



在还原性气氛中钎焊钢时,铜是最合适的钎料。由于还原性气体的还原作用,可不必使用钎剂。铜在碳钢上的铺展性极好,它在钎焊温度下除了能流入接头间隙内外,还可能流到钎缝以外的地方,如螺纹、孔内等不应钎焊的配合表面上,使工件超差或小孔堵塞等;钎料也可能流到夹具上,使夹具同工件焊上,所以有必要在钎缝周围不希望钎料铺展的地方涂上阻流剂。
阻流剂大多为难熔氧化物、陶瓷或石墨的细粉,颗粒度通常为0.100~0.060mm。使用时用水、有机黏结剂或有机溶剂调制成具有一定黏性的溶液。阻流剂的组成和用途见表5-4[13]。
表5-4 阻流剂的组成和用途Table 5-4 Compositions and application of stop-off
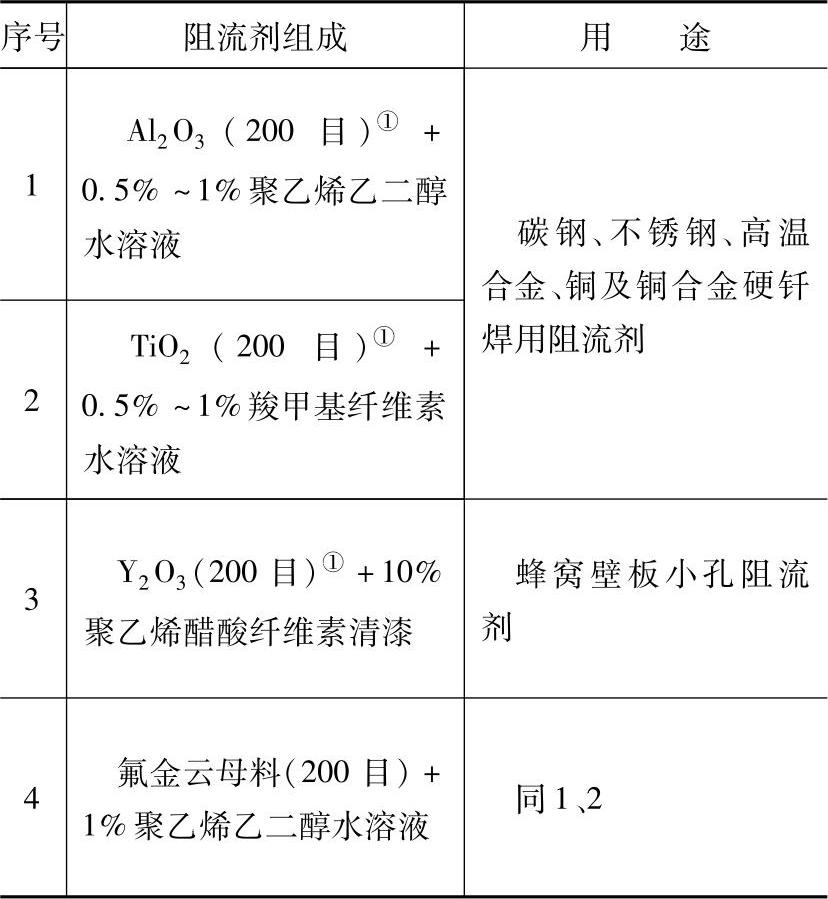
① 200目=0.07mm(孔径)。
小面积阻流可用小毛刷、毛笔涂抹;大面积阻流可采用喷涂及丝网漏印等方法。涂抹阻流剂时,必须防止钎料及钎焊接头的边接表面被阻流剂污染,以免影响连接质量。在使用钎焊夹具的情况下,每次使用时有必要在夹具上重涂一次阻流剂,因为这些阻流剂在每次循环加热中可能裂开。(https://www.xing528.com)
钎焊后阻流剂可用钢丝刷、空气喷吹或水冲洗去除;也可采用氢氧化钠或二氟化铵溶液,或用浸入5%~10%的硝酸或盐酸溶液中的办法去除阻流剂。
用铜作为钎料时,钎焊温度为1090~1150℃。这个温度已大大超过渗碳温度(气体渗碳温度很少超过940℃),所以对钢不产生有害作用。
炉中钎焊钢使用铜作钎料的主要优点是钎焊接头强度高。低碳钢铜钎焊接头的抗剪强度一般在150~215MPa范围内,抗拉强度则为170~340MPa,即接头的强度总超过铜钎料本身的强度,在优化条件下可等同于钢母材的强度。钎焊间隙对接头强度的影响甚大,图5-9所示为接头配合间隙对铜钎焊的接头抗剪强度的影响[6]942。这些数据表明,理想的接头配合范围应为零间隔或过盈。但过盈配合可能使工件卡住,导致铜不能流入接头。大多数情况下,铜钎焊低碳钢的推荐间隙为0~0.07mm。
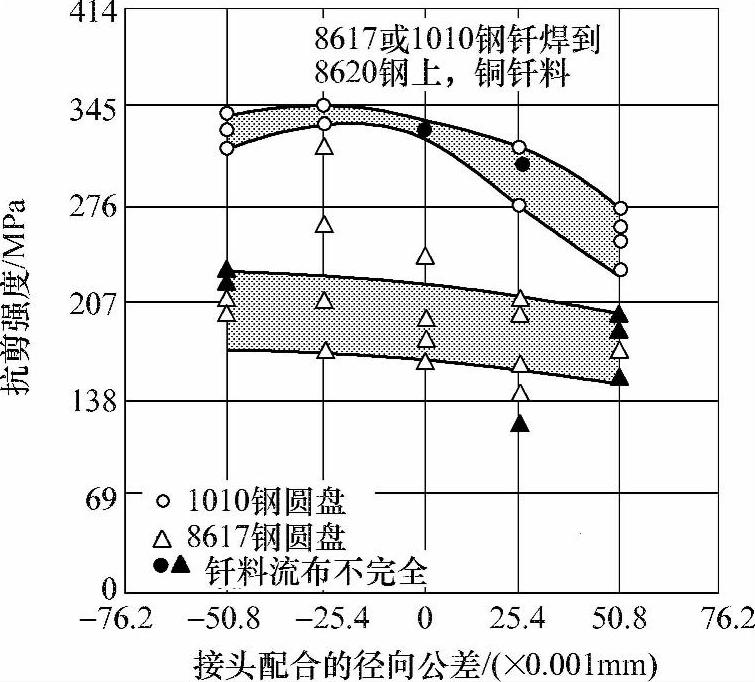
图5-9 接头配合间隙对铜钎焊的接头抗剪强度的影响 Fig.5-9 The effect of fit clearance on shear strength in copper brazed joint
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。