



3.5.5.1 配制低银钎料的意义
生产实际中,有许多黄铜元件需要钎焊,尤其是黄铜螺旋接头与普通钢管的连接,原则上应该选用BCu60ZnSn-R或BCu58ZnFe-R铜锌钎料钎焊,可是这种钎料的液相线为905℃和890℃,非常接近或高于常用的H62和H59黄铜的固相线899℃和886℃[1],所以钎焊难度非常大。对于黄铜-黄铜连接可选用Cu-P系列钎料,尤其是CuPSn钎料,但钎缝为灰黑色,对于黄铜-钢管接头,不适宜选用含P的钎料,因此在这种情况下,常常会选用低银钎料,见表3-34[19]。
表3-34 常用的低银钎料[19] Table 3-34 Conventional silver brazing alloys with low silver content[19]
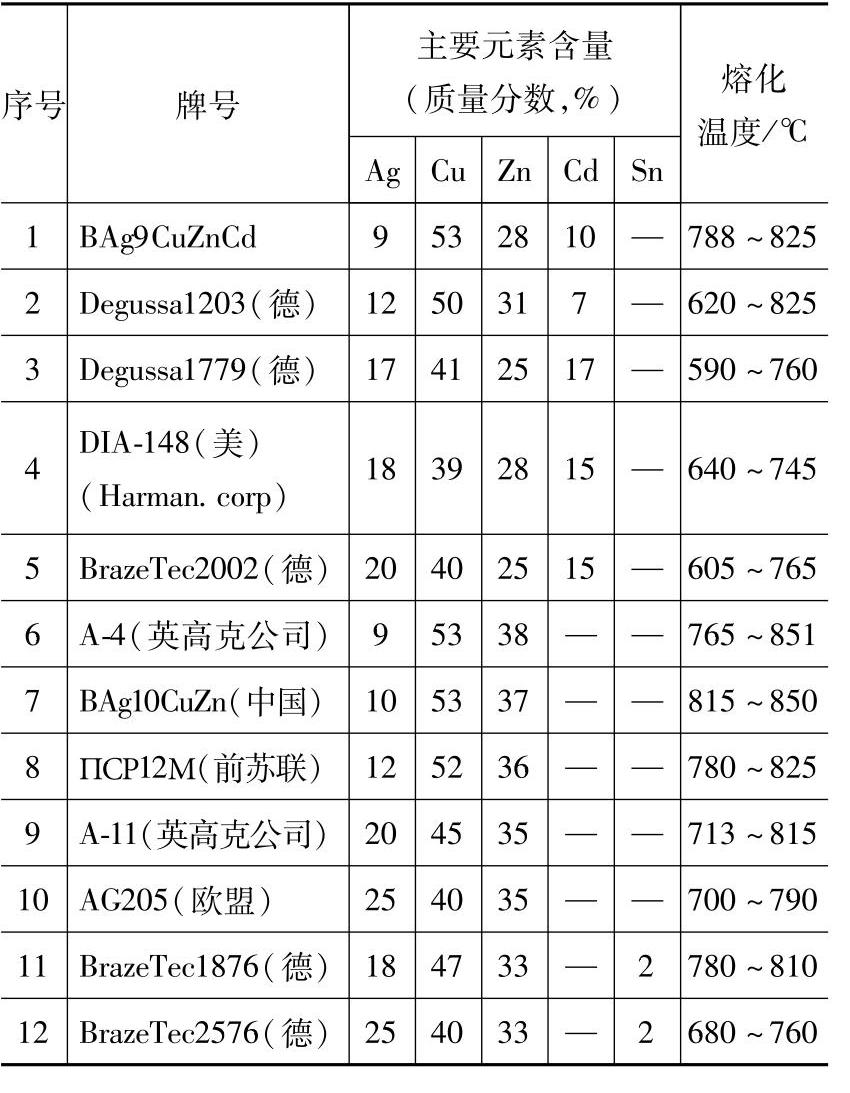
生产实践表明,当钎料的液相线不超过800℃时,施焊时操作比较方便。基于这点要求,如果是含镉的钎料,表3-34中的序号为3、4、5的钎料比较合适,最低含银量为17%(质量分数);如果钎料中不允许含镉的话,只有序号为10、12的钎料可以选用,w(Ag)达到25%。如果把配方进行优化设计,使含镉的钎料w(Ag)降到10%,或使不含镉的钎料w(Ag)降至15%,它们的液相线温度都不超过800℃,并且具有较好的加工性,这样能最大限度地满足使用单位降低成本的要求,也能满足钎料制造企业的加工要求。
3.5.5.2 低银钎料配方设计技巧
1.基本要求
低银钎料配方设计有如下几点要求:
1)w(Ag)≈15%。
2)钎料液相线温度低于800℃。
3)有较好的加工性。从钎料制造要求考虑,主要是挤压丝料有一定的弯曲性;冷拉丝时,单道次过模量不小于0.10mm,必要时能制成不同内径的钎料环。
4)添加合适的微量元素,保证与母材的润湿性和结合性。
2.低银钎料配方设计的思维模式
这里所指的低银钎料就是指w(Ag)≈15%的银钎料,钎料中除了银之外,余下的为铜、锌、镉或锡等元素,其中铜和锌两个组元的总质量分数约为70%~85%,铜与锌的组合关系将在很大程度上决定着所设计钎料的性能,尤其是液相线温度和钎料的加工性。这类钎料无论是AgCuZnCd或AgCuZnSn四元合金,从相关的合金相图、相区的微区成分分析[20]和差热分析曲线图形都表明,钎料在凝固时,首先结晶出以CuZn合金为主体的枝晶,最后在枝晶间结晶出AgCd合金的基体部分,或在CuZn合金的晶界上凝聚出AgSn较高的合金。因此必须了解Cu-Zn之间的溶解度,生成的中间相及其特性。Zn在α-Cu中的极限溶解度和Cu-Zn二元合金系中富Cu区的各个相的结构特征分别见表3-35和表3-36。
表3-35 Cu-Zn系中Zn在α-Cu相中的极限溶解度[1,2] Table 3-35 Limited solubility of Zn in α-Cu phase in Cu-Zn system[1,2]
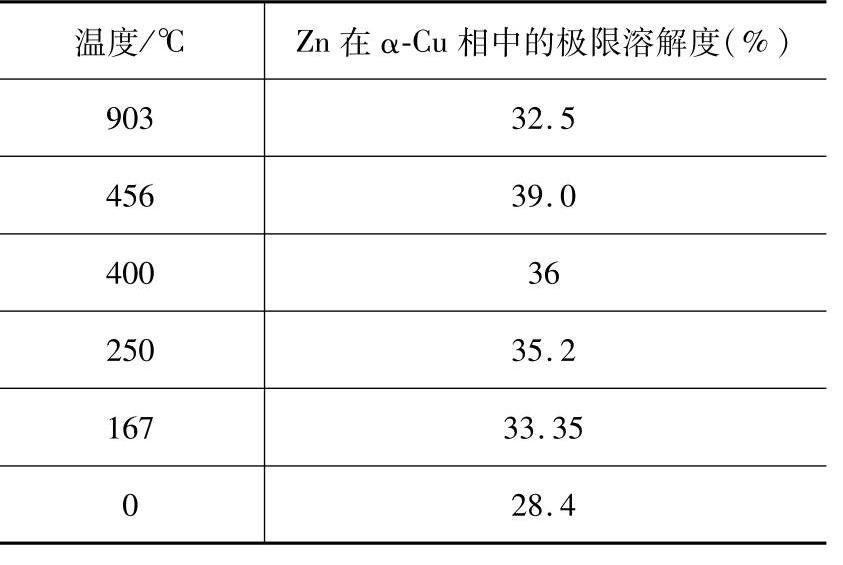
表3-36 Cu-Zn二元合金系中富Cu区各个相的结构特征[1,2] Table 3-36 Structural characteristics of rich Cu phases in Cu-Zn system[1,2]
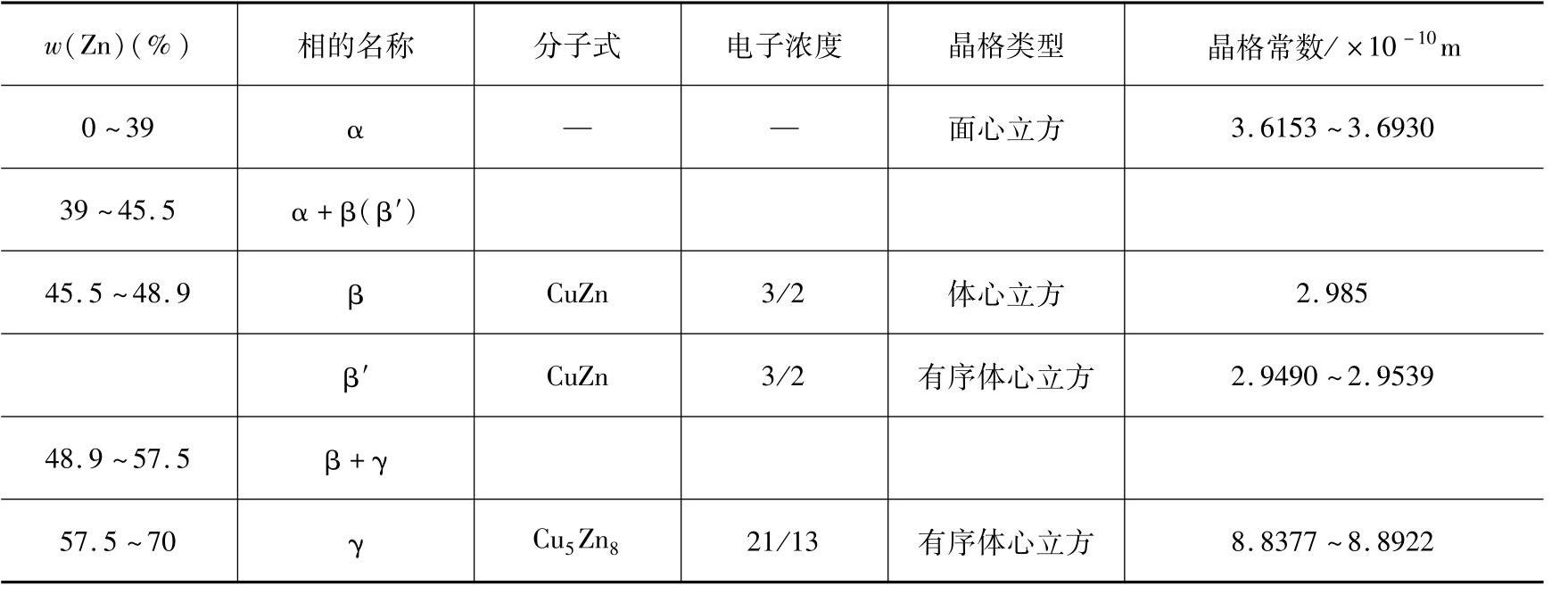
α黄铜塑性好,可冷热加工,其室温伸长率随含Zn量的增加而增大。当w(Zn)为30%~32%时,大致出现β相之前,伸长率达到极大值,约为58%左右,如图3-52所示。β(β′)相室温时性硬而脆,但在高温时反而比α相更柔软,如图3-53所示[1]。热挤压时温度必须接近或超过α⇌β转变温度,但不宜超过太多,以防止晶粒长大。在铜锌钎料挤压时,可选取680~720℃温度范围。
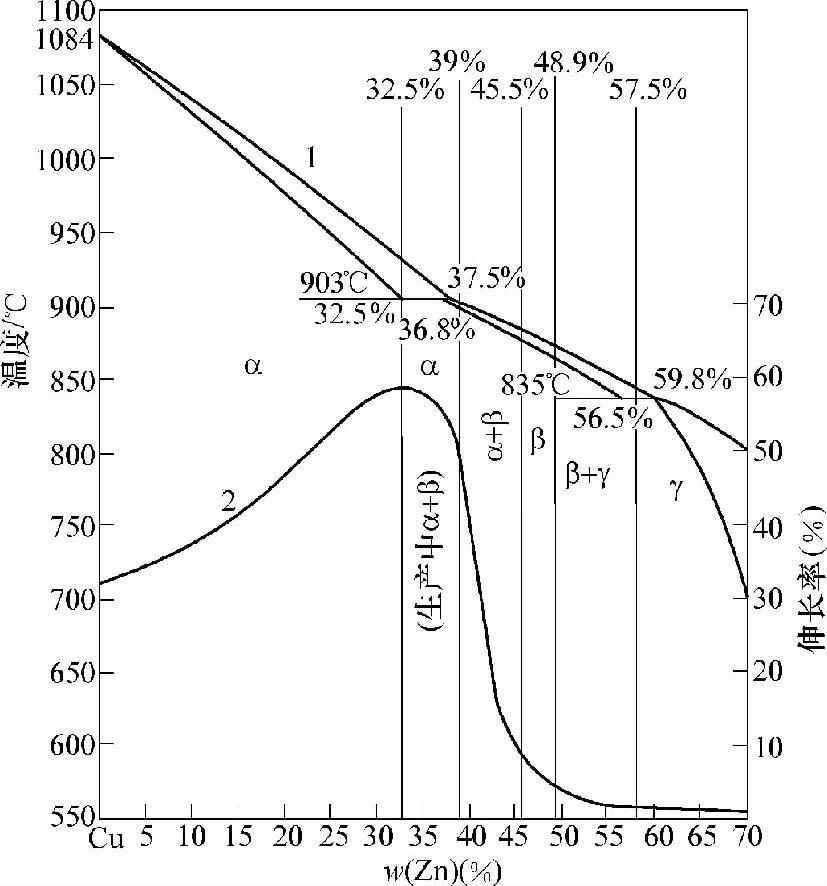
图3-52 铸态黄铜含Zn量与熔化温度,伸长率及组织的关系 Fig.3-52 Relation of Zn content in cast brass on melting temperature,elongation and structures 1—熔化温度 2—伸长率
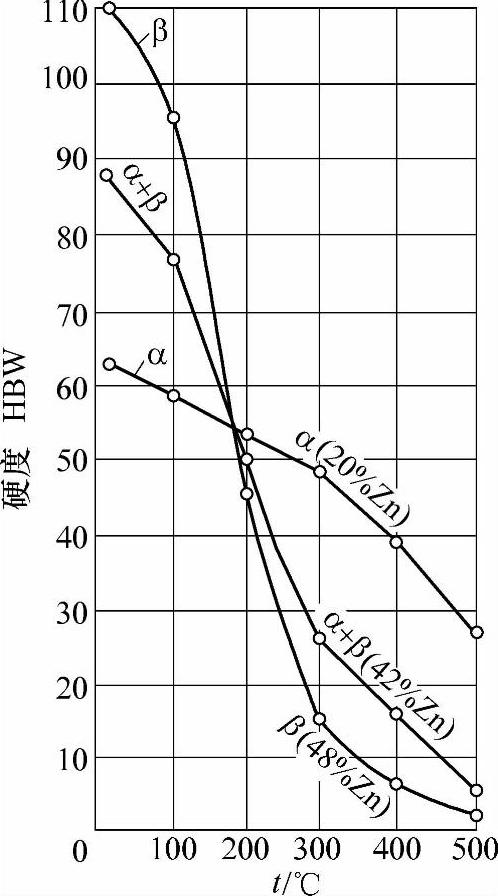
图3-53 不同成分、组织的黄铜在加热时的软化情况[1] Fig.3-53 Hardness of brass with different compositions and structures in different temperatures[1]
所有黄铜在200~700℃之间某一温度范围内均出现脆性区,主要原因之一是受微量杂质元素的影响,如Pb、Sb、Bi等元素;对于两相铜锌合金情况更复杂,但受低熔点杂质的不利影响反而减少,因为两相黄铜从β相中析出α相时,是一个重结晶相变过程,原相晶界上的低熔点杂质变成析出新相的结晶核心,从而削弱了由于晶界低熔点杂质引发的脆性。
由图3-52可见,随含Zn量的增加,Cu-Zn合金的液相线温度下降,当w(Zn)从零增至38%时,液相线从1084℃降至903℃,w(Zn)从38%增至45%时,液相线从903℃降至约884℃,此时黄铜的伸长率将从54%降至10%,合金具有α+β两相组织。用作钎料的铜锌合金,绝大多数w(Zn)在38%~45%范围内,此时合金的含Zn量、液相线温度和伸长率三者的舍取,对钎料配方设计显得非常关键。当w(Zn)≤38%时,合金的塑性好,但液相线温度将超过903℃;当w(Zn)≥45%时,虽然液相线温度降低了,但伸长率不高于10%。如果配方设计时想依靠变动Zn的含量来降低合金液相线的话,那么w(Zn)的变动量从38%增至45%,变动范围为7%,此时液相线温度可调节范围为903~884℃,仅19℃的变动范围。可是此时伸长率将从54%降至10%,显然w(Zn)的变动对降低液相线温度的作用较小,而对钎料加工性的影响非常大。根据钎料制造实践经验,当铸造合金的伸长率≥7%时,它的挤压丝料尚能进行冷拉丝加工。如果合金为单相β组织,或出现γ相,则合金呈脆性。
3.AgCuZnCd钎料配方设计
本系列钎料有Cu、Zn、Ag、Cd四个元素,除了已叙述的Cu-Zn关系外,尚需了解Ag-Cu、Ag-Zn、Ag-Cd及Cu-Cd、Zn-Cd它们各自之间的关系。由Ag-Cu二元合金相图可知[2],Ag与Cu具有形成边际固溶体的共晶型相图,共晶点为780℃、w(Ag)=71.9%,Ag在Cu中和Cu在Ag中的最大溶解度780℃时分别为7.9%(Ag)和8.8%(Cu),200℃时分别为0.10%(Ag)和0.21%(Cu)[21],常温下它们互相间的溶解度更低,Cu与Ag不形成中间相。
由Ag-Zn二元合金相图可知[2],Zn能降低Ag的熔点,当w(Zn)由零增至26.7%时,其熔点由961.9℃降至710℃,Zn在α-Ag中的极限溶解度和Ag-Zn系中富Ag相的结构特征分别见表3-37和表3-38。
表3-37 Ag-Zn系中Zn在α相中的极限溶解度[2] Table 3-37 Limited solubility of Zn inα-Ag phase in Ag-Zn system[2]

(续)
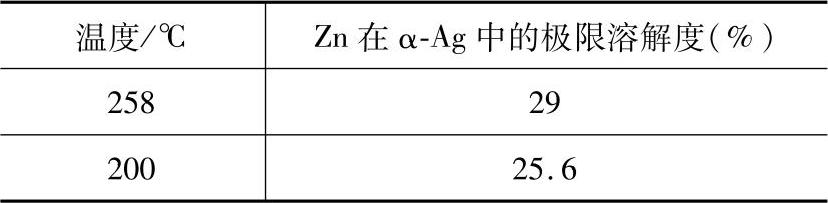
表3-38 Ag-Zn系中富Ag相的结构特征[2] Table 3-38 Structural characteristics of rich Ag phases in Ag-Zn system[2]
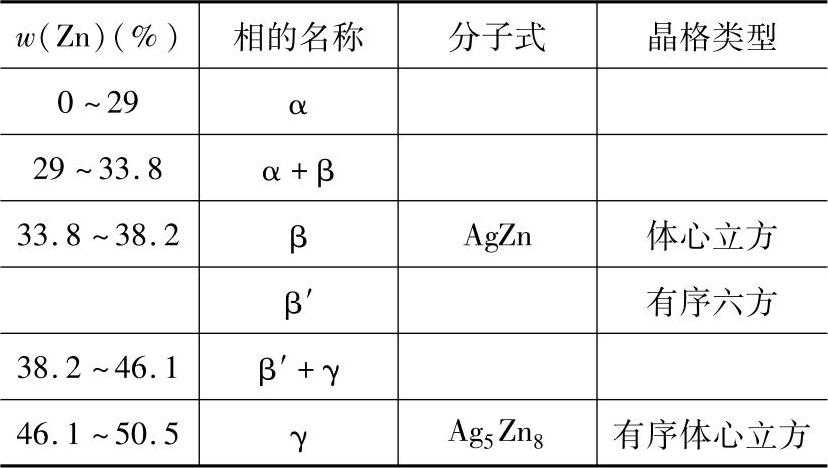
β′、γ都为脆性相,在α+β′相区中,β′的数量应<10%,否则合金呈现较大脆性。
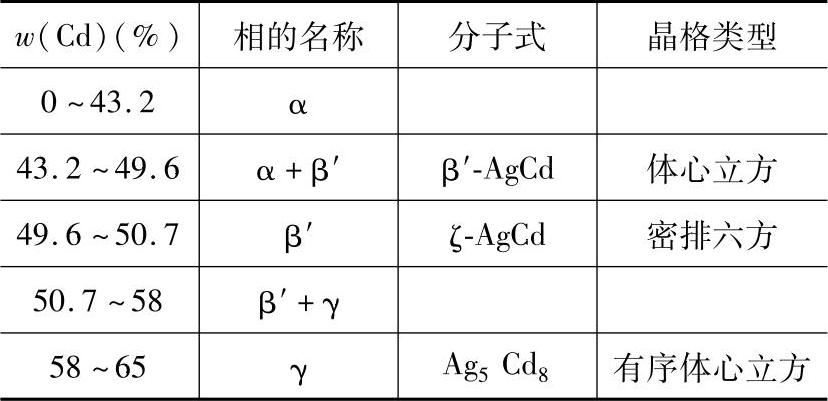
由Ag-Cd二元合金相图可知[2],Cd能有效降低Ag的熔点,Cd在Ag中最大溶解度300℃时为43.2%,Ag与Cd可形成许多中间相,相的结构特征见表3-39,β′和γ都为脆性相。从表3-39可看到,在Ag-Cd合金中,当w(Cd)>50.7%时,将出现不允许的Ag5Cd8脆性相。
表3-39 Ag-Cd系中富Ag相的结构特征[2] Table 3-39 Structural characteristics of rich Ag phases in Ag-Cd system[2]
在Cu-Cd二元合金相图中[2],可以看到Cd能有效降低Cu的熔点,Cd在Cu中最大溶解度549℃时为3.72%,常温时几乎为零,Cu与Cd能生成CdCu2 、Cd3 Cu4 等多种脆性中间相。
Cd与Zn互相间的固溶度很小,但不生成脆性中间相,266℃、w(Zn)=17.4%时,形成共晶合金[2],所以对钎料的脆性影响不大。如果它们在晶界上偏聚成低熔点共晶时,对钎料的挤压工艺参数带来很不利的影响。
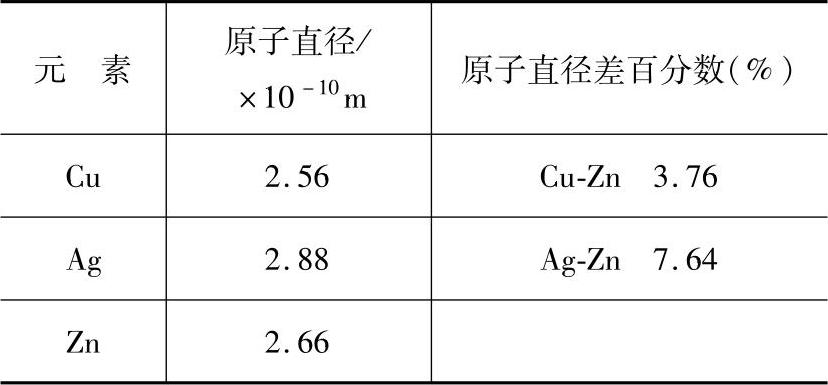
当Ag、Cu、Zn、Cd四个组元熔合成液溶体时,它们的成分应该是均匀的,但凝固时首先结晶出来的是以熔点最高的Cu组元与其他组元组成的Cu合金。Cu对Ag、Zn、Cd三个组元的溶解或组合是有选择性的,它优先溶解Zn组元,以CuZn合金的枝晶状态结晶出来[20];对于Zn来说,它可溶于Cu也可溶于Ag,其中一个重要条件是尺寸因素,表3-40列出了Cu、Ag、Zn晶体的原子直径[2]。Cu-Zn和Ag-Zn原子直径之差的百分数都小于10%,表明尺寸因素都有利于形成固溶体,它们的极限溶解度都很大,分别为39%和29%。但Cu-Zn原子直径差的百分数更小,并且Cu与Zn处在同一元素周期,而Zn与Ag处于不同的元素周期,因此当w(Ag)≤15%的Ag与Cu、Zn、Cd四元合金凝固时,最初形成的枝晶更有利于形成CuZn合金,随后在枝晶间凝固的则以AgCd为主的合金。曾对AgCuZnCd钎料合金做过微区化学成分测定,证实了这一凝固过程。从Ag10CuZnCd四元合金液相面投影图观察(见图3-54),也可看出这一凝固规律。
表3-40 Cu、Ag、Zn的晶体原子直径[2] Table 3-40 Crystal atomic diameters of Cu、Ag、Zn[2]
为了保证钎料的加工性,必须使先结晶部分避免出现Cu5Zn8脆性相,后结晶部分避免出现Ag5Cd8脆性相,同时也要防止出现ζ-AgCd密排六方脆性相[20],只要选取合适的Zn∶Cu和Cd∶Ag的比值,可使钎料合金的加工性和液相线温度有一个较理想的配合。
例 Ag10CuZnCd钎料配方设计[22]
由表3-34可知,钎料中CuZn合金中合适的w(Zn)为39%~45.5%,即Zn∶Cu的比值为0.64~0.83。由表3-39可知AgCd合金合适的w(Cd)为43.2%~49.6%,即Cd∶Ag的比值为0.76~0.98,最大不超过1.0。根据这些数据进行配方计算。(https://www.xing528.com)
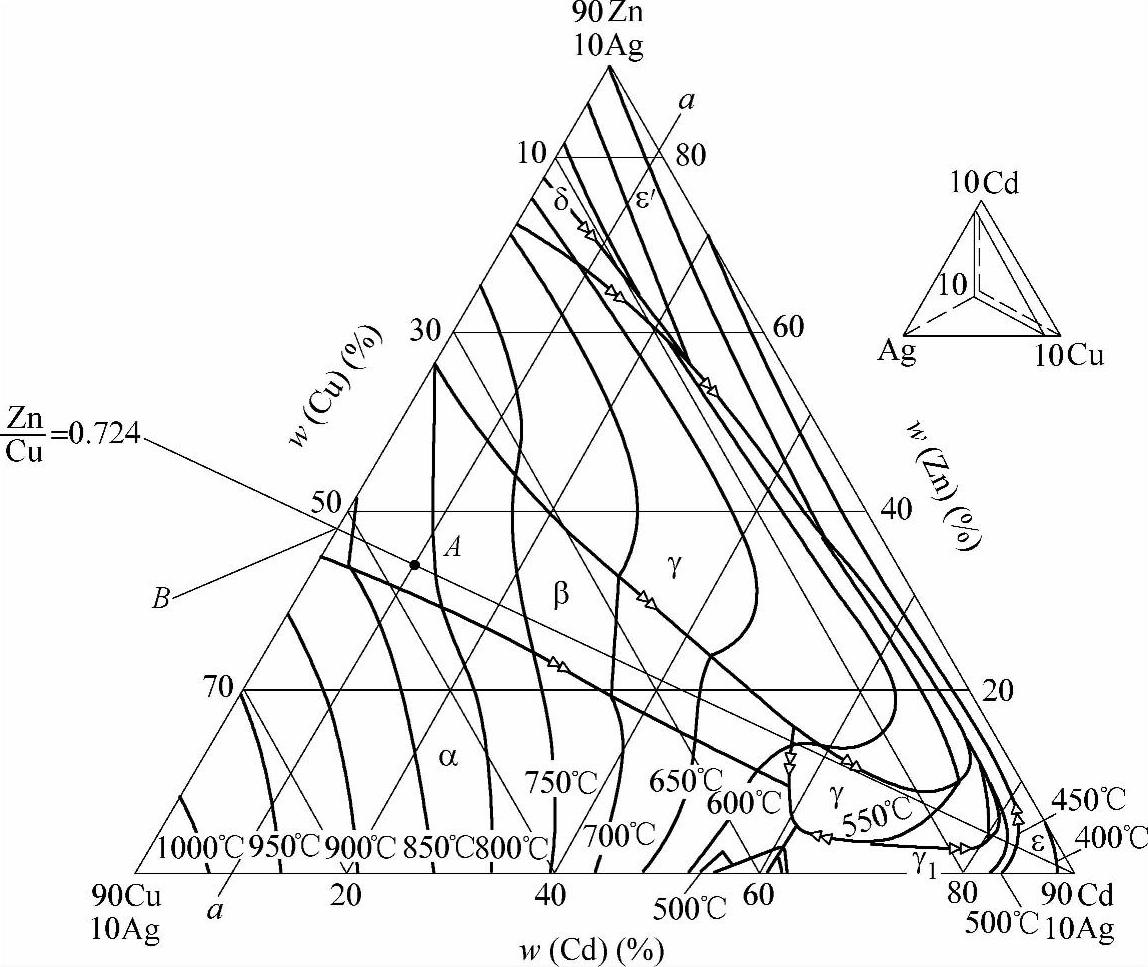
图3-54 Ag10CuZnCd合金的液相线 Fig.3-54 Liquidus of Ag10CdCuZn alloys
设定:Ag=10
确定含Cd量:取Cd/Ag比值为0.85
Cd=10×0.85=8.5
确定Cu、Zn含量,取Zn/Cu比值为0.724
Cu+Zn=100-(10+8.5)=81.5
Zn=34.2
Cu=81.5-34.2=47.3
设计的配方为:Ag10Cu47.3Zn34.2Cd8.5。
图3-54所示为AgCuZnCd四元合金相图在w(Ag)=10%截面上液相线投影图。在这个截面上任何标像点的合金w(Ag)都为10%,其他元素含量按图上坐标数据而定。
在图3-54上过w(Cd)=8.5%的点作Cu-Zn边的平行线aa,则在aa线上任何点的w(Cd)都为8.5%,再在Cu-Zn边上取Zn/Cu比值为0.724的B点,连接B-Cd线,则在B-Cd线上任何点的Zn/Cu比值都为0.724,两线交点A为所设计钎料合金的标像点。A点位于β相区,它包含β(CuZn)相和β′(AgCd)相,比较靠近α⇌β相变线。凝固时先结晶出β相枝晶,后在枝晶间结晶出β′相基体部分;在冷却过程中,将从β相和β′相中析出α相,钎料合金最后组织为α+β(CuZn)+β′(AgCd),不出现脆性相,合金具有可加工性。根据A点在图3-54中的位置,估计液相点温度约为815℃。
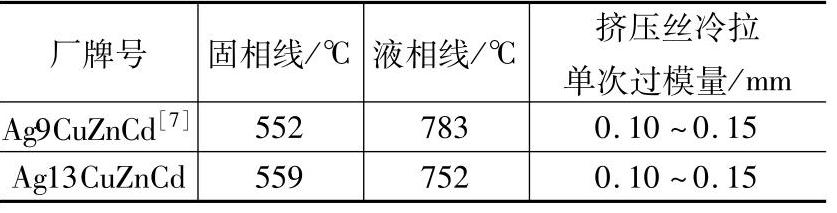
按上述钎料配方设计方法生产的低银含镉钎料的性能见表3-41。图3-55所示为Ag13CuZnCd钎料的DSC曲线。
表3-41 低银含镉钎料的性能Table 3-41 Properties of silver brazing alloys with Cd and low content Ag
4.AgCuZnSn钎料配方设计
含镉的银钎料是所有银钎料中工艺性最好,强度、加工性都比较满意的钎料,可是镉为有毒元素,沸点为765℃,极易挥发;镉的蒸气呈棕红色,属有毒气体;镉的氧化物为CdO,也有毒。由于环保的要求,国内外已禁止在钎料中添加Cd元素,国际上的标准限量为w(Cd)<100×10-6,(即<0.01%)。长期以来,早有科学工作者想以其他元素取代银钎料中的Cd元素。参考文献[23]系统地对比了各种元素对Ag15CuZn钎料各项性能的影响,最终表明,只有In和Sn可以取代钎料中的Cd元素。In的价格比银贵,如果在取代Cd的同时又能取代部分银的话,例如,1In取代2~3Ag,那么在有利于钎料性能和经济性的条件下,可以选用In作为替代元素,但在大多数生产实际的情况下,只能以Sn取代Cd。尽管如此,在AgCuZn钎料中添加Sn之后的熔化温度、施焊工艺性等方面,都很难达到含Cd银钎料的水平。添加Sn只能有条件地改善AgCuZn钎料的性能。从现有的国内外钎料标准看,随钎料中含Ag量的不同,加Sn量可在w(Sn)=1%~5%范围内变动。经验表明,相对钎料中的含Ag量而言,加Sn过多将会引起钎料的脆性,因此要设计出w(Ag)≤15%,液相线温度不超过800℃,具有一定加工性能的AgCuZnSn钎料有相当大的难度。
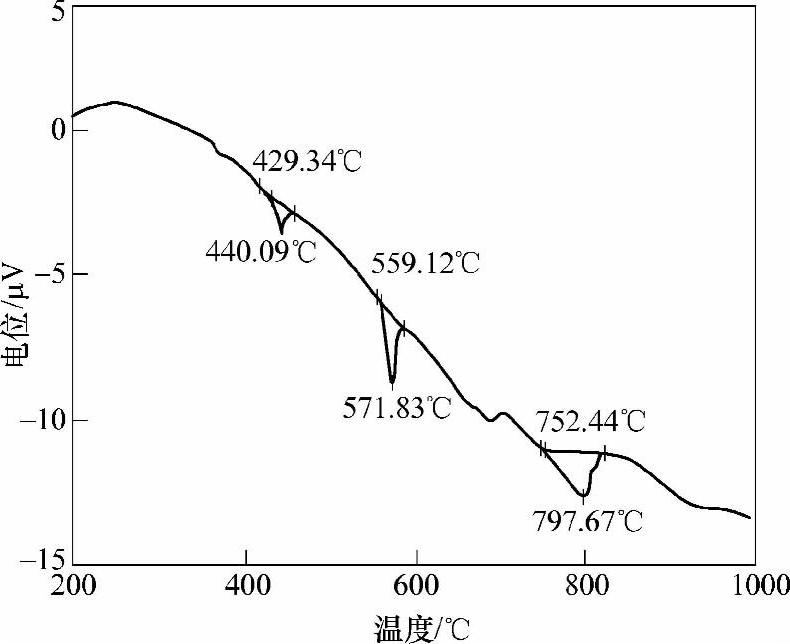
图3-55 Ag13CuZnCd钎料的DSC曲线 Fig.3-55 DSC curve of Ag13CuZnCd braze
在低银钎料中,如果暂不计入Sn的加入量,那么w(Cu+Zn)将在85%~90%之间,所以主体是CuZn合金,添加Ag可使Cu-Zn合金的液相点温度降低,当Zn/Cu比值为0.67时,加添w(Ag)=15%的Ag时,合金的液相线差不多将从900℃降至846℃,如图3-56所示;再加添Sn又可使Ag-Cu-Zn合金的液相线进一步下降。为了防止Cu-Zn合金的脆性,在成分设计时,首先使Cu-Zn合金本身不发生脆性,也就是选取合适的Zn/Cu比值;另一方面使设计成分加Sn后不发生脆性。
图3-56所示为Ag-Cu-Zn三元合金系液相线。作出w(Ag)=10%和w(Ag)=15%平行于CuZn边的平行线,在CuZn边上取C点和D点,使Zn/Cu比值分别为0.695和0.818,连接C-Ag和D-Ag线,它们围成EFGH四边形,设计的成分都在这个四边形之内,合金凝固全为β相,液相线温度相当高。当冷却至350℃时,在图3-57上显示出合金为αCu+β两相组织,其中αCu是从β相中析出,该合金应该具有一定的加工性。
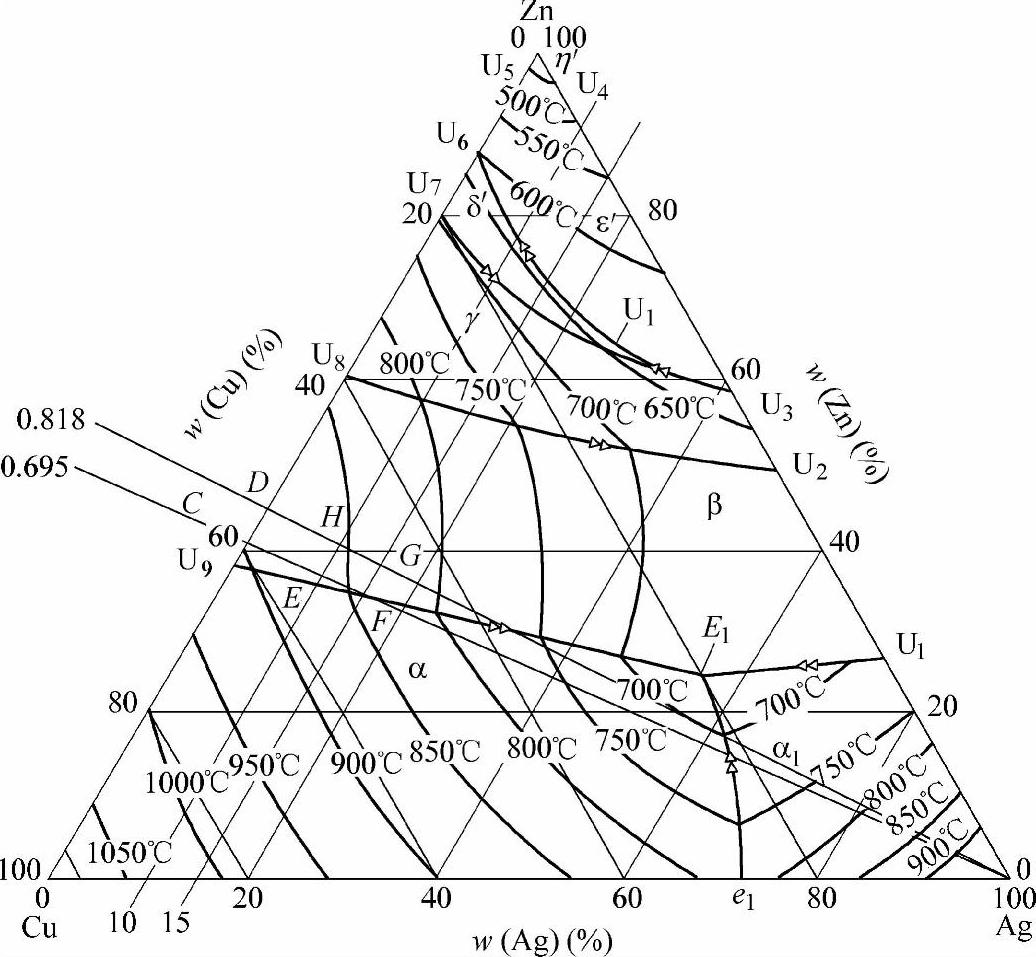
图3-56 Ag-Cu-Zn系合金液相线 Fig.3-56 Liquidus of Ag-Cu-Zn alloys
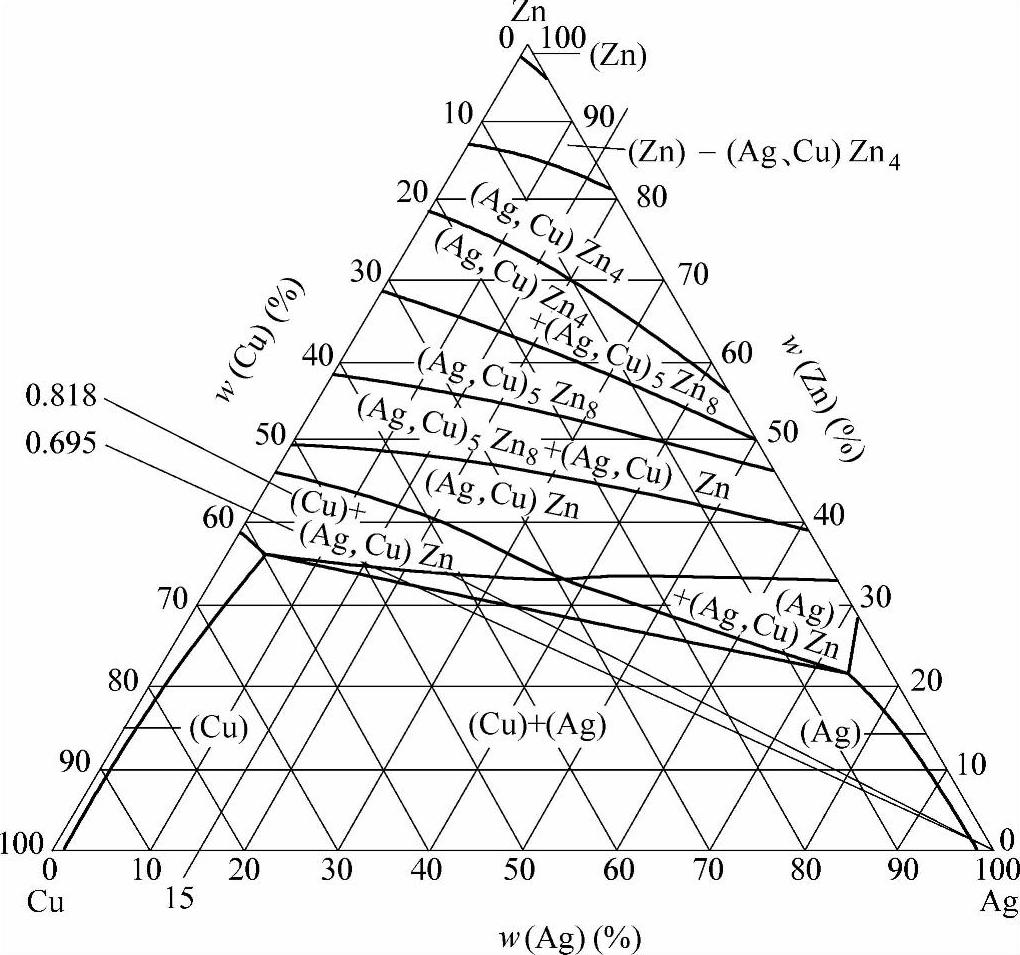
图3-57 Ag-Cu-Zn三元合金相图350℃等温截面 Fig.3-57 Isotherm at 350℃of Ag-Cu-Zn phase diagram
图3-58为Ag15CuZnSn钎料非平衡状态电镜显微组织图,其中AgCuZn的成分标像点落在图3-56的EFGH四边形内。为了降低合金的液相线温度,添加一定量的Sn,由图3-58可见,合金为(CuZn)β相和(AgZn)β′相(较黑部分)两部分构成,晶内白色的为从β相中析出的αCu相,β(β′)和α相分布均匀,非常细。经电子探针微区成分分析表明,Ag、Cu、Zn、Sn在晶粒内部分布基本上都比较均匀,Sn在β(β′)相中的相对含量比α相中稍高,在晶界及其附近区域Ag和Sn的含量较高,而Cu和Zn的含量较低。
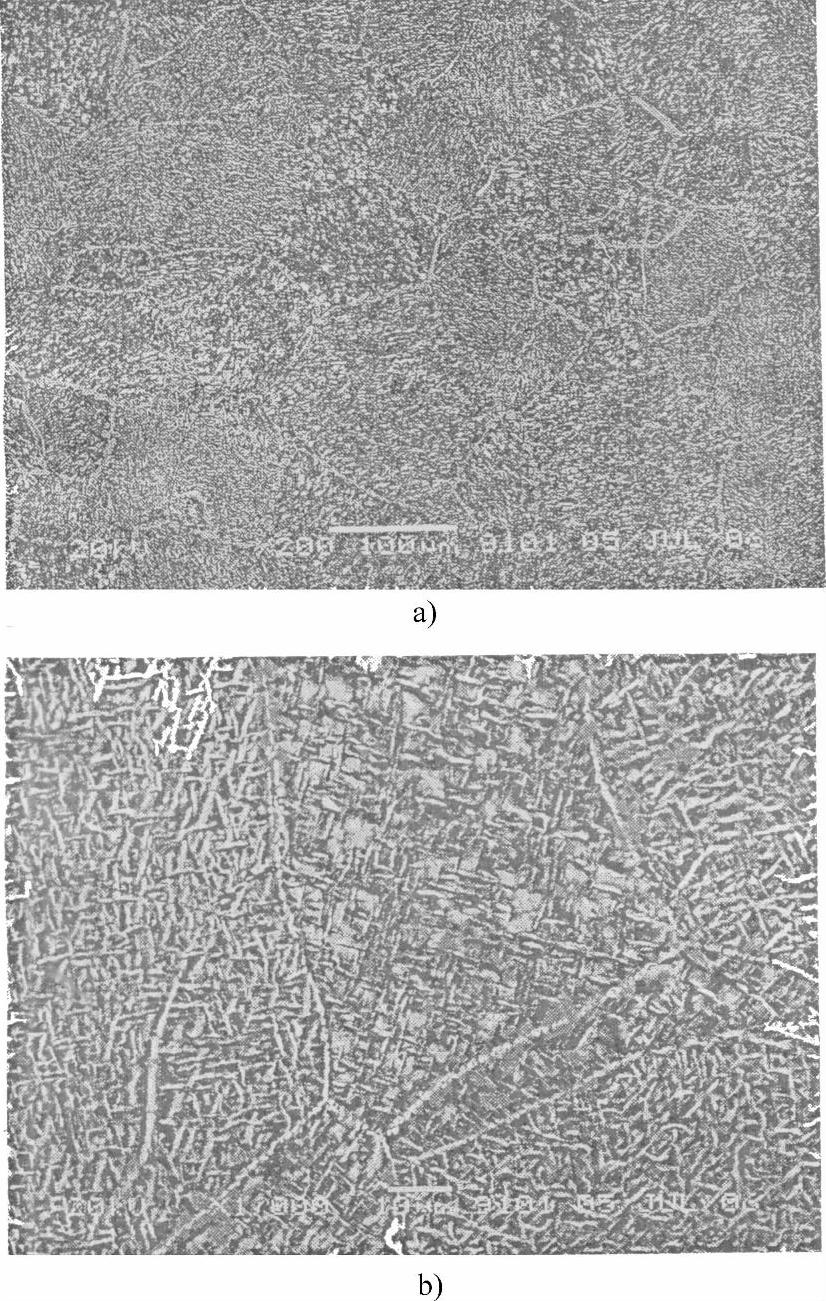
图3-58 Ag15CuZnSn钎料电镜显微组织图 Fig.3-58 SEM microstructure of Ag 15CuZnSn braze
图3-59所示为Cu-Zn-Sn三元合金相图20℃时的等温截面。从图3-59可以判断加Sn对Cu-Zn合金脆性的影响。当Cu中的w(Zn)由零增加到38%时,Sn在Cu中的溶解度由15%下降至0.7%,在Zn饱和的αCu固溶体中Sn的溶解度很少;但当Zn含量增加到出现β相时,Sn的溶解度又增加[1]。当w(Sn)=1%时,由图3-59计算出Cu、Zn含量对合金组织的影响见表3-42。
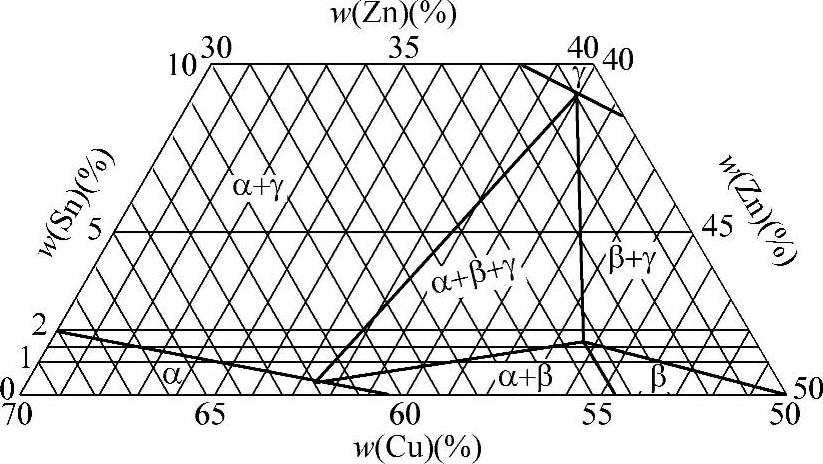
图3-59 Cu-Zn-Sn三元合金系20℃等温截面 Fig.3-59 Isotherm at 20℃of Cu-Zn-Sn phase diagram
表3-42 w(Sn)=1%时,Cu、Zn含量对合金组织的影响Table 3-42 Effect of Cu、Zn content on structure of alloys at w(Sn)=1%

当w(Sn)=1%时,Zn/Cu比值在0.695~0.817范围内,合金为α+β两相区,不出现γ脆性相,但太靠近β相区的合金,由于β相数量太多而呈现脆性。由此可见,当Sn=1%时,Zn/Cu比值在0.695~0.817之间选取一个合适的值,可避免先结晶的Cu-Zn合金的脆性;当w(Sn)=1.5%时,差不多所有情况都会出现γ相,合金必然呈脆性。当在Cu-Zn合金中添加Ag时,从图3-57可见,当Zn/Cu比为某一确定值时,标像点随含Ag量增加将向α相区移动。现对图3-57中Cu+(Cu,Ag)β两相区,用四边形法则求出合金中α相与β相的数量关系见表3-43。
表3-43 Ag对Cu-Zn合金组织的影响Table 3-43 Effect of Ag on structures of Cu-Zn alloys
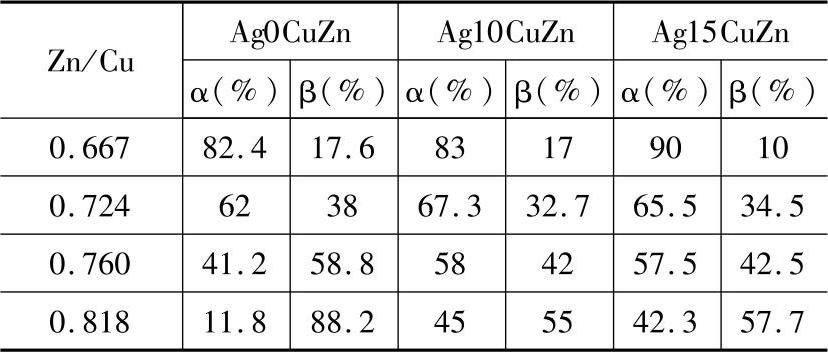
当添加Ag后,Cu-Zn合金中α相的数量显著增加,尤其当Zn/Cu比值增大时影响更明显,因此为了避免合金发生脆性,在Ag-Cu-Zn合金中Sn的添加量可以超过Cu-Zn合金对Sn的设限量。
根据上述原理,设计配制的低银Ag-Cu-Zn-Sn钎料见表3-44,用差热分析法测得的DSC曲线如图3-60所示。
表3-44 低银Ag-Cu-Zn-Sn钎料Table 3-44 Ag-Cu-Zn-Sn braze with low Ag content
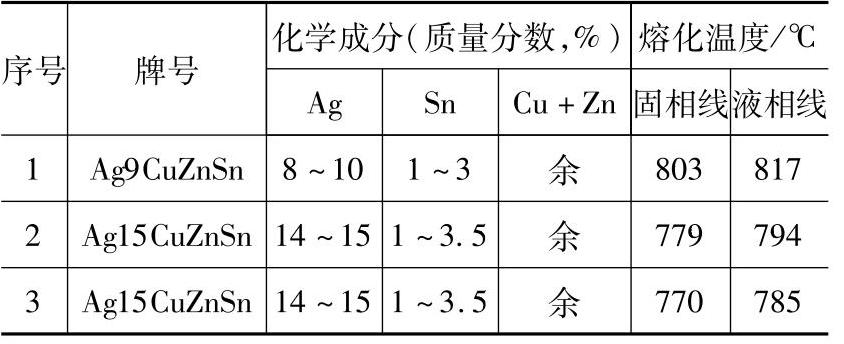
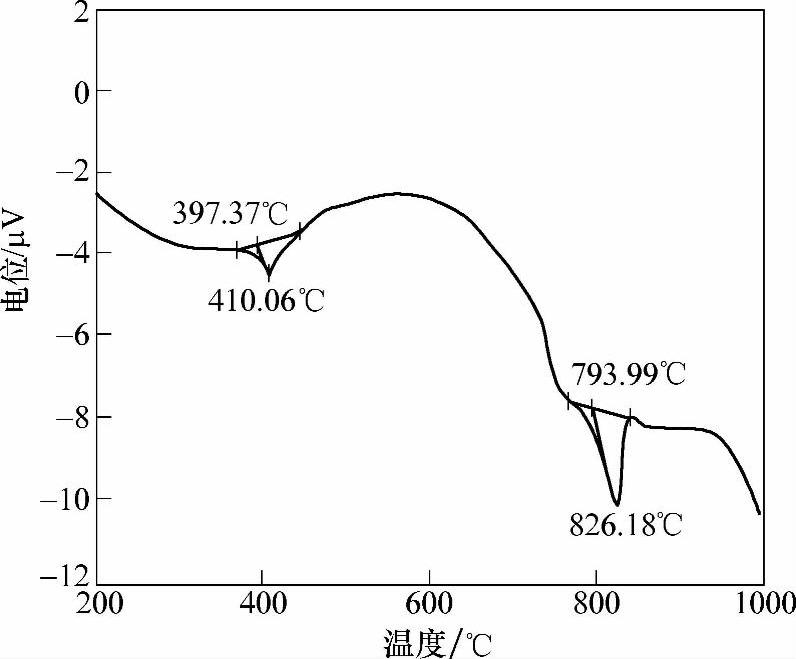
图3-60 Ag15CuZnSn钎料的DSC曲线 Fig.3-60 DSC curve of Ag 15CuZnSn braze
Ag15CuZnSn钎料挤压丝料的直径为1.15~1.20mm,通过一道次冷拉,丝径达1.0~1.01mm,单道次冷拉过模量一般为0.15mm左右,然后在芯棒上绕成φ内6.5mm焊环,加工过程顺利。
实践证明,以铜锌合金为基础,结合合金结晶原理是设计低银钎料配方的最佳思维方式。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。