



锡铅合金作为钎料已沿用了很多年,近几十年又成了电子工业的主要钎焊材料。然而,铅是一种有毒的金属元素,对人的中枢神经系统会造成危害。例如,电子产品报废时常作为工业垃圾直接废弃。工业垃圾的废弃一般采用填埋方式处理,在酸雨的所用下,金属铅与酸性物质起作用,转换成Pb离子,渗入地下水,然后进入人体,危害身体健康。欧盟2003年颁布“电力电子设备中禁止使用某些有毒有害物质指令”(RoHs)明确规定,从2006年1月1日起,电器、电子产品必须实现无铅化。美国、日本和我国也提出了相关的法规和禁令。无铅化已成为电子产品发展的必然趋势。
Sn-Ag、Sn-Ag-Cu、Sn-Cu、Sn-Cu-Ni是目前最常用的无铅钎料。
3.4.5.1 Sn-Ag钎料
Sn-Ag二元合金相图如图3-8所示。Sn-3.5Ag形成共晶体,其熔化温度为221°C。图3-9所示为Sn-3.5Ag共晶合金的显微组织。和典型的共晶组织不同,图3-9中存在先结晶的β-Sn相,而后才发生共晶反应形成共晶相(β-Sn+Ag3Sn),这说明Sn-3.5Ag共晶成分的合金在凝固时存在过冷度,β-Sn易形核先凝固成初晶,然后在它们的间隙中发生共晶反应,最终凝固。
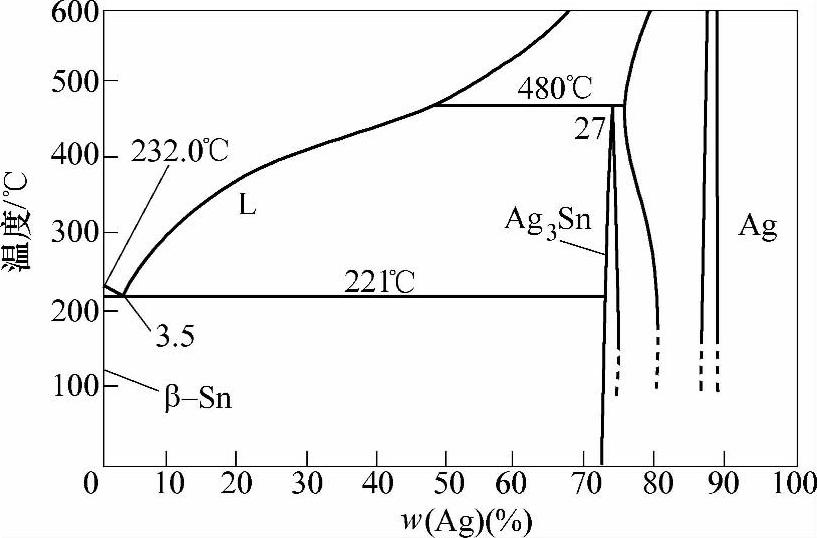
图3-8 Sn-Ag二元合金相图 Fig.3-8 Sn-Ag phase diagram
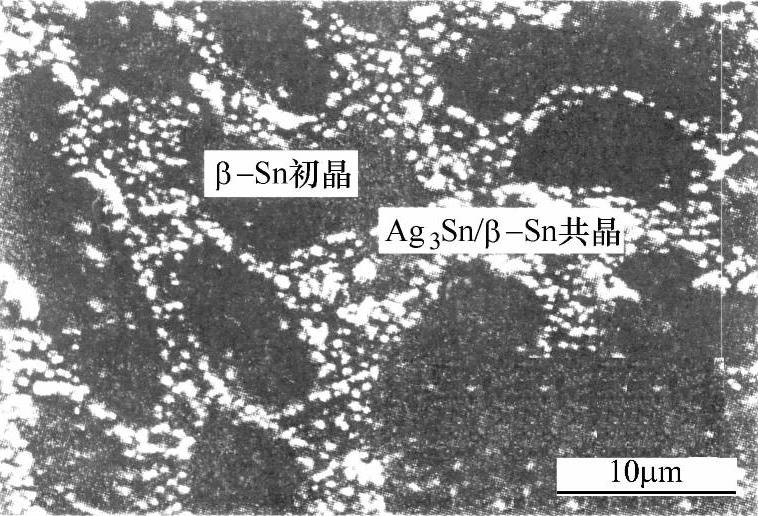
图3-9 Sn-3.5Ag共晶合金的显微组织 Fig.3-9 SEM of Sn-3.5Ag eutectic alloy
表3-15列出了Sn-3.5Ag钎料与Sn-37Pb钎料的物理性能比较。与Sn-37Pb钎料相比,其熔点升高38°C,因此Sn-3.5Ag钎料的钎焊温度较Sn-37Pb钎料的钎焊温度高。Sn-3.5Ag钎料的密度低于Sn-37Pb钎料,电导率和热导率均高于Sn-37Pb钎料,但线胀系数却较大。
表3-15 Sn-3.5Ag钎料与Sn-37Pb钎料的物理性能比较Table 3-15 Physical properties of Sn-3.5Ag and Sn-37Pb solders

(续)
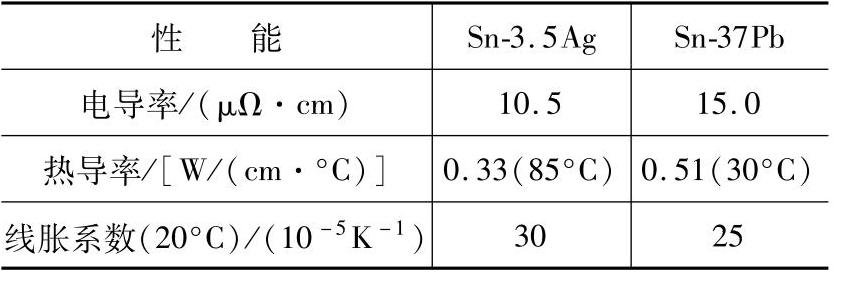
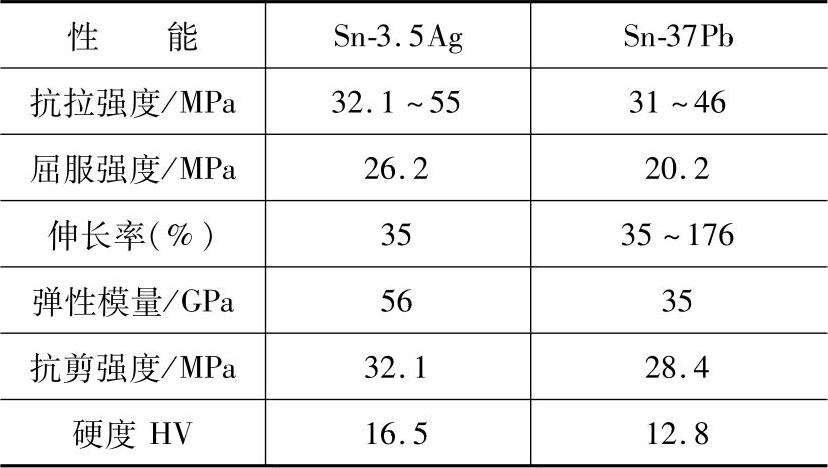
表3-16列出了Sn-3.5Ag钎料与Sn-37Pb钎料的力学性能比较。两者的抗拉强度相当,Sn-3.5Ag钎料的弹性模量、硬度高于Sn-37Pb钎料,伸长率低于Sn-37Pb钎料。
表3-16 Sn-3.5Ag钎料与Sn-37Pb钎料的力学性能比较Table 3-16 Mechanical properties of Sn-3.5Ag and Sn-37Pb filler metals
Sn-3.5Ag钎料的蠕变性能明显高于Sn40Pb的蠕变性能。图3-10和图3-11分别所示为该两种钎料的蠕变性能比较。
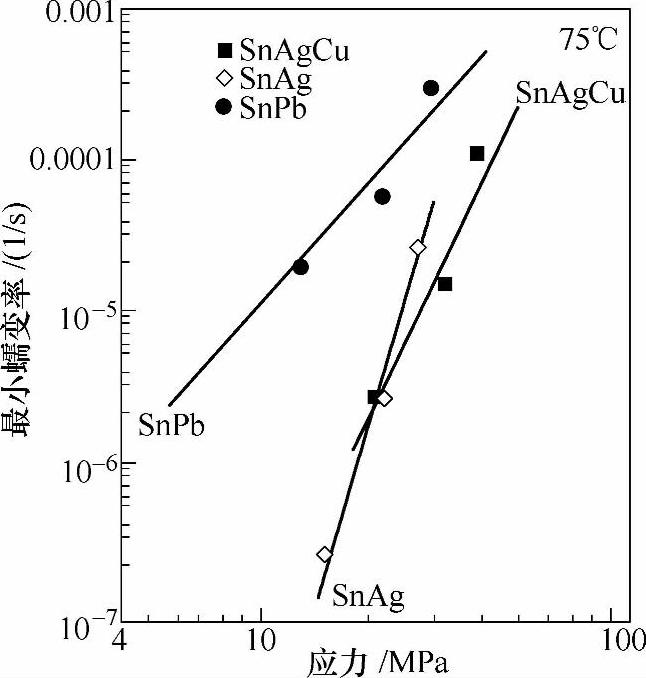
图3-10 Sn-3.5Ag钎料和Sn-40Pb钎料的蠕变性能比较 Fig.3-10 Creep property of Sn-40Pb and Sn-3.5Ag filler metals
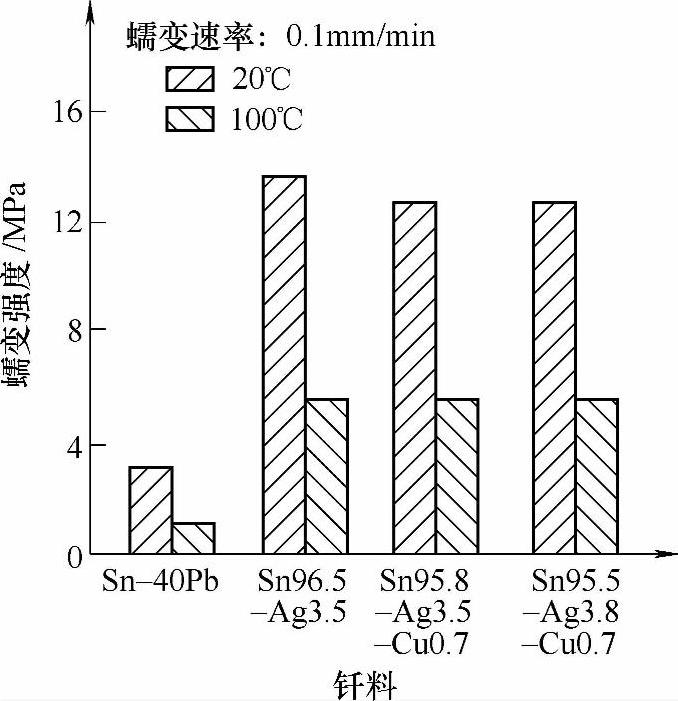
图3-11 Sn-3.5Ag钎料和Sn-40Pb钎料的蠕变断裂强度比较 Fig.3-11 Creep rupture strength of Sn-3.5Ag and Sn-40Pb filler metals
Sn-3.5Ag钎料的润湿性比Sn-37Pb差得多,见Sn-Ag-Cu钎料。
3.4.5.2 Sn-Ag-Cu钎料
在Sn-Ag合金中加Cu的目的为:一是降低其熔点;二是减少钎料对Cu的熔蚀。图3-12所示为Sn-3.5Ag-0.7Cu钎料的显微组织。该合金对过冷极敏感,即使是共晶成分,在组织中仍出现β-Sn初晶。Sn-Ag-Cu合金的液相线如图3-13所示。Sn-Ag-Cu三元共晶的熔点为217°C,但其精确成分尚未确定,原因是这种合金的凝固机制非常复杂,即该合金的过冷度极大。不同机构测定的数据各不相同,但大致上确定了它的成分。
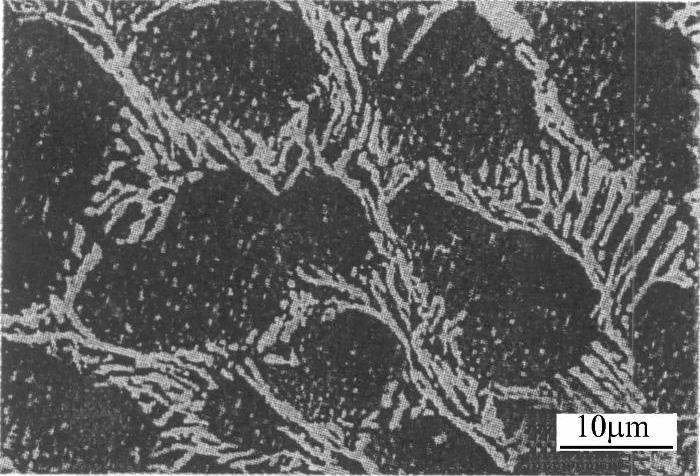
图3-12 Sn-3.5Ag-0.7Cu钎料的显微组织 Fig.3-12 Microstructure of Sn-3.5Ag-0.7Cu alloy
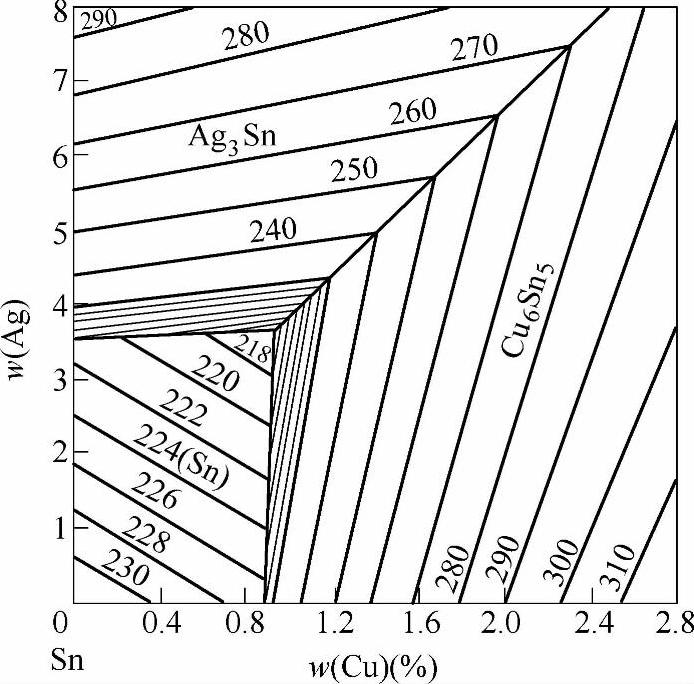
图3-13 Sn-Ag-Cu合金的液相线 Fig.3-13 Liquidus of Sn-Ag-Cu alloys
图3-14所示为Cu对Sn-3.5Ag合金熔点的影响。图3-15是Sn-Ag-Cu钎料的力学性能。图3-16所示为铜添加量对Sn-3.5Ag合金力学性能的影响。图3-17所示为Sn-Ag-Cu钎料的铺展性。图3-18所示为Sn-Ag-Cu钎料的润湿性。图3-19所示为Sn-Pb、Sn-Ag-Cu、Sn-Cu钎料在不同气氛中的润湿率比较。图3-20所示为Sn-3.5Ag、Sn-4Ag-0.5Cu、Sn-37Pb钎料用不同钎剂时在Cu上的润湿角比较。Sn-Ag-Cu钎料的蠕变曲线如图3-21所示。
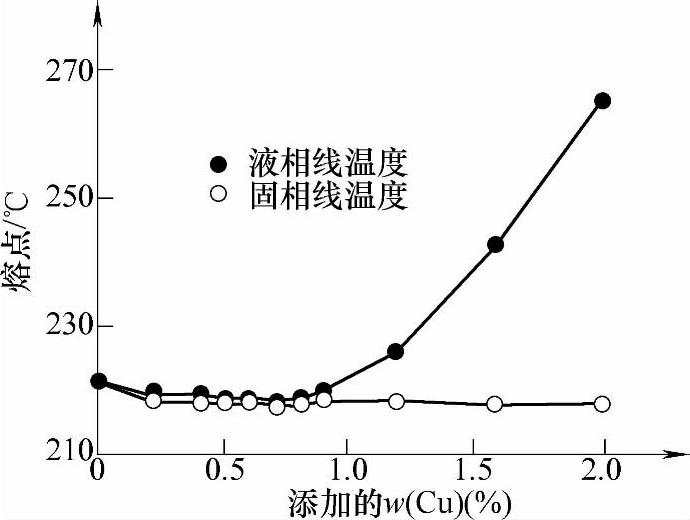
图3-14 Cu对Sn-3.5Ag合金熔点的影响 Fig.3-14 Effect of Cu on melting temperature of Sn-3.5Ag alloy
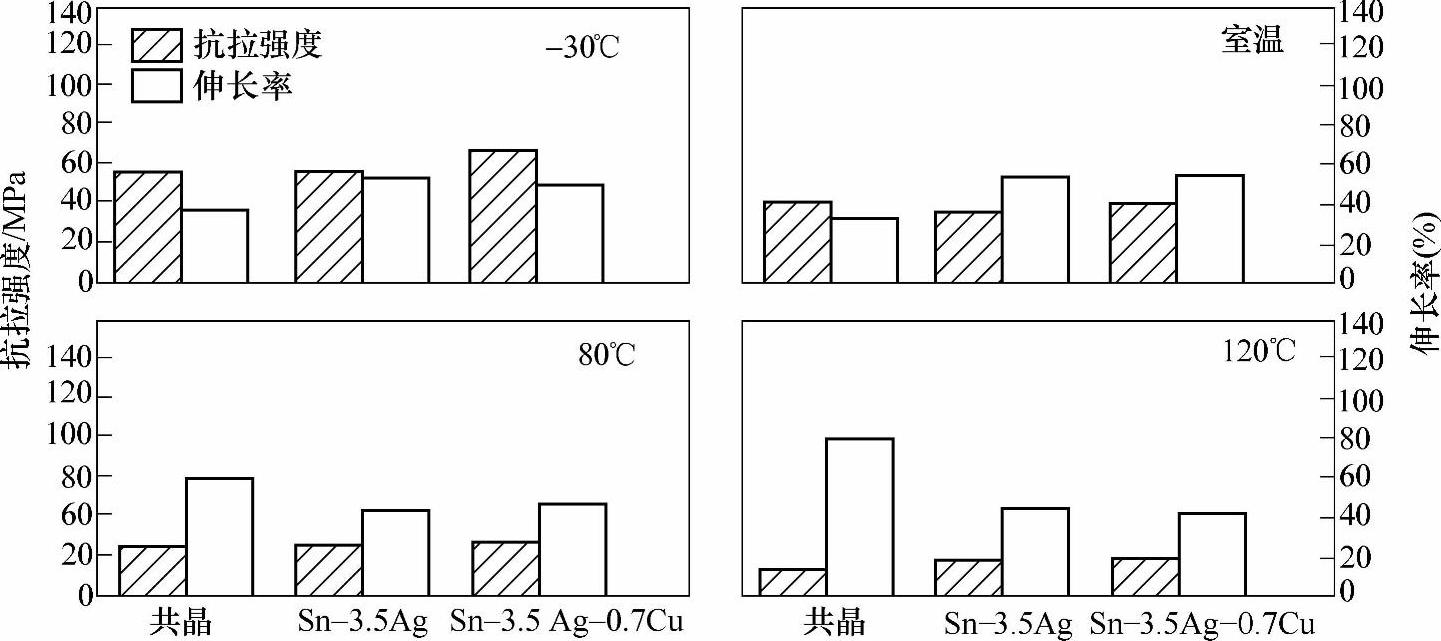
图3-15 Sn-Ag-Cu钎料的力学性能 Fig.3-15 Mechanical properties of Sn-Ag-Cu solders
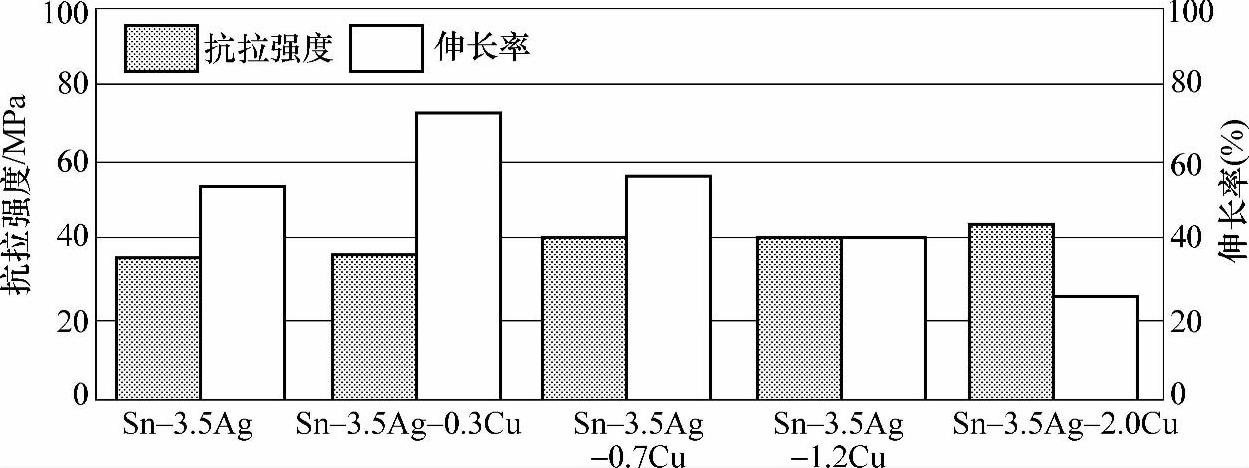
图3-16 铜添加量对Sn-3.5Ag合金力学性能的影响 Fig.3-16 Effect of Copper additive on mechanical properties of Sn-3.5Ag alloys
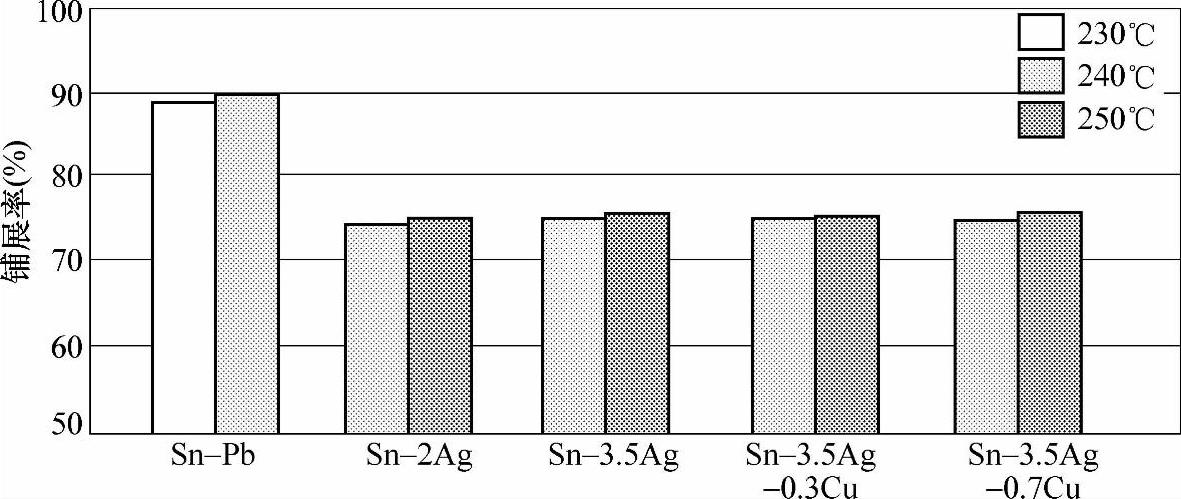
图3-17 Sn-Ag-Cu钎料的铺展性 Fig.3-17 Spreading of Sn-Ag-Cu system solders
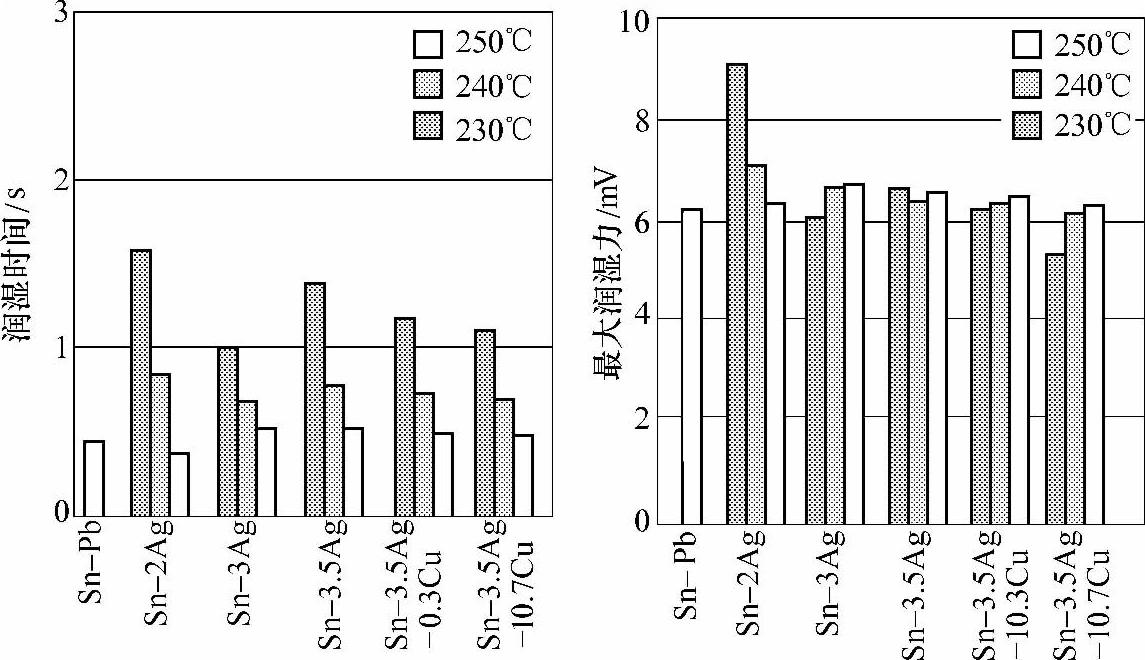
图3-18 Sn-Ag-Cu钎料的润湿性 Fig.3-18 Wetting of Sn-Ag-Cu system solders
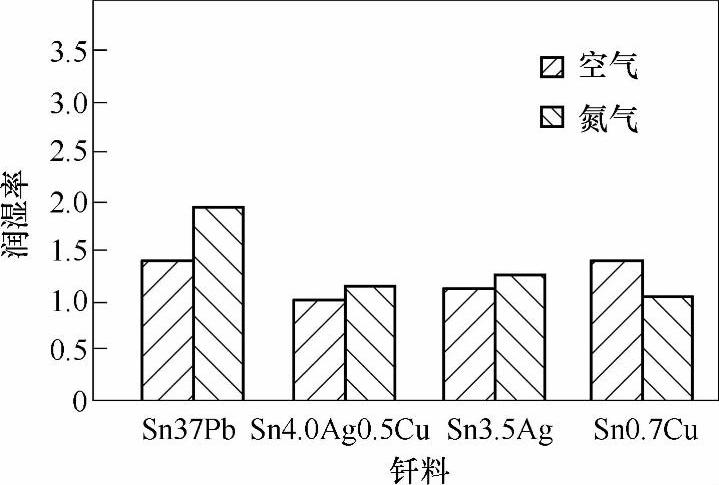
图3-19 Sn-Pb、Sn-Ag-Cu、Sn-Cu钎料润湿率比较 Fig.3-19 Comparison of wetting rate for Sn-Pb、Sn-Ag-Cu、Sn-Cu solders
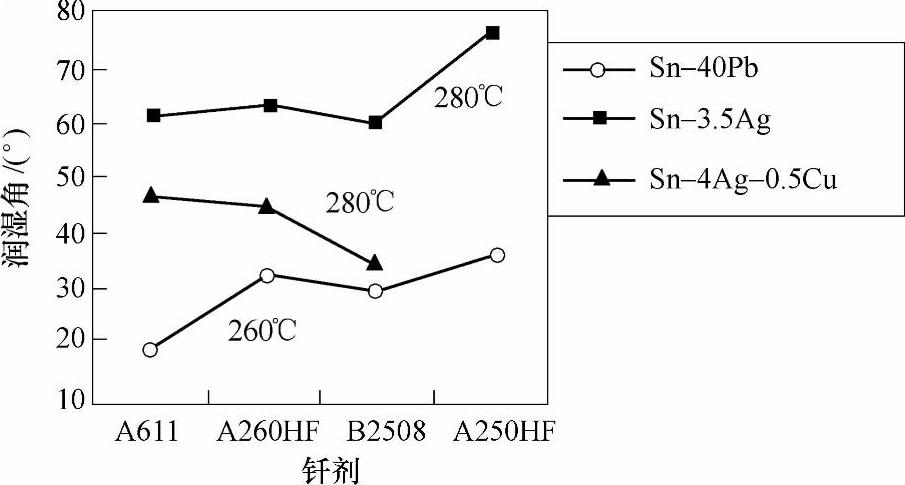
图3-20 不同钎剂时Sn-3.5Ag、Sn-4Ag-0.5Cu和Sn-37Pb钎料润湿角比较 Fig.3-20 Comparison of wetting angle for Sn-3.5Ag、Sn-4Ag-0.5Cu and Sn-37Pb solders with different fluxes
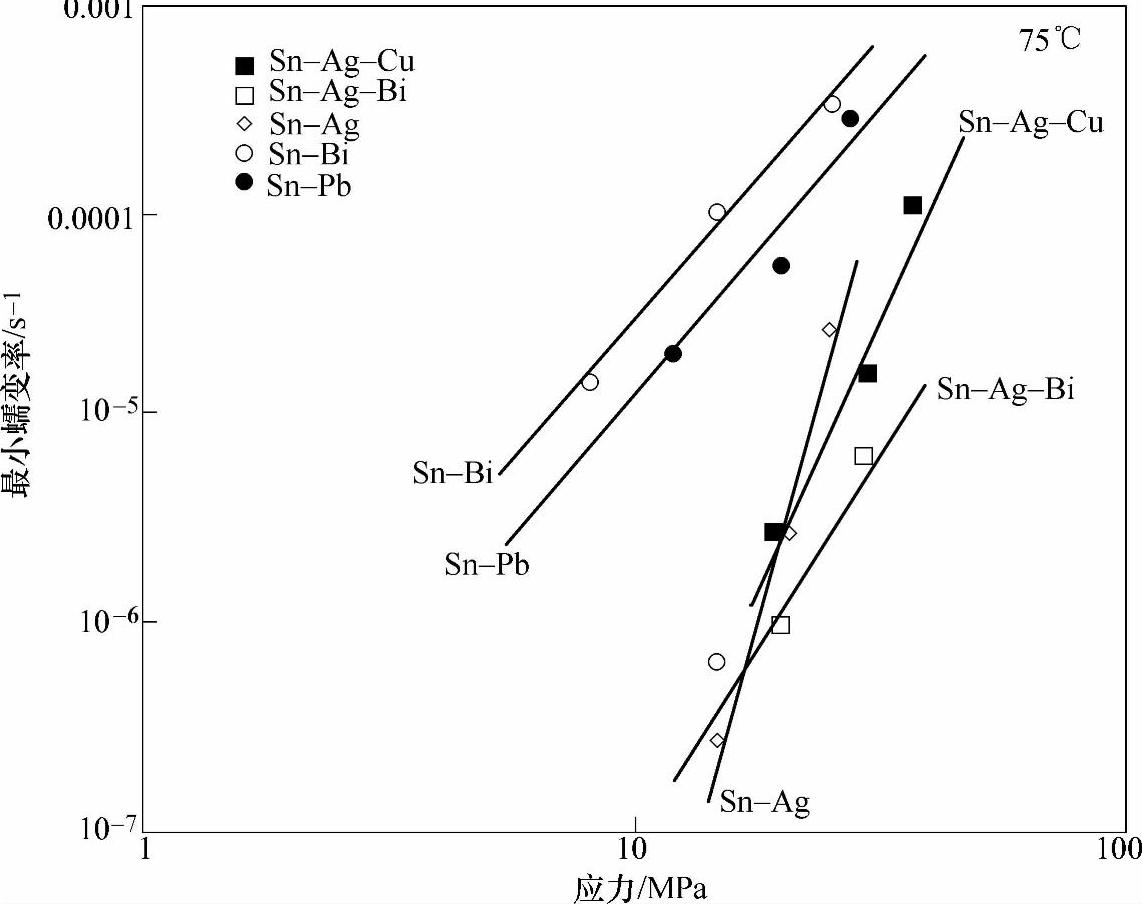
图3-21 一些钎料的蠕变曲线 Fig.3-21 Creep curves of several solders
根据以上这些数据,我们可以得出如下结论:
1)Sn-Ag-Cu钎料的熔点(217℃)比Sn-Pb共晶钎料的熔点(183℃)高三十几摄氏度,因此用Sn-Ag-Cu钎料钎焊时的钎焊温度必须相应地提高到250~260℃。
2)Sn-Ag-Cu系钎料的铺展性和润湿性比Sn-Pb共晶钎料差得多。
3)Sn-Ag-Cu系钎料的力学性能比Sn-Pb共晶钎料好。
4)Sn-Ag-Cu系钎料的抗蠕变性能比Sn-Pb共晶钎料高得多。
因此Sn-Ag-Cu系钎料的力学性能优于Sn-Pb共晶钎料,工艺性能劣于Sn-Pb共晶钎料。
为了降低钎料的成本,力求降低钎料的含银量,研究了不同含银量钎料的性能[37]。
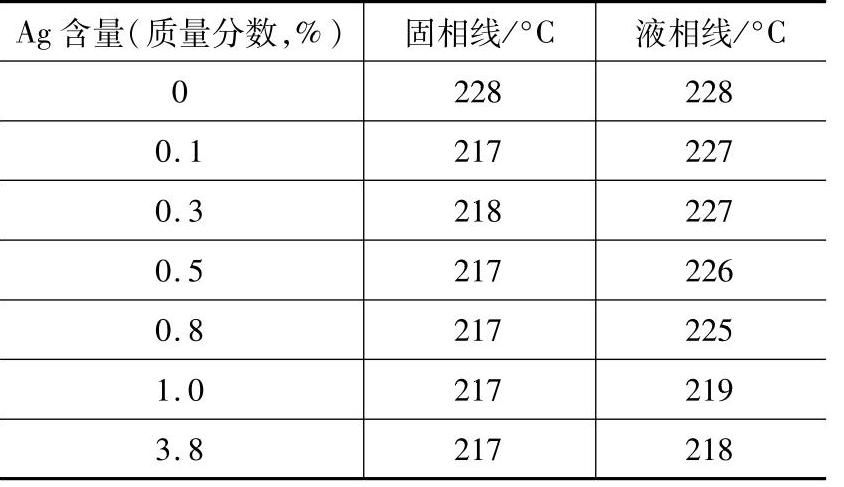
(1)熔化温度 表3-17列出了Sn-xAg-0.7Cu合金的熔化温度。该表表明,随着Ag含量的增加,钎料的结晶间隔不断缩小,从含Ag量为0.1%(质量分数)时的217~227°C缩小到含Ag量为1.0%(质量分数)时的217~219°C,此时已非常接近Sn-Ag-Cu三元合金的熔点。
表3-17 Sn-xAg-0.7Cu合金的熔化温度Table 3-17 Melting temperature of Sn-xAg-0.7Cu solders
(2)润湿性 衡量钎料焊接性最重要的指标是最大润湿力Fmax,该指标直接影响到钎焊过程中的钎料铺展情况。图3-22所示为Sn-xAg-0.7Cu钎料合金的最大润湿力随Ag含量的变化情况。当使用YIKST NH-4型助焊剂时,各种钎料的最大润湿力均大于3.0mN。Sn-1Ag-0.7Cu的最大润湿力最高,达到3.54mN;Sn-0.5Ag-0.7Cu的最大润湿力为3.40mN;Sn-3Ag-0.5Cu的最大润湿力为3.69mN。从工业应用的角度出发,Sn-1Ag-0.7Cu、Sn-0.5Ag-0.7Cu与Sn-3Ag-0.7Cu已具有相似的钎焊效果。
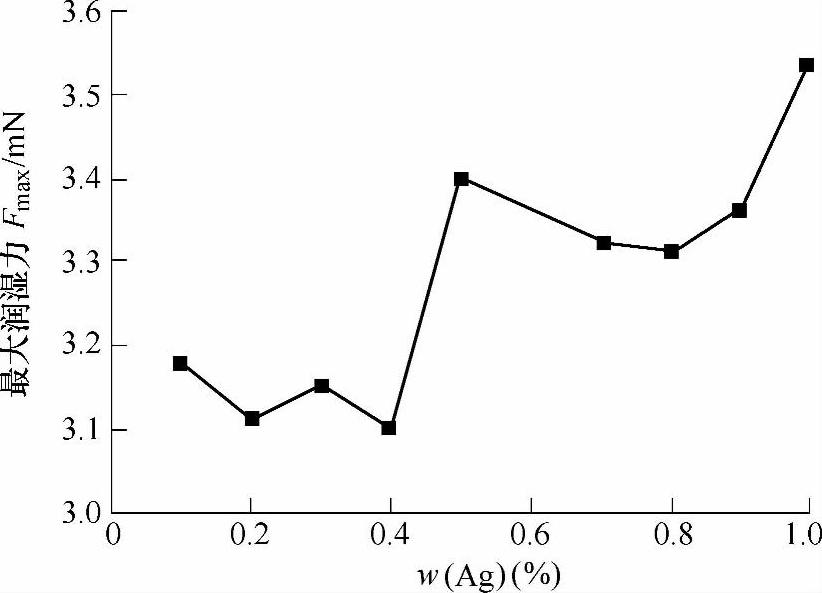
图3-22 Sn-xAg-0.7Cu钎料合金的最大润湿力随Ag含量的变化情况 Fig.3-22 Various of maximum welting force of solders with different Ag content
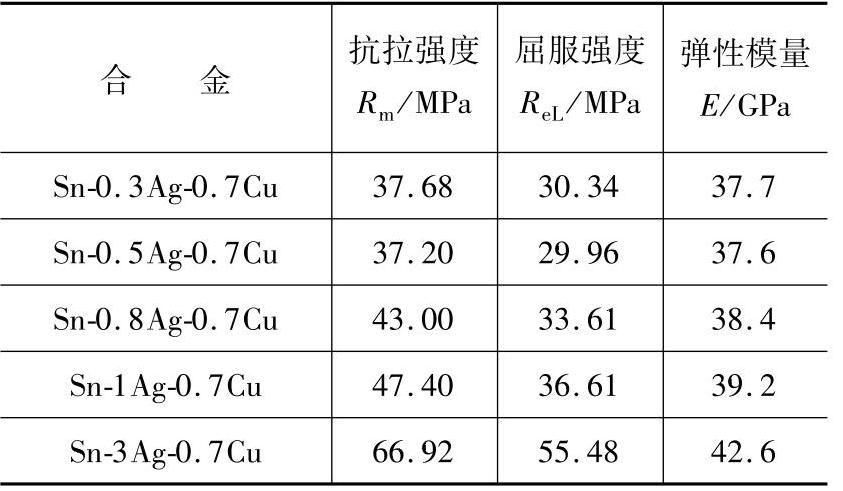
(3)力学性能 表3-18列出了含Ag量(质量分数)分别为0.3%、0.5%、0.8%、1.0%的钎料,以及标准的Sn-3Ag-0.5Cu合金的力学性能。从表3-18可以看出,随着含Ag量的增加,钎料的强度和弹性模量均有所提高。这是由于Ag的加入,在Sn的基体中形成了弥散分布的Ag3Sn金属间化合物,从而提高了合金的强度和弹性模量。
表3-18 不同合金的力学性能Table 3-18 Mechanical properties of different solders
(4)溶铜量 在钎焊过程中,Cu向熔融钎料的溶解会造成熔融钎料的污染、焊盘或引线变薄或变细等问题,这些问题都会使焊接质量变差、可靠性降低。图3-23所示为Ag含量(质量分数)分别为0.3%、0.5%、0.8%和1.0%的钎料在245°C和255°C时的熔铜试验后Cu含量的增加量。从图3-23可以看出,钎料的溶铜量随含Ag量的增加而提升,合金的溶铜量呈上升趋势。255°C温度时的溶铜量大于245°C时的溶铜量。
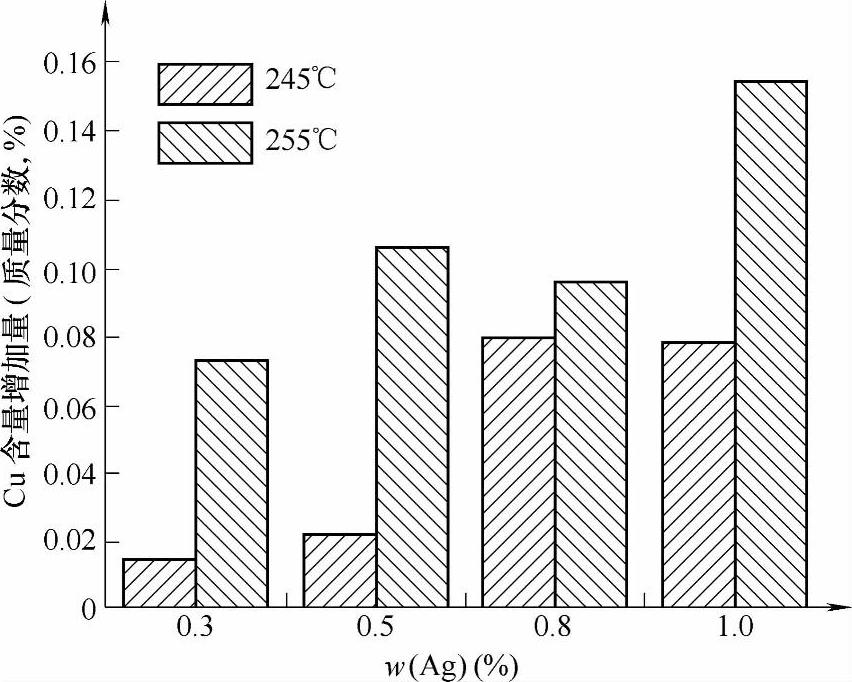
图3-23 不同Ag含量的钎料熔铜试验后Cu含量的增加量 Fig.3-23 Solution of copper of solders with different Ag contents
(5)钎料显微组织分析[38] Sn-Ag-Cu无铅钎料典型的组织特征为树枝状初晶与其间的共晶组织,初晶为β-Sn相,共晶组织包含Cu6Sn5+β-Sn和Ag3Sn+β-Sn两种二元共晶以及β-Sn+Ag3Sn+Cu6Sn5一种三元共晶,共晶组织中Cu6Sn5和Ag3Sn亚微米级晶粒混在一起,如图3-24所示,很难区别。随着Ag元素含量的增加,钎料中金属间化合物晶粒逐渐增多,SAC0307由弥散分布的岛状Cu6Sn5、Ag3Sn IMC的共晶组织和β-Sn相组成,其IMC晶粒明显比其他合金粗大。当Ag元素含量达到1%时,IMC颗粒成网状分布于基体中,且晶粒有所细化。随着Ag元素含量的进一步增加,IMC晶粒越细小,钎料中IMC的密度越大,且β-Sn相成胞状分布。
目前生产中已使用的低银Sn-Ag-Cu钎料有:SAC0307(Sn-0.3Ag-0.7Cu)、SAC0507(Sn-0.5Ag-0.7Cu)、SAC103(Sn-1Ag-0.3Cu)、SAC205(Sn-2Ag-0.5Cu),可根据实际使用条件选用。
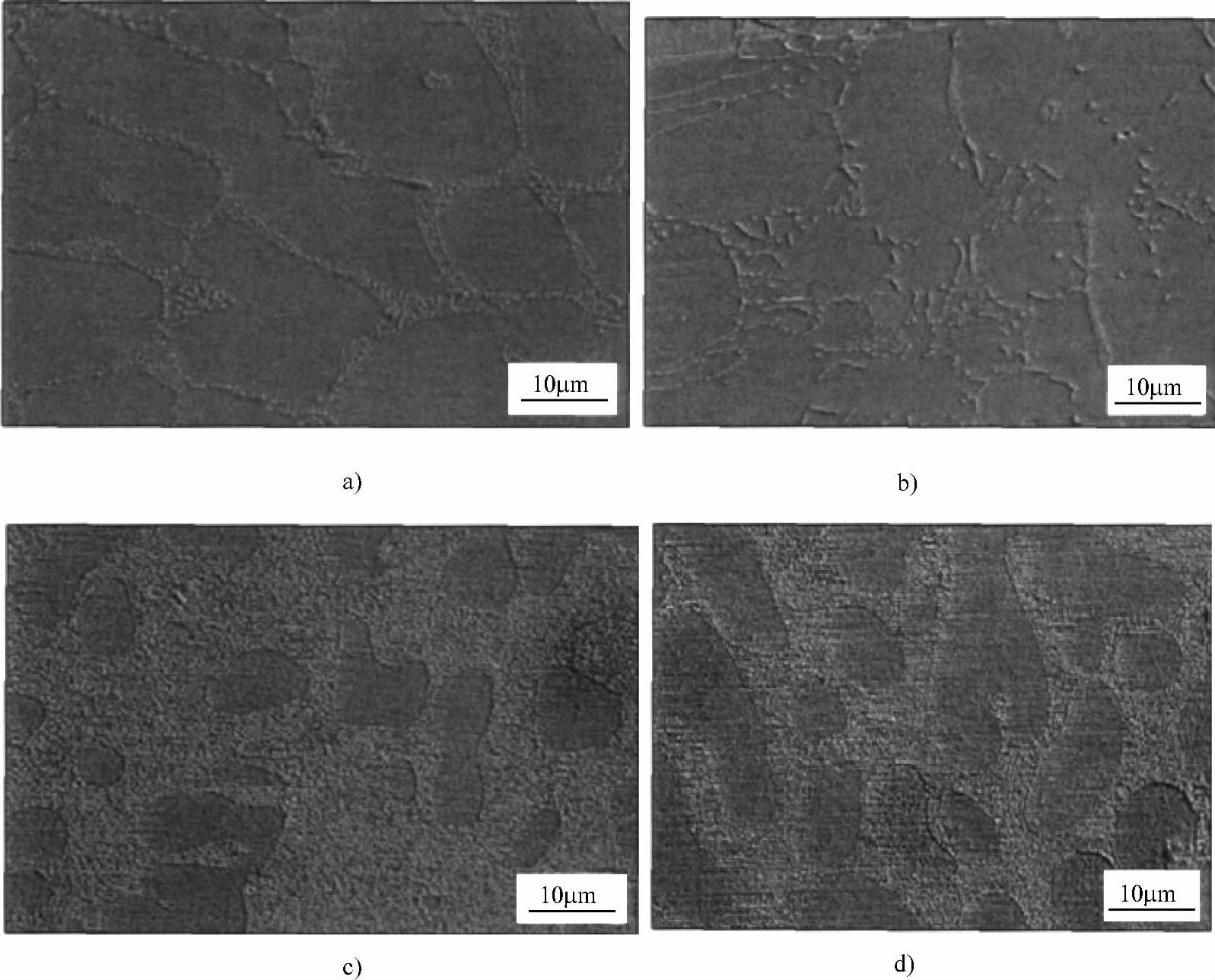
图3-24 Sn-Ag-Cu无铅钎料SEM显微形貌 a)Sn-0.3Ag-0.7Cu(SAC0307) b)Sn-1Ag-0.5Cu c)Sn-3Ag-0.5Cu d)Sn-3.8Ag-0.7Cu Fig.3-24 SEM of Sn-Ag-Cu solders
3.4.5.3 Sn-Cu钎料[39]
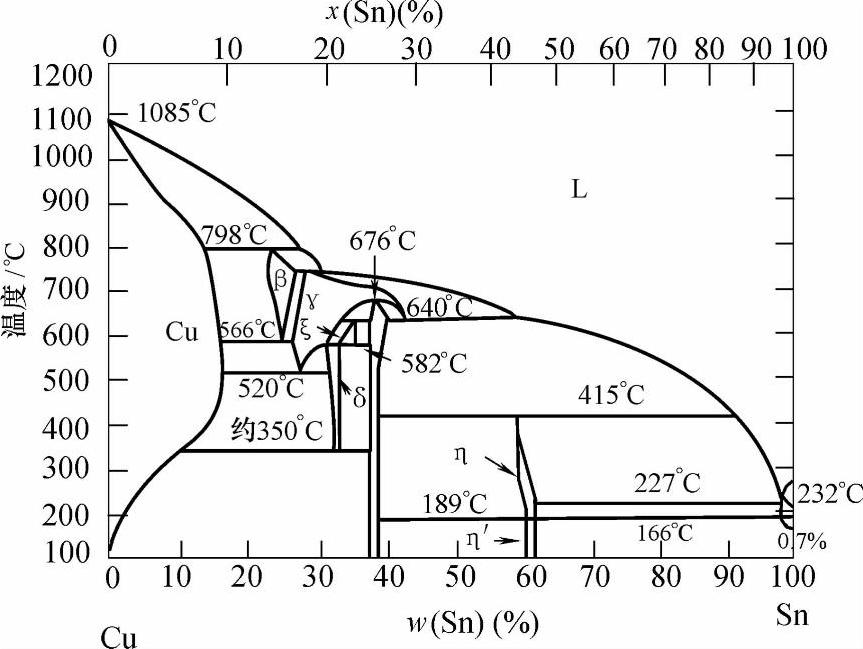
Sn-Cu二元合金相图如图3-25所示。在99.3Sn-0.7Cu处形成共晶合金,熔点为227°C。与Sn-Ag合金一样,其组织由β-Sn初晶和包围初晶的Cu6Sn5微粒/Sn共晶组织组成(见图3-26)。虽然Sn-Cu共晶和Sn-Ag共晶的组织类似,但Cu6Sn5相不如Ag3Sn相稳定。例如,图3-26中的共晶组织在100°C保持数十小时后就会消失,变成粗大的Cu6Sn5颗粒组织,因此Sn-0.7Cu钎料的高温性能(蠕变、热疲劳等)比Sn-3.5Ag和Sn-Ag-Cu钎料差,但比Sn-37Pb钎料好。
 (https://www.xing528.com)
(https://www.xing528.com)
图3-25 Sn-Cu二元合金相图 Fig.3-25 Sn-Cu phase diagram
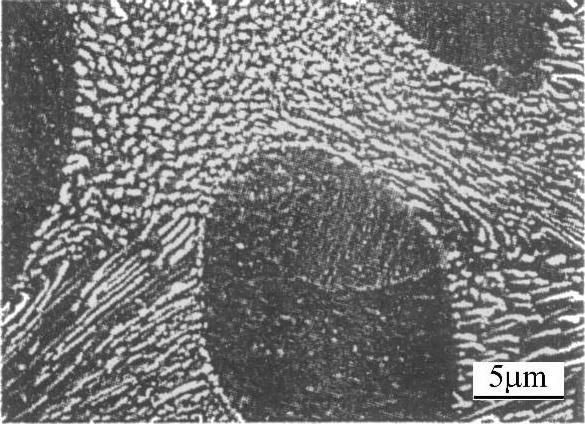
图3-26 Sn-0.7Cu合金显微组织 Fig.3-26 SEM of Sn-0.7Cu alloys
表3-19列出了Sn-0.7Cu和Sn-37Pb钎料的物理性能。可以看出,在主要无铅钎料中,Sn-0.7Cu钎料的熔点最高,电导率和密度比Sn-37Pb钎料小。
表3-19 Sn-0.7Cu钎料和Sn-37Pb钎料物理性能 Table 3-19 Physical properties of Sn-37Pb and Sn-0.7Cu filler metals

(续)
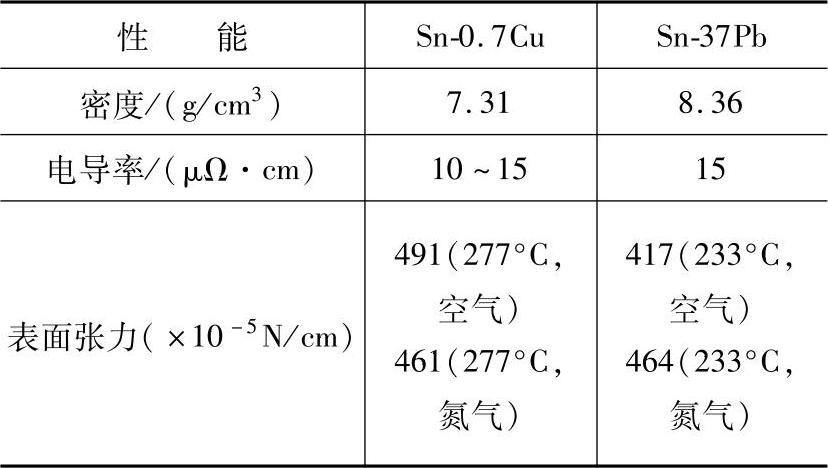
表3-20列出了Sn-0.7Cu钎料和Sn-37Pb钎料的力学性能。可以看出,Sn-0.7Cu钎料的抗拉强度较低,仅为Sn-37Pb钎料的50%;但伸长率较高,较Sn-37Pb钎料提高了45%;抗剪强度与Sn-37Pb钎料相当,但比Sn-3.5Ag钎料低;硬度两者相当。
表3-20 Sn-0.7Cu钎料和Sn-37Pb钎料的力学性能Table 3-20 Mechanical properties of Sn-0.7Cu and Sn-37Pb filler metals
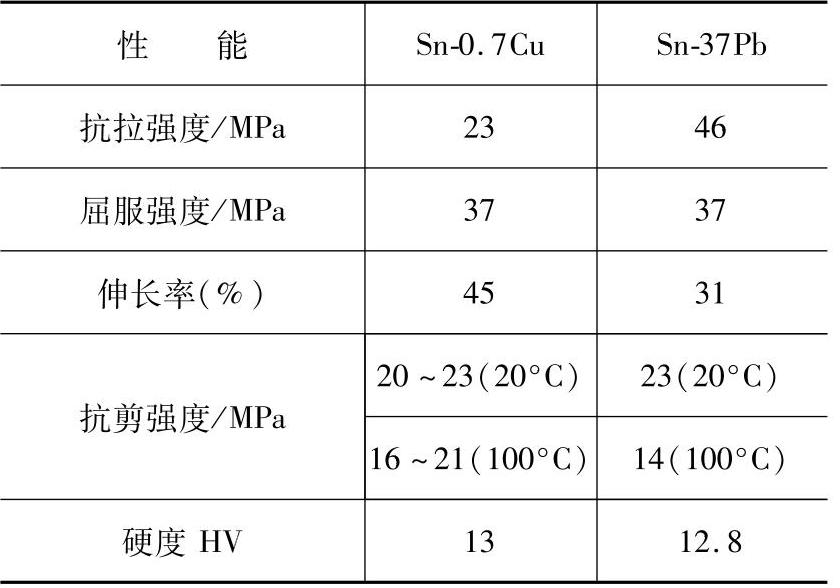
图3-27所示为Sn-0.7Cu、Sn-3.9Ag-0.7Cu钎料在不同温度下的蠕变曲线。可以看出,室温时Sn-0.7Cu的蠕变速率较大;在高温时(120°C),Sn-0.7Cu钎料的蠕变速率增加更快;在蠕变应力为10MPa时,Sn-0.7Cu钎料和Sn-3.9Ag-0.7Cu钎料的蠕变速率大约分别为5×10-7、1.2×10-8,相差一个数量级以上。
Sn-0.75Cu、Sn-3.5Ag-0.5Cu、Sn-37Pb钎料的铺展性能如图3-28所示。该图表明,Sn-0.75Cu的铺展率低于Sn-Ag-Cu,更大大低于Sn-37Pb钎料。由于Sn-0.75Cu钎料的成本低,目前已广泛用于波峰焊,成为Sn-37Pb钎料的主要替代品。
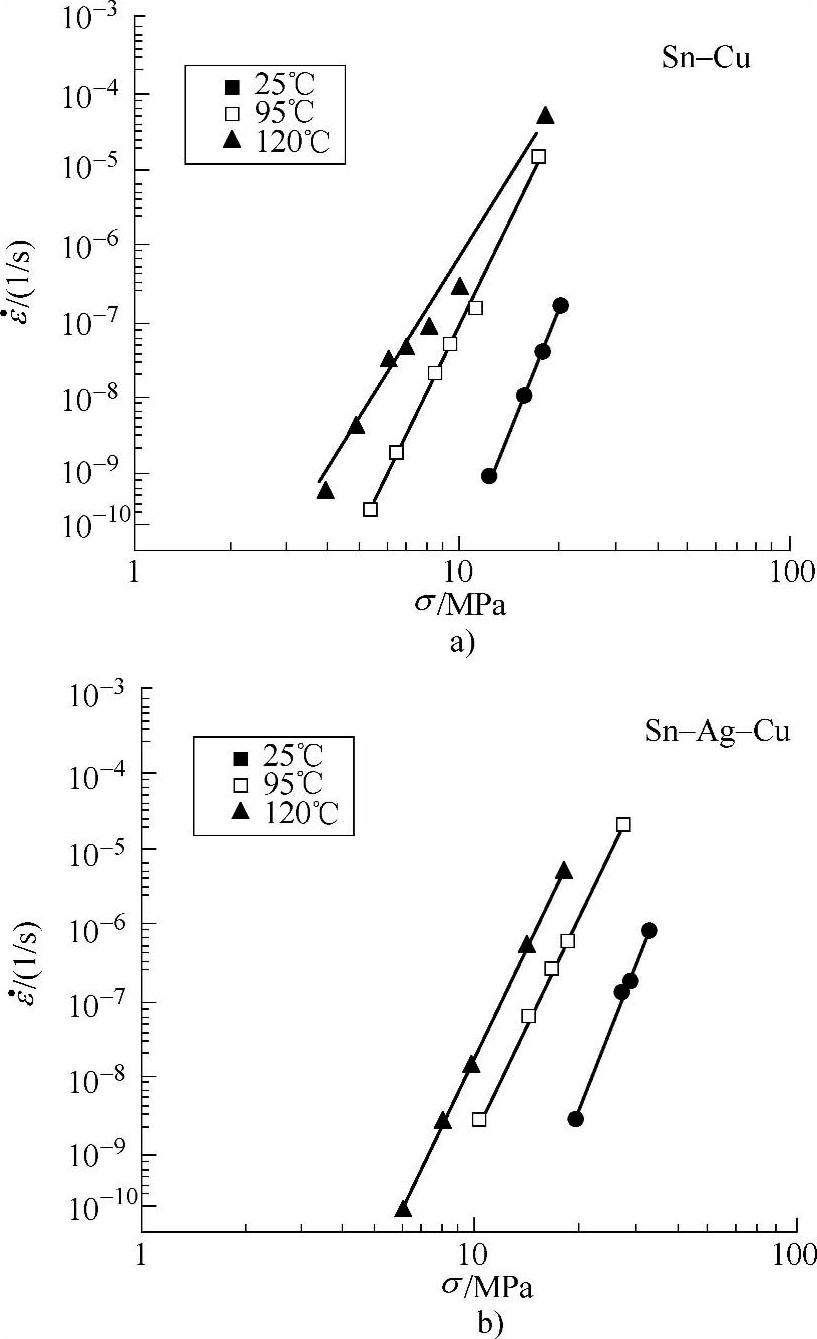
图3-27 Sn-0.7Cu、Sn-3.9Ag-0.7Cu钎料在不同温度下的蠕变曲线 a)Sn-0.7Cu b)Sn-3.9Ag-0.7Cu Fig.3-27 Creep curve of Sn-0.7Cu、Sn-3.9Ag-0.7Cu solders under different temperature
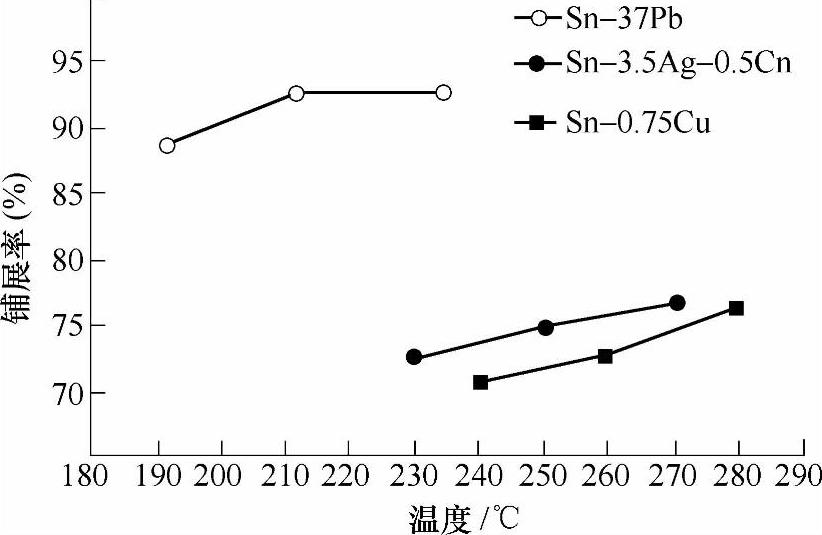
图3-28 Sn-0.75Cu、Sn-3.5Ag-0.5Cu、Sn-37Pb钎料的铺展性能 Fig.3-28 Spreading of Sn-0.75Cu、Sn-3.5Ag-0.5Cu、Sn-37Pb solders
3.4.5.4 Sn-Cu-Ni钎料[39]
Sn-Cu钎料虽然在波峰焊中获得广泛应用,但其存在铺展性较差、强度较差、焊点成形不好等缺点,研究者试图通过添加第三种元素来改善其性能。表3-21列出了Sn-0.7Cu-0.05Ni、Sn-0.7Cu、Sn-37Pb钎料的力学性能。可以看出,通过在Sn-0.7Cu钎料中添加质量分数为0.05%的Ni,就可以提高强度,但伸长率有所下降,其力学性能和Sn-37Pb钎料基本相同。
表3-21 Sn-0.7Cu-0.05Ni、Sn-0.7Cu、Sn-37Pb钎料的力学性能Table 3-21 Mechanical properties of Sn-0.7Cu-0.05Ni、Sn-0.7Cu、 Sn-37Pb filler metal

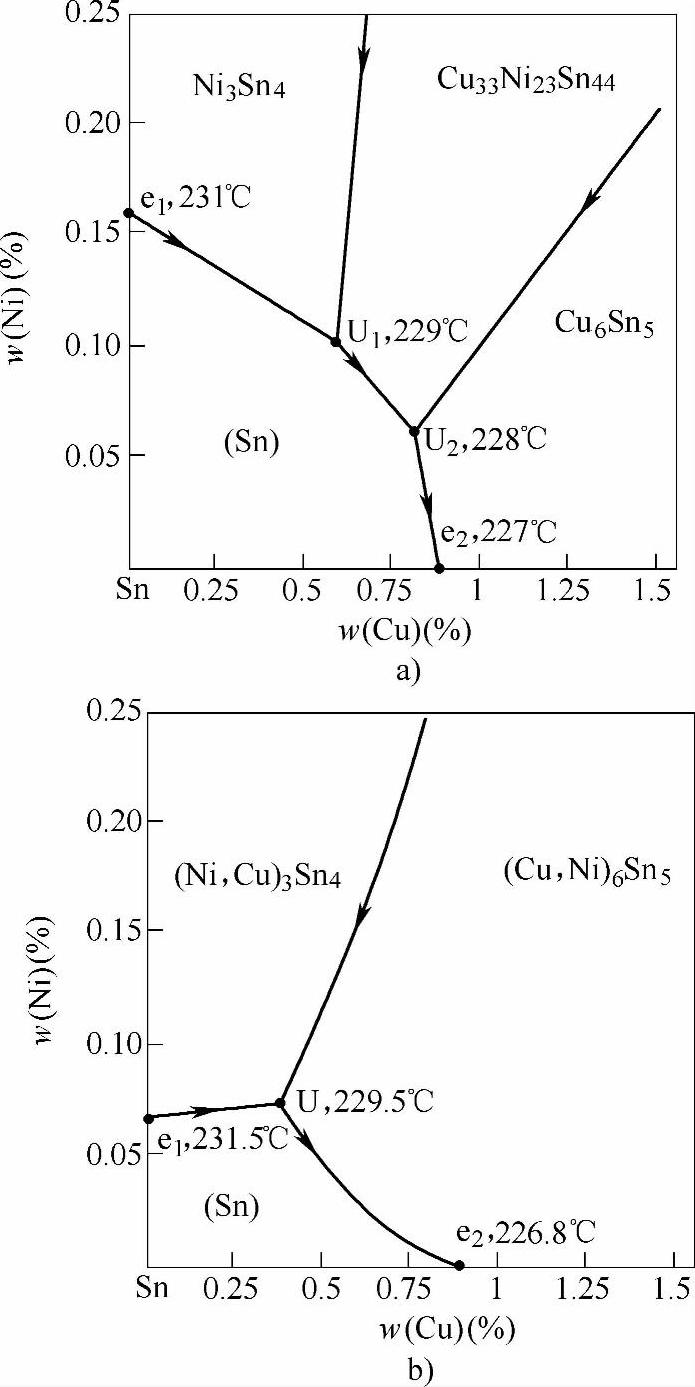
图3-29 Sn-Cu-Ni三元合金相图 a)实测 b)计算 Fig.3-29 Phase diagram of Sn-Cu-Ni alloys
Sn-Cu-Ni三元合金相图如图3-29所示。从图3-29中可以看出,其共晶成分基本可以确定为Cu的质量分数为0.5%~0.8%,Ni的质量分数在0.05%附近,共晶温度为228~229°C。
Sn-0.7Cu-0.05Ni合金的显微组织如图3-30所示。可见,初生β-Sn组织得以细化,并且整体的显微组织都比Sn-0.7Cu合金细小。共晶组织由β-Sn和细微颗粒状的(Cu,Ni)6Sn5组成,没有发现(Ni,Cu)3Sn4相(见图3-31)。由于Ni溶入Cu6Sn5相,形成了(Cu,Ni)6Sn5相,(Cu,Ni)6Sn5相稳定,并且(Cu,Ni)6Sn5相的硬度高于Cu6Sn5相,对于合金强化效果更好。Ni的加入明显提高了Sn-0.7Cu的合金强度。
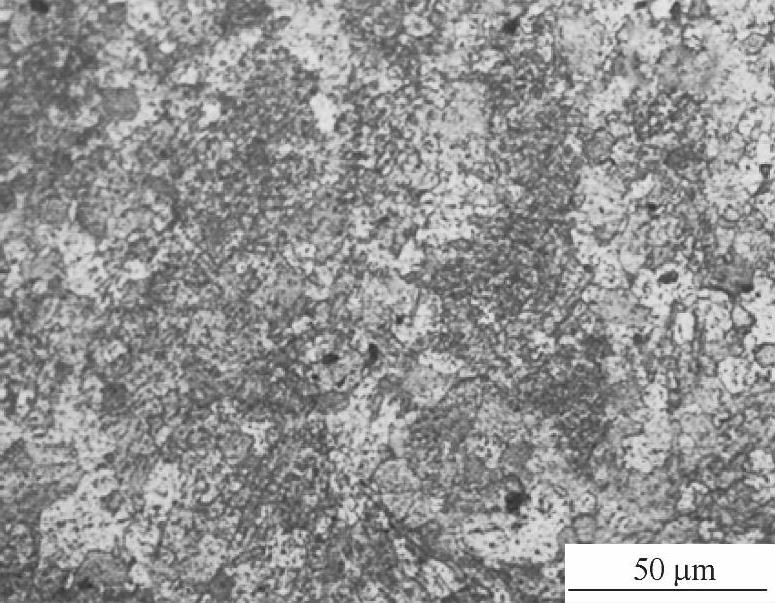
图3-30 Sn-0.7Cu-0.05Ni合金的显微组织Fig.3-30 Microstructure of Sn-0.7Cu-0.05Ni alloys

图3-31 Sn-0.7Cu-0.05Ni合金共晶组织Fig.3-31 Eutectic structure of Sn-0.7Cu-0.05Ni alloys
Sn-0.7Cu-0.3Ni钎料和Sn-0.7Cu钎料在Cu母材的润湿特性分别如图3-32和图3-33所示。结果表明:在不同钎焊和不同钎剂条件下,Sn-0.7Cu-0.3Ni钎料的最大润湿力大于Sn-0.7Cu钎料,润湿角小于Sn-0.7Cu钎料。
图3-34所示为几种无铅钎料达到2/3最大润湿力的湿润时间。结果表明:Sn-Cu-Ni钎料的润湿时间最短。当在Sn-Cu-Ni钎料中添加微量的Ge时,Sn-Cu-Ni合金的润湿时间进一步缩短,加微量的P时润湿时间却增加。
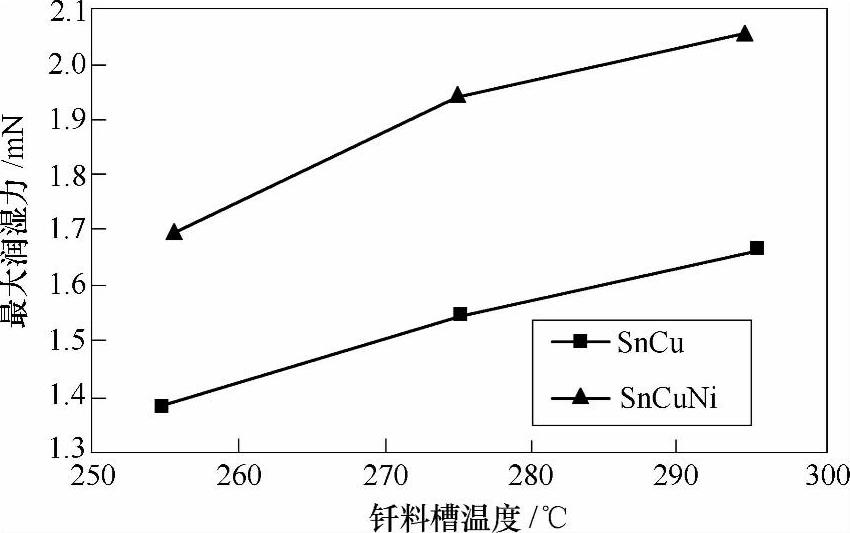
图3-32 Sn-0.7Cu-0.3Ni、Sn-0.7Cu钎料最大润湿力比较 Fig.3-32 Maximum wetting force of Sn-0.7Cu-0.03Ni、Sn-0.7Cu solders
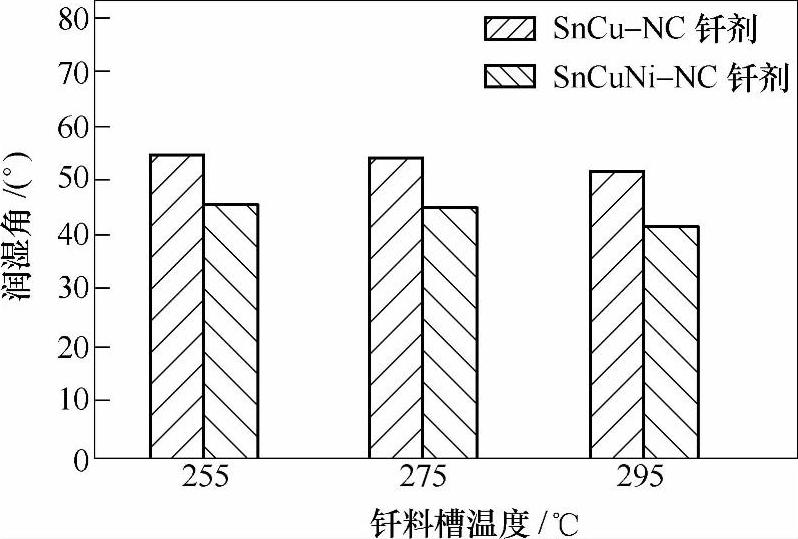
图3-33 Sn-0.7Cu-0.03Ni、Sn-0.7Cu钎料润湿角比较 Fig.3-33 Wetting angle of Sn-0.7Cu-0.03Ni and Sn-0.7Cu solders
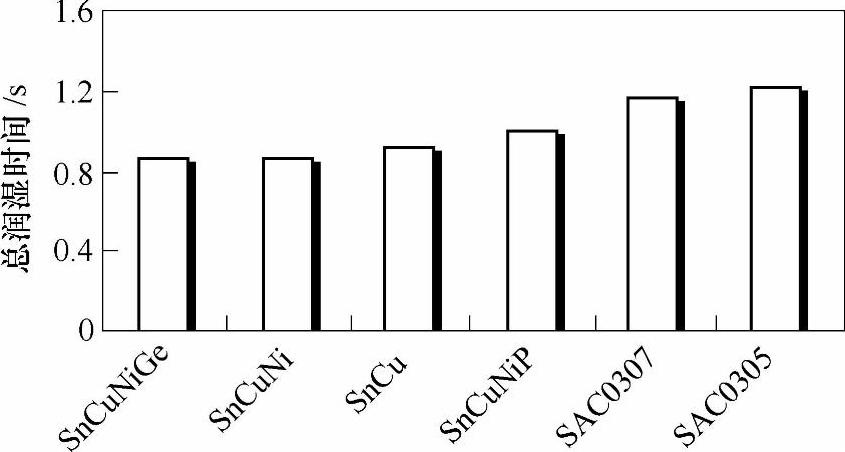
图3-34 几种无铅钎料的润湿时间 Fig.3-34 Wetting time of some lead-free solders
图3-35所示为采用润湿平衡法测得到的Sn-0.7Cu-0.05Ni钎料和其他两种钎料对Cu的溶解速率(温度为300°C,钎剂为RMA)。可以看出,Sn-0.7Cu-0.05Ni钎料和Sn-37Pb溶解Cu的能力差不多,但Sn-3.0Ag-0.5Cu溶解铜的速度很快。也有资料表明,在波峰焊的温度(250~260°C)条件下,Sn-0.7Cu-0.05Ni钎料的溶解速度大幅低于Sn-0.7Cu钎料。
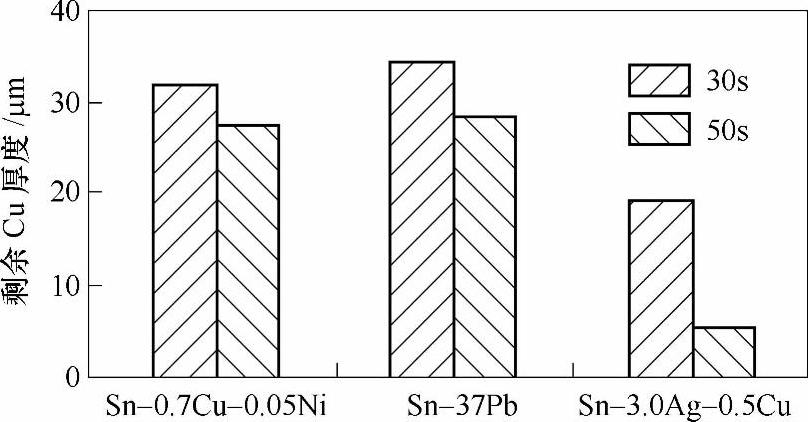
图3-35 Sn-0.7Cu-0.5Ni、Sn-37Pb、Sn-3.0Ag-0.5Cu钎料的溶解速率 Fig.3-35 Solution rate of Sn-0.7Cu-0.05Ni、Sn-37Pb、Sn-3.0Ag-0.5Cu solder
用Sn-0.7Cu钎料和用Sn-0.7Cu-0.05Ni钎料钎焊Cu时的界面金属间化合物IMC不同。图3-36和图3-37清楚表明了Sn-0.7Cu/Cu的界面参差不齐,IMC晶柱比较粗;Sn-0.7Cu-0.05Ni钎料回流焊后的界面比较平滑,界面IMC晶粒比较细小。EDX能谱分析表明:Sn-0.7Cu-0.05Ni/Cu界面反应时的IMC为(Cu,Ni)6Sn5,说明(Cu,Ni)6Sn5相形核相对容易,长大的趋势也比Cu6Sn5相小,并且高温下较为稳定。
Sn-0.7Cu-0.05Ni钎料由于润湿性较好,焊点表面质量优良、成本低和焊点力学性能较好,越来越多地用于波峰焊的板级组装工艺。
3.4.5.5 Sn-Zn、Sn-Zn-Bi钎料
Sn-Zn钎料的熔点在无铅钎料中最接近Sn-Pb共晶钎料的熔点,而且力学性能良好,原材料价格便宜。Sn-Zn二元合金相图如图3-38所示。Sn与Zn不形成化合物相,在91Sn-9Zn处形成熔点为198.5°C的共晶点。图3-39所示为Sn-9Zn合金的显微组织。
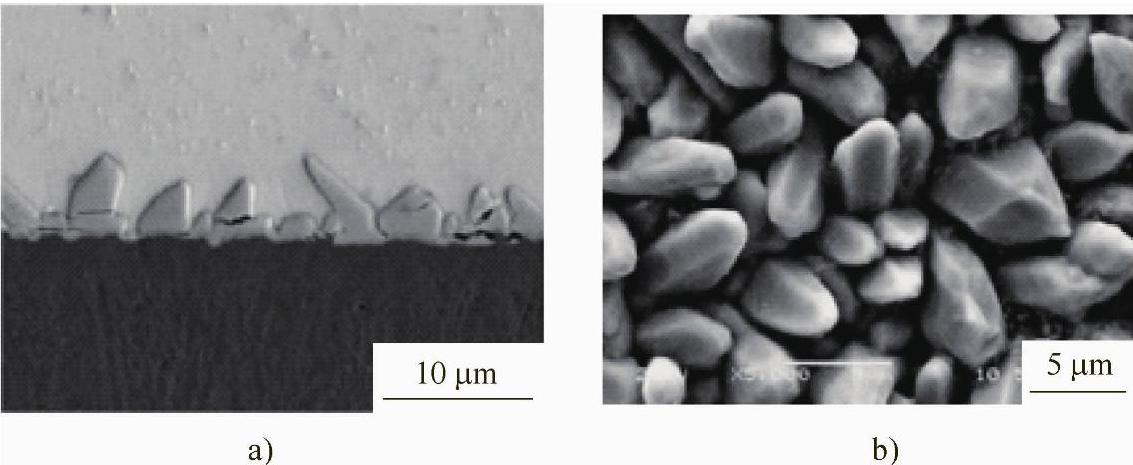
图3-36 Sn-0.7Cu BGA(球栅阵列)焊球2次回流时的界面形貌(250°C) a)界面形貌 b)IMC形貌 Fig.3-36 Interface of Sn-0.7Cu by BGA
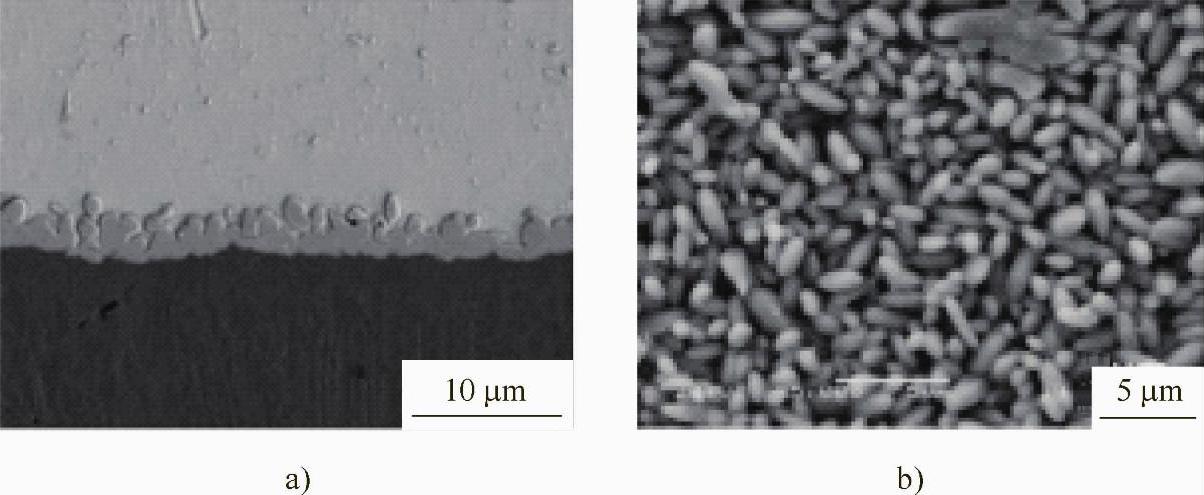
图3-37 Sn-0.7Cu-0.05NiBGA焊球2次回流焊时的界面形貌(250°C) a)界面形貌 b)IMC形貌 Fig.3-37 Interface of Sn-0.7Cu-0.05Ni/Cu by BGA
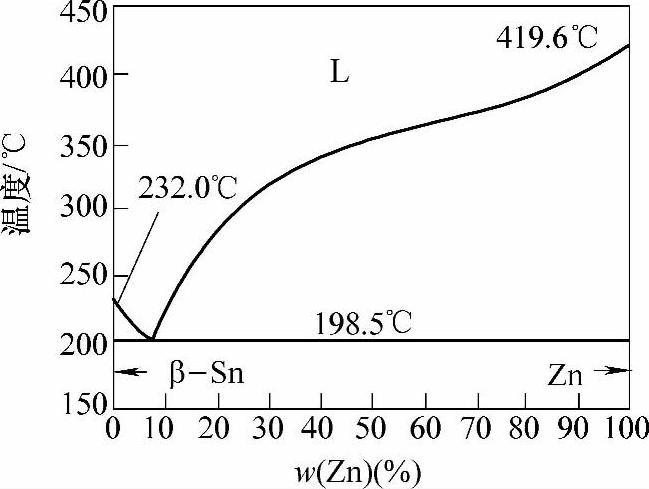
图3-38 Sn-Zn二元合金相图 Fig.3-38 Sn-Zn phase diagram
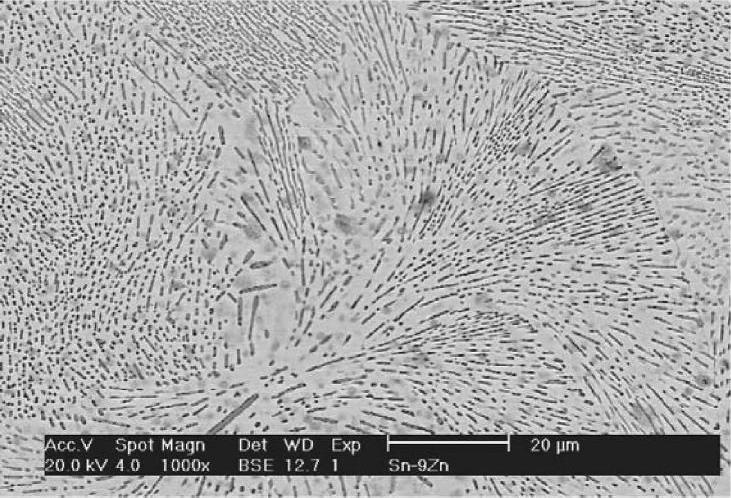
图3-39 Sn-9Zn合金的显微组织 Fig.3-39 Microstructure of Sn-9Zn alloy
在Sn-Zn系合金中添加Bi可使熔化温度降低(见图3-40),同时使合金硬度增加,一般添加量为3%(质量分数)。目前公认的可作为钎料使用的配方为Sn-8Zn-3Bi。

图3-40 Bi对Sn-9Zn合金熔点的影响 Fig.3-40 Effect of melting temperature of Sn-9Zn alloy
表3-22列出了Sn-9Zn钎料和Sn-37Pb钎料的物理性能。可以看出,两者物理性能相差不大,但Sn-9Zn的表面张力大大超过Sn-37Pb,因此钎焊时的润湿性大大低于Sn-37Pb钎料。
表3-22 Sn-9Zn和Sn-37Pb钎料的物理性能Table 3-22 Physical properties of Sn-9Zn、Sn-37Pb solders
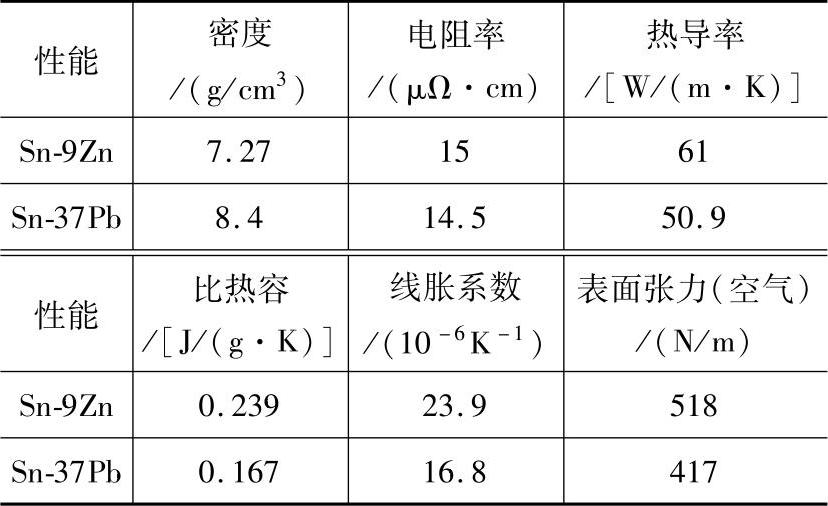
表3-23列出了Sn-9Zn钎料和Sn-37Pb钎料的力学性能。从表3-23可以看出,与Sn-37Pb钎料相比较,由于Zn的加入,Sn-9Zn钎料的硬度指标大幅提高,塑性则大幅降低。
表3-23 Sn-9Zn和Sn-37Pb钎料力学性能Table 3-23 Mechanical properties of Sn-9Zn、Sn-37Pb solders

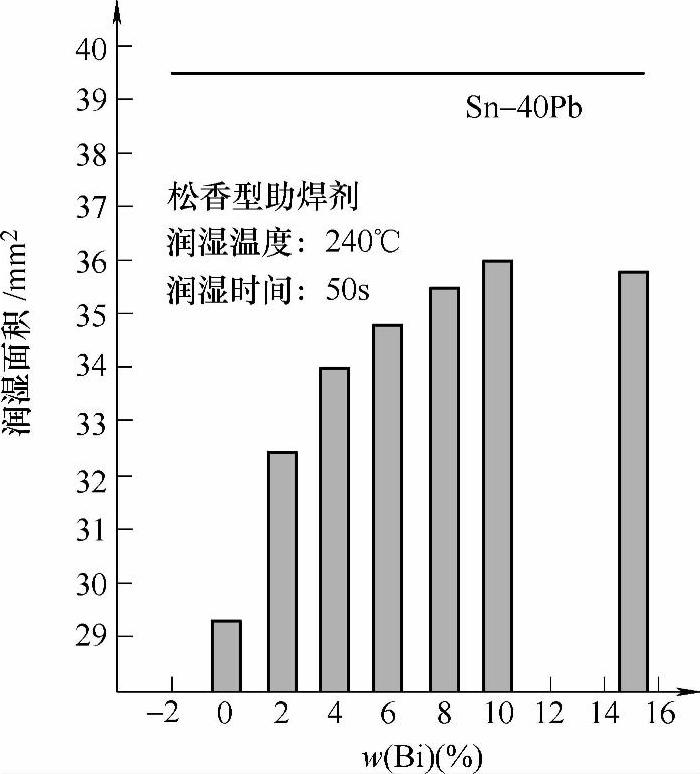
图3-41 Bi含量对Sn-9Zn钎料铺展面积的影响 Fig.3-41 Effect of Bi on the spreading of Sn-9Zn solders
图3-41所示为Bi含量对Sn-9Zn钎料铺展面积的影响,并和Sn-40Pb钎料进行了比较。在240°C采用松香钎剂时,Sn-9Zn钎料的润湿铺展面积远小于Sn-40Pb钎料。随着Bi含量增加,润湿性得到改善,但还是远低于Sn-Pb钎料,这表明Sn-Zn钎料的铺展性是比较差的,不仅远低于传统的Sn-Pb钎料,而且低于现有的Sn-Ag-Cu、Sn-Cu和Sn-Cu-Ni钎料。
蠕变试验结果表明:Sn-9Zn-3Bi钎料在高载荷时的蠕变特性和Sn-3.5Ag钎料相同;在低载荷时和Sn-0.7Cu钎料相同。Sn-9Zn-3Bi钎料的蠕变性能优于Sn-37Pb钎料。
尽管Sn-9Zn、Sn-9Zn-3Bi钎料的熔点最接近Sn-37Pb共晶钎料,它的强度和蠕变性能均高于Sn-37Pb钎料。但它的致命缺点是锌容易氧化,润湿性差。在该钎料的润湿性尚未解决,并且缺少用Sn-Zn和Sn-Zn-Bi钎料钎焊的接头耐腐性数据的情况下,尚未得到电子工业的认可。
3.4.5.6 Sn-Bi钎料
Sn-Bi合金相图如图3-42所示。在Sn中加入Bi可降低其熔点,在Sn-58Bi处形成熔点为138°C的共晶。因为熔点过低,Sn-58Bi合金只用作低温钎料。
Sn-58Bi钎料的润湿性和抗疲劳性能好,但Bi很脆,Sn-58Bi钎料的加工性差,通常制成粉状使用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。