



钎焊是熔融钎料在接头毛细间隙中流动和填充的过程,所以钎焊接头间隙对钎焊接头强度和质量具有重大的影响。
抗剪强度与接头间隙的关系如图3-1所示[33]。
由图3-1可以看出:
1)当钎焊在保护气氛或真空中进行时,随着钎焊接头间隙的减小,钎焊接头强度增大。这是由于母材强度往往大于钎料的强度。母材的高强度抑制了钎料的变形,所以接头强度提高。
2)当钎焊接头间隙很小时,用钎剂钎焊的接头强度降低。这是由于在钎缝中形成钎剂夹杂、气孔等因素造成的。
3)当钎焊接头间隙过大时,钎焊接头强度又下降。这是因为间隙超过毛细作用时,钎缝填充不佳而形成缺欠造成的。
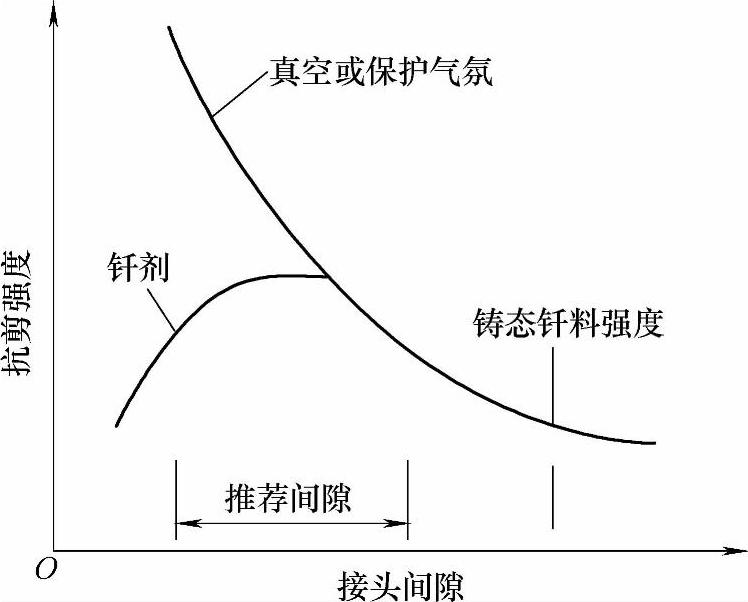
图3-1 抗剪强度与接头间隙关系 Fig.3-1 Shear strength versus joint clearance
图3-2所示为用银钎料在氢气中感应加热钎焊完成的圆棒接头间隙与抗拉强度的关系。因此在设计钎焊接头时应有一个最佳钎焊接头间隙。
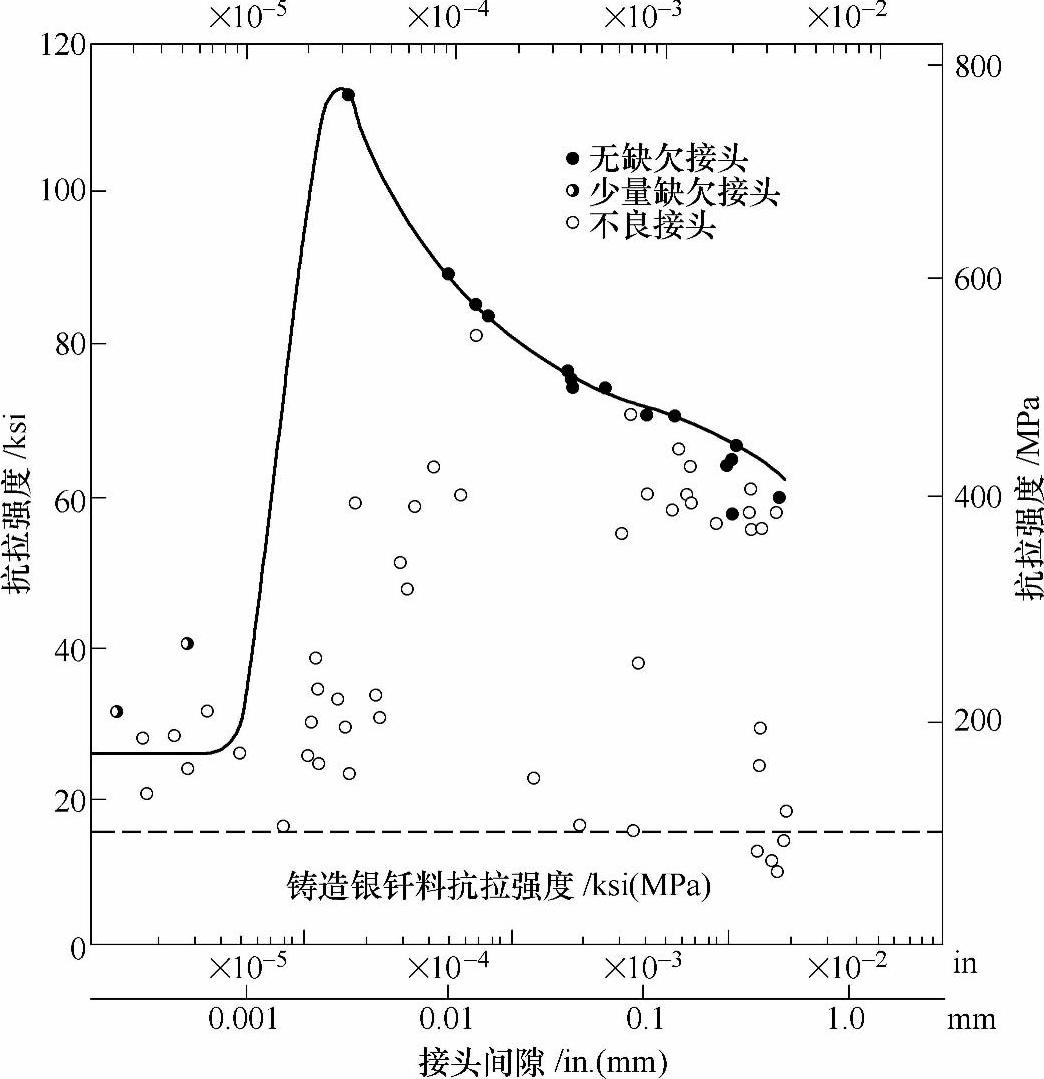
图3-2 圆棒接头间隙与抗拉强度的关系(用银钎料在氢气中感应钎焊加热) Fig.3-2 Tensile strength of silver brazed butt joints 0.5in.(12.7mm)in diameter as a function of joint thickness
注:1in=25.4mm,1ksi=6.895MPa。
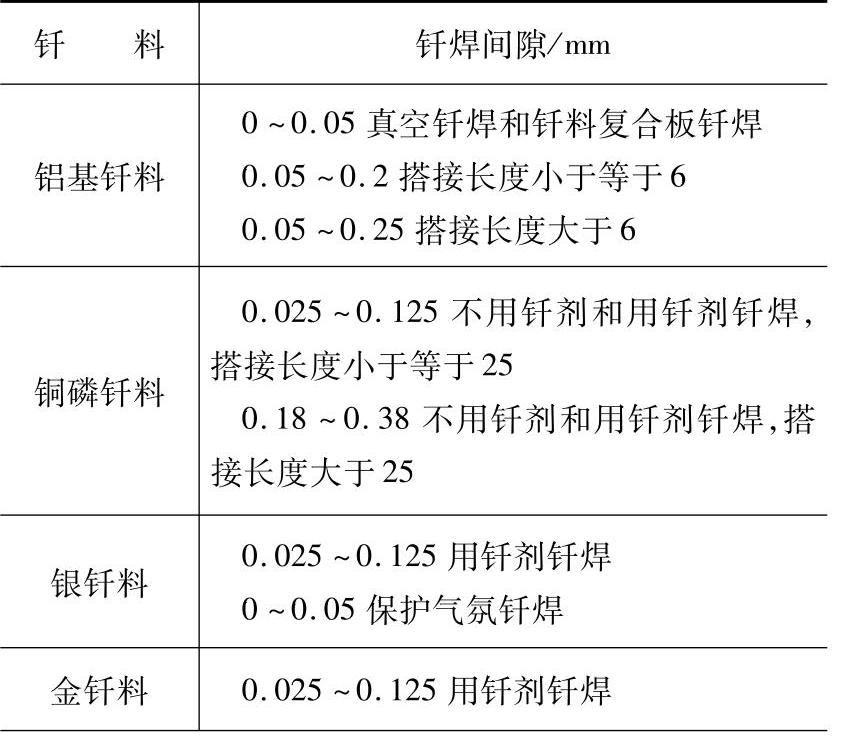
表3-4是用各种钎料钎焊时推荐的钎焊接头间隙。
表3-4 推荐的钎焊接头间隙Table 3-4 Recommended clearance for brazed joints
(续)
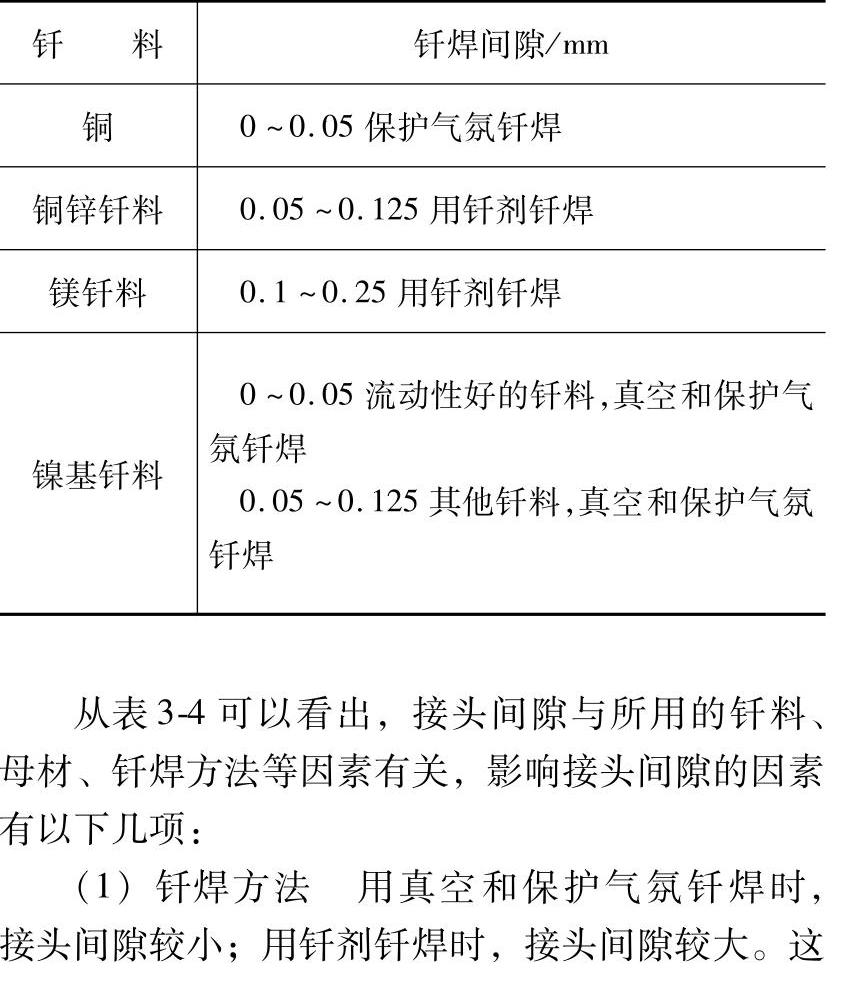
是因为用钎剂钎焊时,接头间隙过小容易形成缺欠。
(2)钎料 熔融钎料的黏度小,接头间隙的推荐值小;熔融钎料的黏度大,接头间隙的推荐值大。以纯金属和共晶合金为钎料时,它们只有熔化点,黏度小。例如,以纯铜作为钎料时,熔点为1083°C,黏度小,流动性好;又如72Ag-28Cu钎料,它是共晶合金,熔点为780°C,无熔化区间,黏度小,流动性好。以铜和银铜合金作为钎料钎焊时,接头间隙必须小。又如,用镍基钎料BNi-9(Ni-15Cr-3.6B)钎焊时,熔点为1055°C,流动性好,钎焊接头间隙必须很小。如果钎料的熔化区间大,如BAg35CuZnCd钎 料(35Ag-27Cu-21Zn-18Cd),其熔化温度为605~700°C,熔化钎料的黏度大,必须采用较大的接头间隙才能充分填充接头间隙,否则不能填满全部间隙。(https://www.xing528.com)
(3)钎料与母材的合金化程度 在钎料填充接头间隙的过程中,熔融钎料与母材将产生合金反应,此反应包括母材向熔融钎料的溶解和扩散,以及熔融钎料向母材的扩散。合金反应的结果将使钎缝金属的熔点升高,从而影响钎料的填缝过程。如果此反应比较小,一般采用较小的接头间隙。例如,用铜在氢气炉中钎焊钢时,由于铜和钢反应很小,接头间隙应取小些,加之液态铜的流动性很好,钎焊时又不用钎剂,因此用铜在保护气氛下钎焊钢时,可以采用零间隙。
用铝基钎料钎焊铝及其合金时,钎料和母材的反应较为激烈,并且钎焊温度又接近母材熔点,所以铝很容易向母材溶解,接头间隙必须要大些。除用铝基钎料钎焊铝合金外,用银钎料钎焊铜、用铜基钎料钎焊镍及铜镍合金和用金基钎料钎焊镍基合金等都存在类似的情况。
(4)表面粗糙度 钎料填缝是毛细作用的结果,如果母材表面粗糙度很大,不利于熔融钎料以均匀状态分布在整个钎缝间隙内,容易形成各种缺欠,这种情况下的接头间隙应大些;对于比较粗糙的表面,表面形成的微凹槽有利于钎料的流动,接头间隙可取小些。
钎焊异种材料的管状接头时,由于两种材料的线胀系数不同,钎焊温度下的接头间隙发生变化,它不同于室温下的接头间隙,此时必须考虑材料线胀系数随温度的变化,然后用计算方法来修正室温下的接头间隙。图3-3所示为钎焊异种材料时管状接头间隙变化的图解计算法。
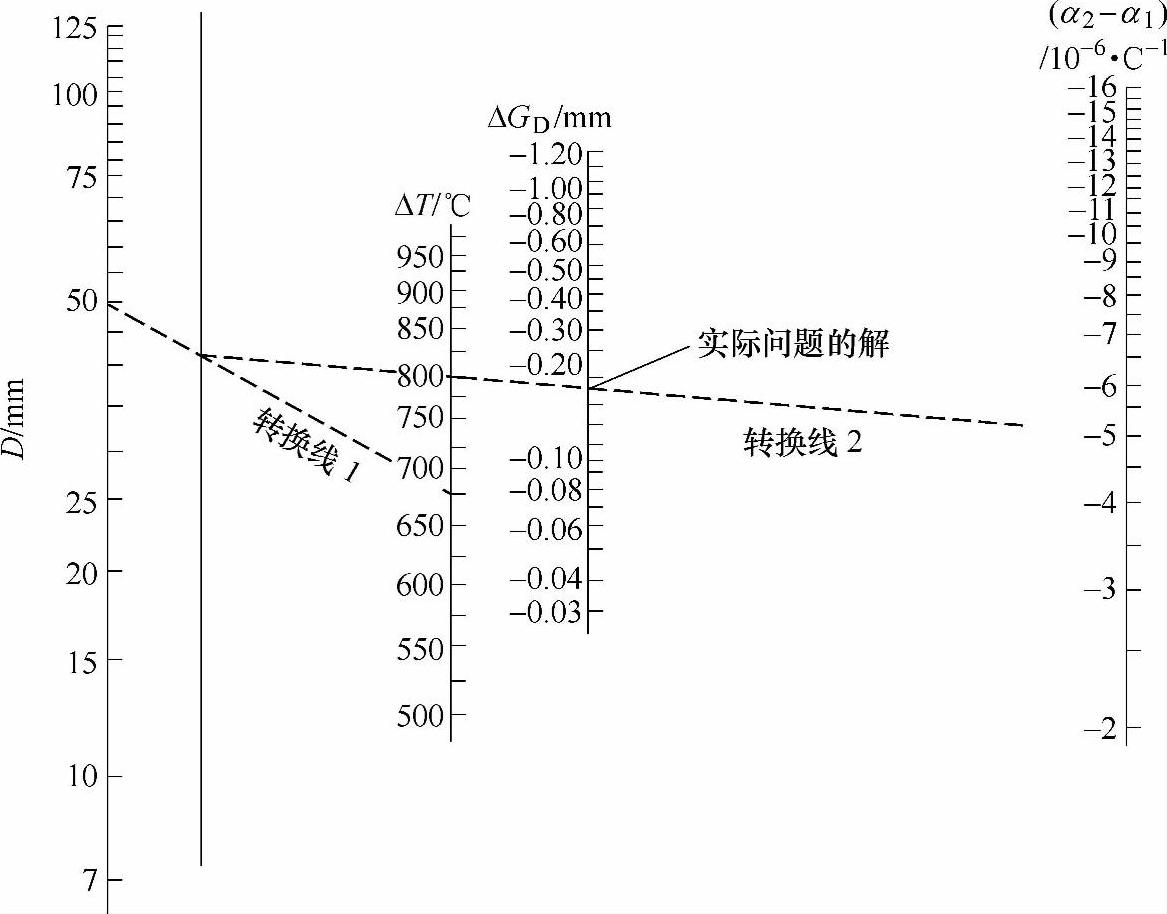
图3-3 钎焊异种材料时管状接头间隙变化的图解计算法 Fig.3-3 Nomograph for finding the change in diametrical in joints of dissimilar metals for variety of brazing situation
例 已知D=50mm,ΔT=680°C,(α2-α1)=-5×10-6°C-1,则
ΔCD=-0.17mm
图中 D——接头名义尺寸(mm);
ΔCD——间隙变化(mm);
ΔT——钎焊温度-室温(°C);
α1——第一种材料的线胀系数(°C-1);
α2——第二种材料的线胀系数(°C-1);
注:当α1<α2时,ΔCD是负值,表明钎焊加热时间隙变小。
当α1>α2时,ΔCD是正值,表明钎焊加热时间隙变大。
一些常用金属的热膨胀曲线如图3-4所示。
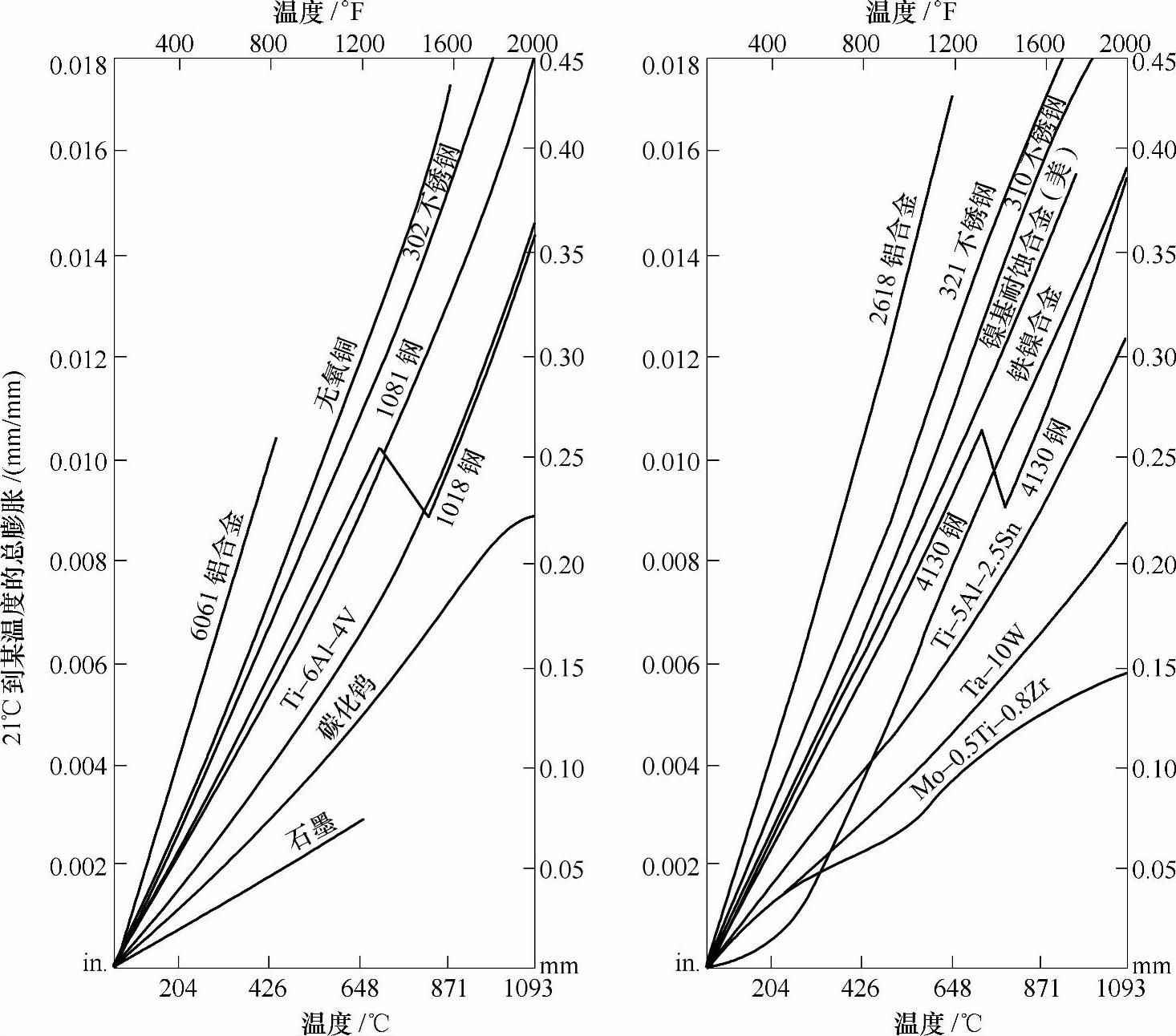
图3-4 一些常用金属的热膨胀曲线 Fig.3-4 Thermal expansion curve for several common materials
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。