结构,如果采用不同的焊接顺序,产生的焊后变形则不相同。
1)采用对称的焊接顺序。采取对称的焊接顺序,能够有效地减少焊接变形,如图6-50所示。(https://www.xing528.com)
2)长焊缝的焊接顺序。在长焊缝焊接时,应当采取对称焊、逐步退焊、分段逐步退焊、跳焊等焊接顺序。
3)先焊收缩量大的焊缝。因为对接焊缝比角焊缝的收缩量大,如果一个结构中既有对接焊缝,又有角焊缝,则应当先焊对接焊缝,后焊角焊缝。
5.反变形法
常用的反变形法主要有下料反变形法和装配反变形法。
1)下料反变形法。在刚性较大的焊件下料时,将焊件制成预定大小和方向的反变形,如桥式起重机的主梁焊后会引起下挠的弯曲变形,一般采用腹板预制上拱的方法来解决,如图6-51所示。
2)装配反变形法。在焊前进行装配时,为了抵消或补偿焊接变形,先将焊件向与焊接变形相反方向进行人为的变形,焊接后,由于焊缝本身的收缩,焊件应当恢复到预定的形状和位置,这种方法称为反变形法,如图6-52所示。

图6-51 下料反变形法
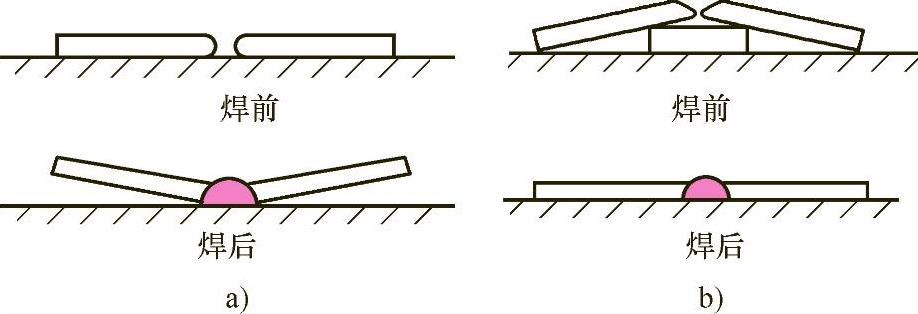
图6-52 板材对焊的焊接变形
a)未采取措施 b)采取装配反变形法
6.焊前预热法
对于焊接性较差的材料,如中碳钢、铸铁等,通常采用预热来减少焊接变形。
本章小结及综述
本章主要讲述了焊接缺陷检验及应力和变形,包括常见的焊接缺陷、焊接缺陷的返修方法、焊接缺陷检验、焊接应力和变形等内容。
读者通过本章的学习,能够掌握常见的焊接缺陷及防止措施,能够对焊接缺陷进行返修,能够对焊接变形进行矫正。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。